Изобретение относится к металлургии, в частности к непрерывной разливке металлов. Известен способ непрерывного литья заготовки, который состоит в прерывистом вытягивании кристаллизующейся заготовки из горизонтально расположенного кристаллизатора, один конец которого непосредственно связан с печью-миксером с расплавленным металлом. Заготовку вытягивают из кристаллизатора в течение определенного времени, после чего вытягивание прекращается и делают выдержку, в течение которой в кристаллизаторе формируется заготовка до заданной величины 1. Недостатками этого способа являются низкое качество отливаемых заготовок, обусловленное возможностью получения перехватов металла внутри формируемой заготовки, что влияет на качество осевой зоны слитка, а также низкая скорость разливки. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ непрерывной разливки металла, включающий установку затравки в кристаллизаторе вплотную к торцовой части горизонтального металлопровода, подачу жидкого металла в металлоприемнкк и металлопровод, отвод затравки, формирование в кристаллизаторе корки заготовки до заданной толщины, возвратнопоступательное перемещение кристаллизатора относительно сформированной корки заготовки и металлопровода, перемещение кристаллизатора и сформированной корки заготовки с затравкой на установленный щаг с одновременной подачей в кристаллизатор жидкого металла и неоднократное повторение этих операций 2. Недостатком известного способа является низкое качество отливаемых заготовок, обусловленное разнотолщинностью начальноформирующейся корки отливаемой заготовки при .ее периодическом перемещении, особенно при щаге перемещения, близком к длине кристаллизатора. Цель изобретения - повыщение качества отливаемых заготовок. Поставленная цель достигается тем, что согласно способу горизонтальной непрерывной разливки металлов, включающему установку затравки в кристаллизаторе вплотную к торцовой части горизонтального металлопровода, подачу жидкого металла в металлоприемник, и металлопровод, отвод затравки, формирование в кристаллизаторе корки заготовки до заданной толщины, возвратно-поступательное перемещение кристаллизатора, относительно сформированной корки заготовки и горизонтального металлопровода, перемещение кристаллизатора и сформированной корки заготовки с затравкой на установленный шаг с одновременной подачей в кристаллизатор жидкого металла и неоднократное повторение этих операций, затравку и кристаллизатор одновременно перемещают от металлоприемника, причем скорость перемещения кристаллизатора равна где УЗ -скорость перемещения затравки; Lji - щаг перемещения кристаллизатора;5 - щаг перемещения затравки, выдерживают паузу, во время которой формируют корку заготовки до заданной толщины, затем кристаллизатор возвращают в исходное положение. Кроме того, во время одновременного перемещения кристаллизатора относительно металлопровода и формируемой заготовки относительно кристаллизатора величины их перемещений равны. В период вытягивания заготовки из кристаллизатора в кристаллизаторе начинает формироваться корка нового участка, причем в условиях, когда с двух ее сторон имеет место жидкая фаза, которая через 1-3 с после остановки заготовки исчезает, Это создает более благоприятные условия в формировании стыка между участками заготовки. При перемещении сформированного участка заготовки относительно кристаллизатора торец заготовки омывается перегретым металлом, только что поступивщим в кристаллизатор, поэтому отрицатель ное влияние переохлаждения торца сформированной корки заготовки при периодическом вытягивании ее из кристаллизатора снижается, что имеет существенное значение особенно в случае отливки заготовки в сравнительно длинный кристаллизатор, когда имеет место сравнительно большой щаг вытягивания и когда пауза между вытягиваниями заготовки сравнительно велика и составляет, например, 60-120. с. Кроме того, при одновременном перемещении кристаллизатора относительно горизонтального металлопровода и отливаемой заготовки относительно стенок кристаллизатора, в частности с одинаковой скоростью, корочка в период перемещения начинает формироваться от центра кристаллизатора в обе стороны к торцам, что обуславливает улучшение ее качества в началь ый период формирования. На фиг. 1 представлена схема установки для осуществления предлагаемого способа, исходное положение; на фиг. .2 - положение кристаллизатора и затравки в момент перемещения их на установленный щаг; на фиг. 3 - положение сформированной заготовки перед смещением кристаллизатора в сторону металлоприемника; на фиг. 4 - то ке, после смещения кристаллизатора в
сторону металлоприемника; на фиг. 5 - положение кристаллизатора и затравка со сформированным участком заготовки в момент их перемещения на установленный шаг; на фиг. 6 - положение сформированной заготовки после смещения кристаллизатора.
Установка (фиг. 1) включает металлоприемник 1 для жидкого металла 2, горизонтальный металлопровод 3, частично размещенный в горизонтальном охлаждаемом кристаллизаторе 4 и затравку 5, размещенную в кристаллизаторе 4.
Непрерывная разливка жидкого металла осуществляется следующим образом.
Первоначально затравка 5 закрывает торец горизонтального металлопровода 3, а кристаллизатор 4 находится в исходном положении, при котором горизонтальный металлопровод 3 размещен на половине длины кристаллизатора (фиг. 1). Жидкий металл 2 подается из металлоприемника 1 в горизонтальный металлопровод 3 до контакта с затравкой 5. После заполнения горизонтального металлопровода 3 начинается движение затравки 5 с установленной скоростью УЗ на величину 1з, а кристаллизатора в том же направлении со скоростью
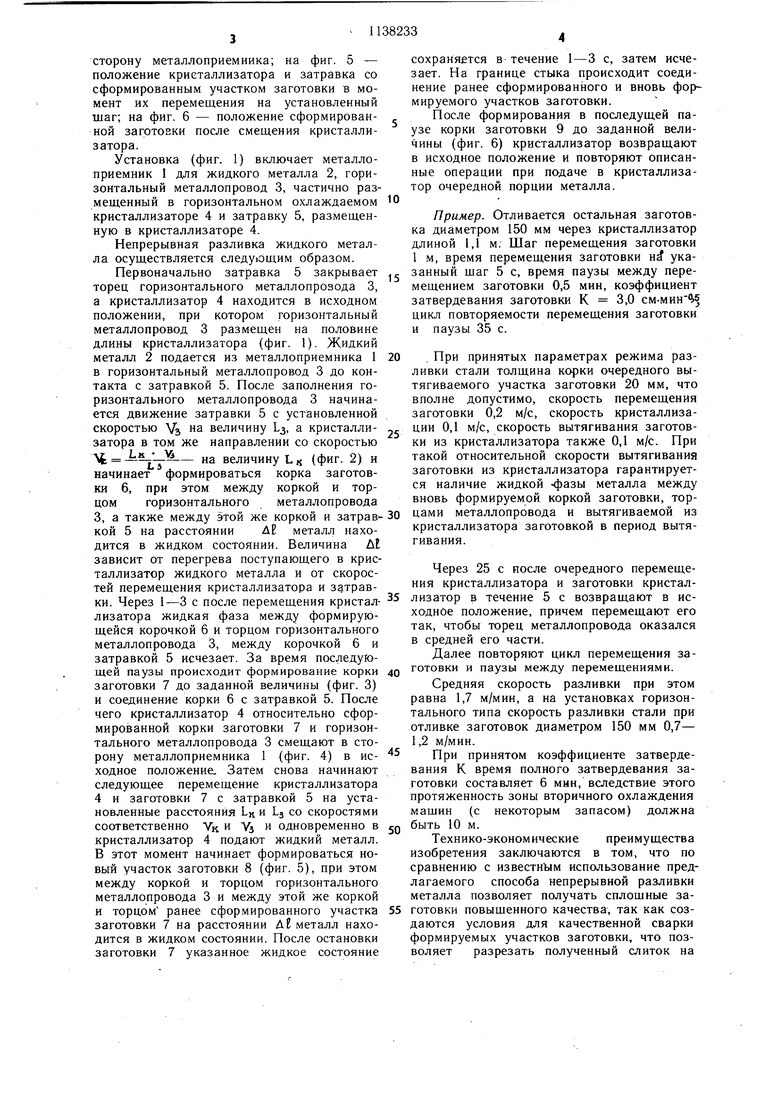
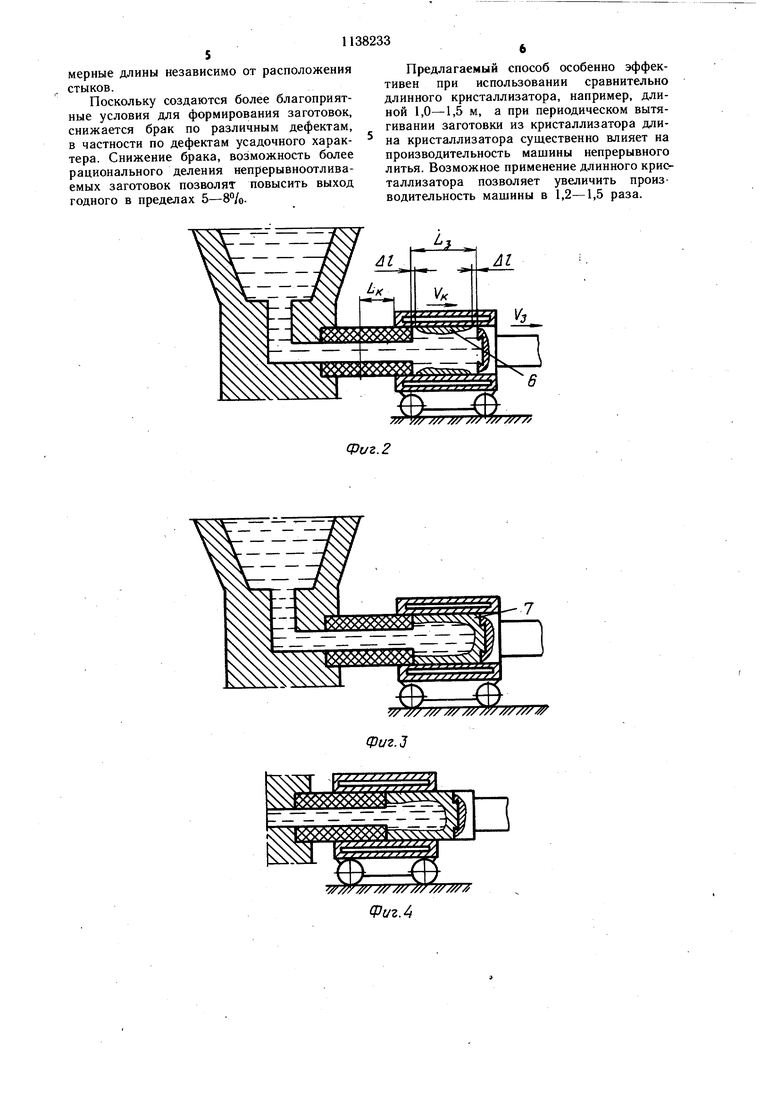
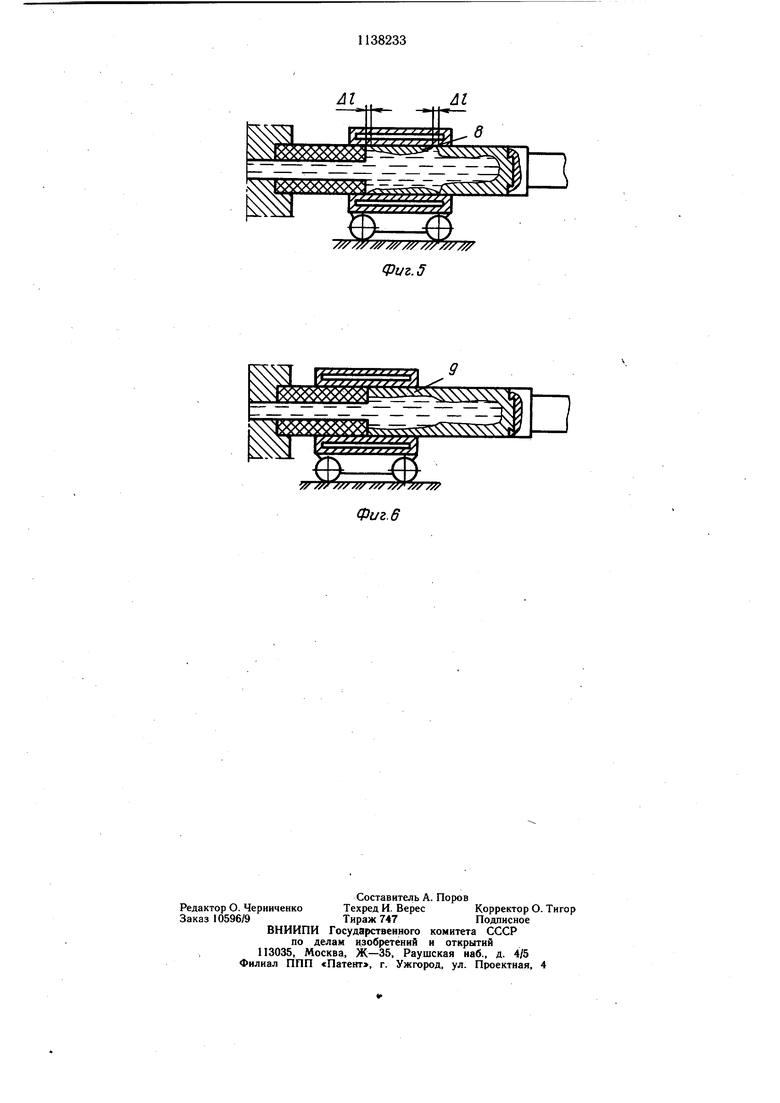
jt на величину L к (фиг. 2) и начинает формироваться корка заготовки 6, при этом между коркой и торцом горизонтального металлопровода 3, а также между этой же коркой и затравкой 5 на расстоянии Д металл находится в жидком состоянии. Величина ДЕ зависит от перегрева поступающего в кристаллизатор жидкого металла и от скоростей перемещения кристаллизатора и ззтравки. Через 1-3 с после перемещения кристаллизатора жидкая фаза между формирующейся корочкой 6 и торцом горизонтального металлопровода 3, между корочкой 6 и затравкой 5 исчезает. За время последующей паузы происходит формирование корки заготовки 7 до заданной величины (фиг. 3) и соединение корки 6 с затравкой 5. После чего кристаллизатор 4 относительно сформированной корки заготовки 7 и горизонтального металлопровода 3 смещают в сторону металлоприемника 1 (фиг. 4) в исходное положение. Затем снова начинают следующее перемещение кристаллизатора 4 и заготовки 7 с затравкой 5 на установленные расстояния LK и Lj со скоростями соответственно VK и и одновременно в кристаллизатор 4 подают жидкий металл. В этот момент начинает формироваться новый участок заготовки 8 (фиг. 5), при этом между коркой и торцом горизонтального металлопровода 3 и между этой же коркой и торцом ранее сформированного участка заготовки 7 на расстоянии ДЕ металл находится в жидком состоянии. После остановки заготовки 7 указанное жидкое состояние
сохраняется в течение 1-3 с, затем исчезает. На границе стыка происходит соединение ранее сформированного и вновь формируемого участков заготовки.
После формирования в последущей паузе корки заготовки 9 до заданной величины (фиг. 6) кристаллизатор возвращают в исходное положение и повторяют описанные операции при подаче в кристаллизатор очередной порции металла.
Пример. Отливается остальная заготовка диаметром 150 мм через кристаллизатор длиной 1,1 м. Шаг перемещения заготовки 1 м, время перемещения заготовки н указанный щаг 5 с, время паузы между перемещением заготовки 0,5 мин, коэффициент затвердевания заготовки К 3,0 см-мин цикл повторяемости перемещения заготовки и паузы 35 с.
При принятых параметрах режима разливки стали толщина корки очередного вытягиваемого участка заготовки 20 мм, что вполне допустимо, скорость перемещения заготовки 0,2 м/с, скорость кристаллизации 0,1 м/с, скорость вытягивания заготовки из кристаллизатора также 0,1 м/с. При такой относительной скорости вытягивания заготовки из кристаллизатора гарантируется наличие жидкой -фазы металла между вновь формируемой коркой заготовки, торцами металлопровода и вытягиваемой из кристаллизатора заготовкой в период вытягивания.
Через 25 с после очередного перемещения кристаллизатора и заготовки кристаллизатор в течение 5 с возвращают в исходное положение, причем перемещают его так, чтобы торец металлопровода оказался в средней его части.
Далее повторяют цикл перемещения заготовки и паузы между перемещениями.
Средняя скорость разливки при этом равна 1,7 м/мин, а на установках горизонтального типа скорость разливки стали при отливке заготовок диаметром 150 мм 0,7- 1,2 м/мин.
При принятом коэффициенте затвердевания К время полного затвердевания заготовки составляет 6 мин, вследствие этого протяженность зоны вторичного охлаждения машин (с некоторым запасом) должна быть 10 м.
Технико-экономические преимущества изобретения заключаются в том, что по сравнению с известньш использование предлагаемого способа непрерывной разливки металла позволяет получать сплощные заготовки повыщенного качества, так как создаются условия для качественной сварки формируемых участков заготовки, что позволяет разрезать полученный слиток на
мерные длины незавнсимо от расположения стыков.
Поскольку создаются более благоприятные условия для формирования заготовок, снижается брак по различным дефектам, в частности по дефектам усадочного характера. Снижение брака, возможность более рационального деления непрерывноотливаемых заготовок позволят повысить выход годного в пределах 5-8%.
Предлагаемый способ особенно эффективен при использовании сравнительно длинного кристаллизатора, например, длиной 1,0-1,5 м, а при периодическом вытягивании заготовки из кристаллизатора длина кристаллизатора существенно влияет на производительность машины непрерывного литья. Возможное применение длинного кристаллизатора позволяет увеличить производительность машины в 1,2-1,5 раза.
А1
Фиг. 2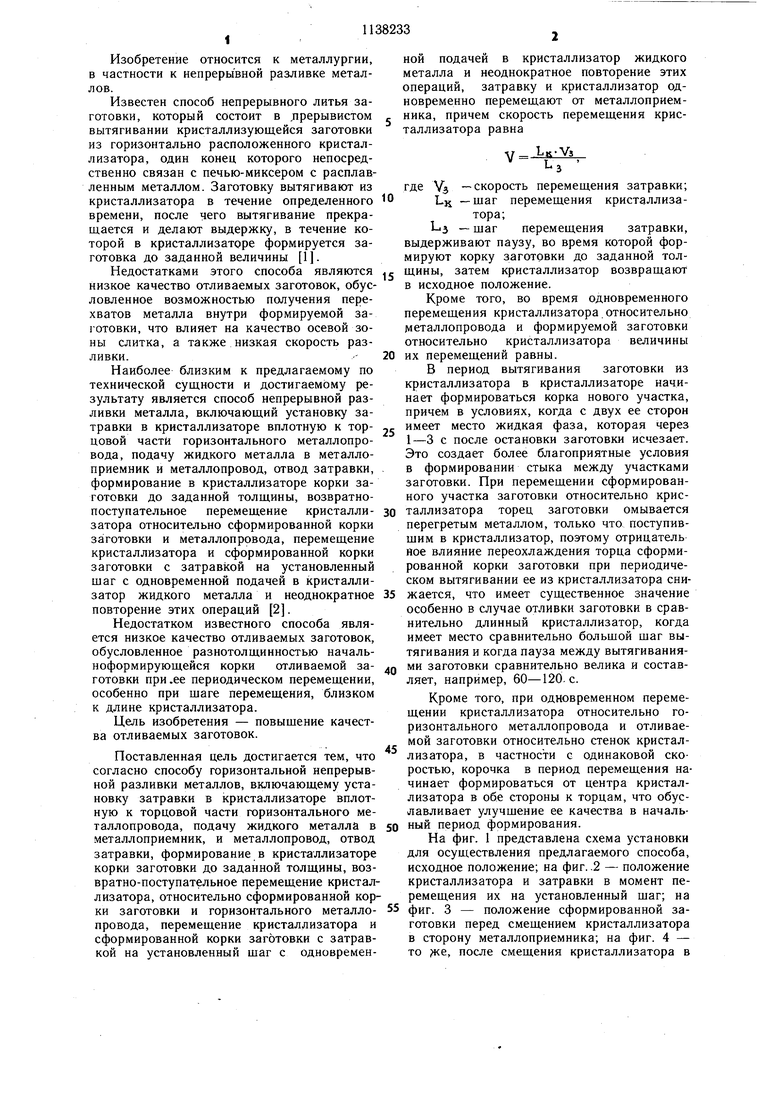
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1985 |
|
SU1249776A1 |
| Способ горизонтальной непрерывной разливки металлов | 1979 |
|
SU1107954A1 |
| Установка непрерывной разливки металлов горизонтального типа | 1979 |
|
SU1109246A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1980 |
|
SU875715A1 |
| Способ непрерывного литья цветных биметаллических заготовок и машина для его осуществления | 1985 |
|
SU1668017A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1985 |
|
SU1788653A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1984 |
|
SU1150831A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1985 |
|
SU1800739A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ОТЛИВКИ И СОВМЕЩЕННОЙ ПРОКАТКИ ЗАГОТОВОК | 1984 |
|
SU1297330A1 |
| МАШИНА ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1983 |
|
SU1802461A1 |
1. СПОСОБ ГОРИЗОНТАЛЬНОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ, включающий установку затравки в кристаллизаторе вплотную к торцовой части горизонтального металлопровода, подачу жидкого металла в металлоприемник и металлопровод, отвод затравки, формирование в кристаллизаторе корки заготовки до заданной .толщины, возвратнопоступательное перемещение кристаллизатора относительно сформированной корки заготовки и горизонтального металопровода, перемещение кристаллизатора и сфор- хху / /- ///f// / Фиг.1 мированной корки заготовки с затравкой на установленный щаг с одновременной подачей в кристаллизатор жидкого металла и неоднократное повторение этих операций, отличающийся тем, что, с целью повыщения качества формируемых заготовок, затравку и кристаллизатор одновременно перемещают от металлоприемника, причем скорость перемещения кристаллизатора равна VK , Ьз где УЗ -скорость перемещения затравки; перемещения кристаллизатора; Lj - шаг перемещения затравки, выдерживают паузу, во время которой формируют корку заготовки до заданной толщины, затем кристаллизатор возвращают в исходное положение. 2. Способ по п. 1, отличающийся тем, что во время одновременного перемещения кристаллизатора относительно металлопровода и формируемой заготовки относительно кристаллизатора величины их перемещений равны.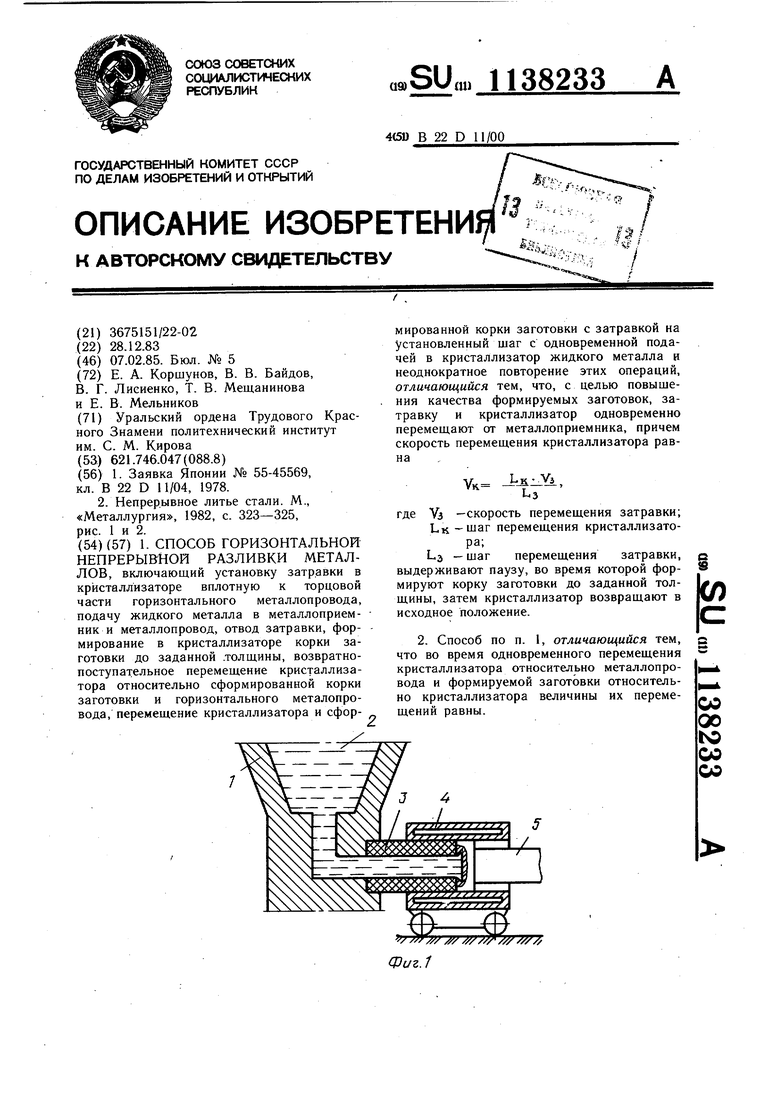
/// //y f ////////y///7
fffffff - -пу
fv / /У/ /if/ /://
Фиг. 5
Фиг. 6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Непрерывное литье стали | |||
| М., «Металлургия, 1982, с | |||
| Прибор для наглядного представления свойств кривых 2 порядка (механические подвижные чертежи) | 1921 |
|
SU323A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
