Изобретение относится к металлургии, в частности к полунепрерывной разливке металлов.
Целью изобретения является обеспечение стабильной работы при производстве полых и сплошных многослойных заготовок.
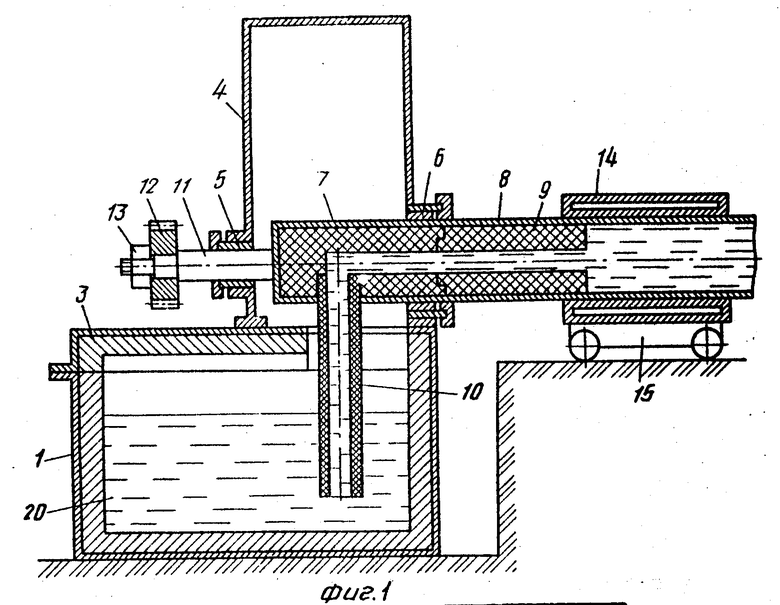
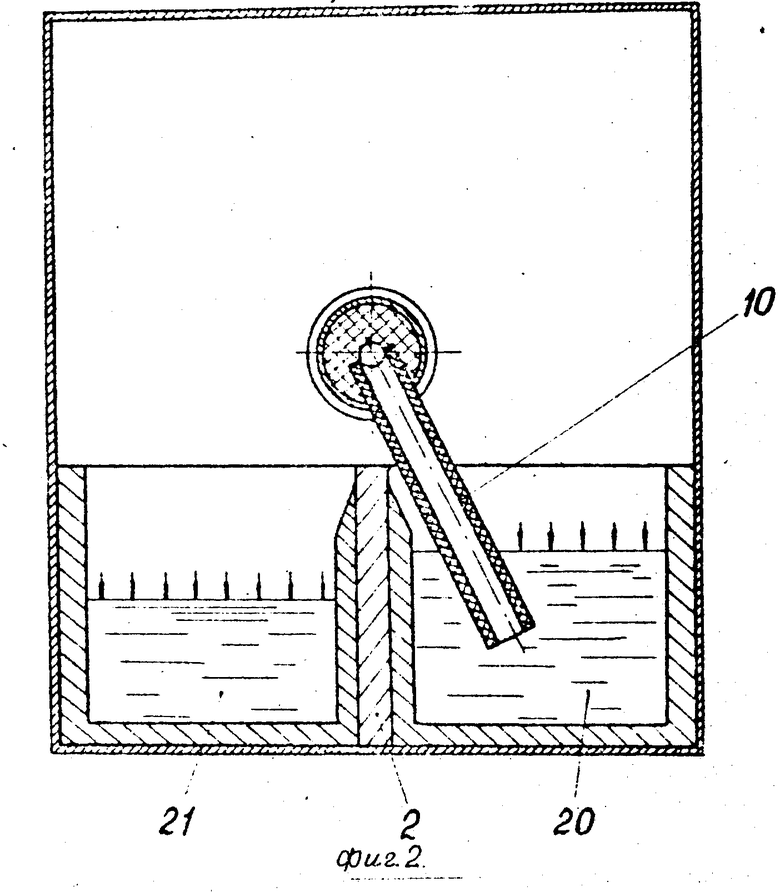
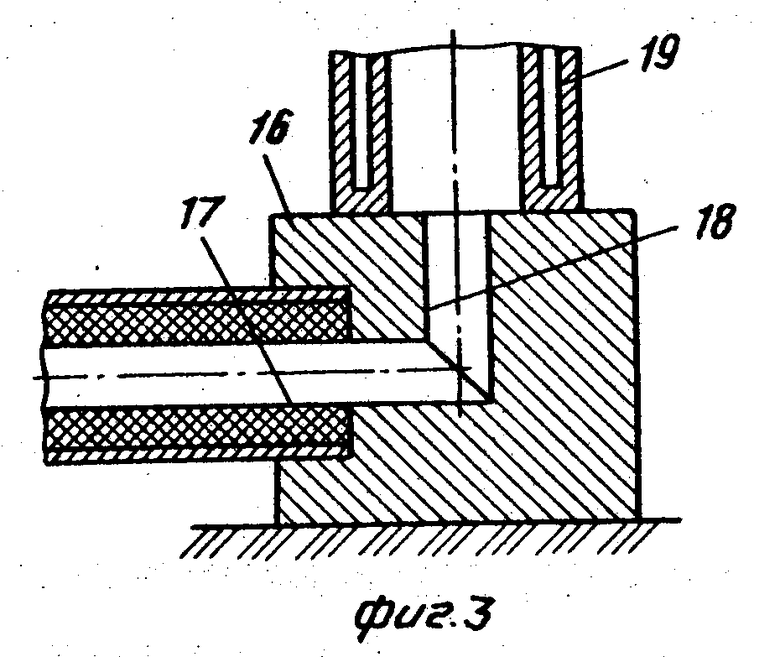
На фиг. 1 показан продольный разрез общего вида машины; на фиг.2 поперечный разрез машины, проходящей через второй участок составного металлопровода; на фиг.3 разрез по огнеупорному блоку.
Машина (фиг.1) содержит футерованный металлоприемник 1, разделенный футерованной перегородкой 2 (см. фиг.2) на две камеры. Сверху металлоприемник закрыт общей футерованной крышкой 3, в которой выполнена прорезь. Крышка 3 выполнена так, что не касается перегородки 2. В крышке 3 выполнены два перекрываемых отверстия для заливки в камеры двух разных металлов или сплавов и одно отверстие для ввода и отвода из металлоприемника сжатого газа (отверстия на фигурах не показаны). На крышке 3, перекрывая ее прорезь, установлен герметизирующий кожух 4, стенки которого содержат герметично уплотняемые опоры 5 и 6, удерживающие поворотный составной металлопровод 7. Металлопровод 7 состоит из трубы 8, в которой размещен первый участок 9, сообщающийся со вторым участком 10. Конец второго участка 10 металлопровода 7 размещен с одной из камер металлоприемника 1. К трубе 8, соосно с ней, подсоединен приводной вал 11. Труба 8 размещена в опоре 6, а приводной вал 11 в опоре 5.
За пределами кожуха 4 на приводном валу 11 на шлицах насажена шестерня 12, закрепляемая гайкой 13. Шестерня 12 имеет возможность вращаться от привода (привод на фиг. 1 не показан) и поворачивать, таким образом, составной металлопровод 7, размещая конец второго участка 10 в одну из двух камер.
Конец трубы 8, в которой находится конец первого участка 9 составного металлопровода 7, за пределами кожуха 4 размещается или в горизонтальном кристаллизаторе 14, установленном на подвижной опоре 15, или в горизонтальной расточке огнеупорного блока 16 (см. фиг.3), в котором выполнены сообщающиеся горизонтальный и вертикальный каналы 17 и 18. Вертикальный канал 18 сообщается с установленным на блоке 16 вертикальным кристаллизатором 19.
Возможно подсоединение через огнеупорный блок 16 горизонтального кристаллизатора 14. Тогда в блоке 16 выполняется только расточка и горизонтальный сквозной канал 17, а кристаллизатор 14 может быть выполнен для отливки заготовок некруглого сечения.
Приводной вал выполнен с возможностью его продольного смещения. Это позволяет трубу 8 с металлопроводом 7 прижимать к расточке огнеупорного блока 16. (Механизм продольного смещения приводного вала 11 на фиг.1 не показан).
Машина работает следующим образом. Кристаллизатор 14 устанавливают в исходное положение, надвинув его на трубу 8 с помощью тележки 15 (фиг.1). Перед началом разливки в кристаллизатор вводят затравку. Второй участок 10 составного металлопровода 7 размещают в одной из камер металлоприемника 1. При необходимости разогревают футеровку металлоприемника 1 и крыши 3, а также металлопровод 7. В камеры металлоприемника 1 заливают жидкий металл, причем в разные камеры разный металл, и металлоприемник герметизируют. После этого через отверстие для подвода сжатого газа в металлоприемник 1 подают газ необходимого давления и жидкий металл через металлопровод 7 подают в кристаллизатор.
Поступившим в кристаллизатор 14 жидким металлом первого химического состава по принятому режиму формируют заготовку до установленной длины. Затем, не снимая давления газа в металлоприемнике, вал 11 поворачивают до момента, пока второй участок 10 составного металлопровода 7 не выйдет из металла первого химического состава, оставаясь в то же время в камере, где имеется металл первого химического состава. При указанном положении металлопровода жидкий металл из заготовки быстро удаляется. Как только закончится удаление остатков жидкого металла из заготовки, участок 10 составного металлопровода 7 перемещают в камеру с металлом второго химического состава и погружают его в этот металл. С этого момента через металлопровод 7 в заготовку начинает поступать металл второго химического состава, которым формируют следующий слой многослойной заготовки.
Если отливается полая заготовка, то через заданное время участок 10 металлопровода 7 выводят из жидкого металла и остатки жидкого металла из заготовок сливают в камеру. Если отливается сплошная заготовка, то жидкий металл выдерживают в заготовке до полного его затвердевания.
В процесс отливки заготовки в ней может быть осуществлена неоднократная смена жидкого металла. Число слоев в заготовке при этом соответственно возрастает.
Следует заметить, что удаление жидкого металла из заготовки осуществляется без особых затруднений. При подаче же жидкого металла в оболочку заготовки в ней может образоваться замкнутая газовая подушка. Однако, если разливка будет осуществляться через вертикальный или радиальный кристаллизатор, то отливка качественной слоистой заготовки не будет затруднена, поскольку освоена технология производства слоистых заготовок промышленного размера через вертикальный кристаллизатор с подачей в него жидкого металла снизу. При отливке же в горизонтальный кристаллизатор необходимо принимать меры, позволяющие устранить газовую подушку из заготовки, например отвести ее через раскрываемую затравку.
Поскольку металлопровод 7 выполнен с возможностью продольного некоторого смещения, представляется возможным в условиях периодического вытягивания заготовки из кристаллизатора, во время пауз между вытягиваниями заготовки, создавать в формируемой корке заготовки полезные сжимающие напряжения, что улучшает качество отливаемых заготовок. В данном случае речь идет об отливке заготовок через горизонтальный кристаллизатор.
Если ход продольного перемещения металлопровода 2 на машине будет значительным, например равным длине кристаллизатора, что конструктивно может быть выполнено, и если кристаллизатор выполнить подвижным, то представляется возможным вести отливку заготовок через горизонтальный кристаллизатор, не создавая в заготовке продольных растягивающих напряжений, что также способствует получению качественной заготовки. В этом случае перед очередным перемещением заготовки на установленный шаг рекомендуется на этот же шаг переместить кристаллизатор в сторону металлоприемника. Далее заготовку, металлопровод и кристаллизатор следует вместе переместить обратно на указанный шаг, после чего только металлопровод возвратить в исходное положение, подавая при этом очередную порцию жидкого металла в кристаллизатор.
На предлагаемой машине наиболее эффективна разливка легких сплавов, например алюминиевых, алюминийлитиевых и магниевых сплавов. Особенно эффективна разливка тех сплавов, которые требуют защитной атмосферы.
На машине может быть обеспечена защита жидкого металла от воздуха. В этом случае необходимо герметичный металлоприемник 1 перед заливкой в него жидкого металла заполнить инертным газом, а в процессе разливки металла в металлоприемник подавать сжатый инертный газ.
Для разливки легких сплавов разработаны и проведены в промышленных условиях надежные металлопроводы.
На машине возможна отливка полых и сплошных заготовок, состоящих из медной оболочки и алюминиевой сердцевины.
При подборе соответствующего огнеупорного материала для металлопровода 7 может быть осуществлена разливка в многослойные стальные заготовки из слоев стали разных марок.
Технико-экономическая эффективность. По сравнению с прототипом на предлагаемой машине, во-первых, возможна отливка слоистых заготовок из жидких металлов (сплавов) разного химического состава, причем в условиях, когда смена одного металла другим не приводит к их частичному смешиванию; во-вторых, для подачи разных металлов (сплавов) используется один и тот же металлопровод, не содержащий каких-либо перекрывающих его элементов, способствующих задержке жидкого металла в зоне перекрытия и нежелательному его затвердеванию. Многослойные заготовки, следовательно, на предлагаемой машине могут отливаться в стабильных условиях, без отклонения от заданного химического состава формируемых слоев, что обеспечивает повышенное качество многослойных заготовок.
Значительный экономический эффект, может быть получен в случае отливки заготовок, слои которого имеют, например, алюминийлитиевый сплав, так как разливка такого сплава на предлагаемой машине увеличивает выход годного не менее чем 1,4 раза, по сравнению с выходом годного на существующей машине.
При увеличении выхода годного снижаются затраты, главным образом, на дорогостоящий литий, который при переплавке отходов, возникающих из-за низкого выхода годного, практически теряется.
Предлагаемая конструкция машины позволяет применить разработанные стойкие материалы для металлопровода, что способствует увеличению непрерывности работы машины, со всеми вытекающими из этого положительными последствиями (увеличение объема разливаемого на машине металла, что ведет к сокращению числа необходимых машин, снижению затрат энергии, увеличению выхода годного и т.д.).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ В ЗАГОТОВКИ | 1982 |
|
SU1023718A1 |
| Горизонтальная машина непрерывной разливки металлов в круглые заготовки | 1983 |
|
SU1168327A1 |
| СПОСОБ ГОРИЗОНТАЛЬНОГО ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1983 |
|
SU1802460A1 |
| Установка непрерывной разливки металлов горизонтального типа | 1979 |
|
SU1109246A1 |
| СПОСОБ ЗАКРЫТОЙ ПОДАЧИ МЕТАЛЛОВ В КРИСТАЛЛИЗАТОР И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1980 |
|
SU926846A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ В ЗАГОТОВКИ | 1982 |
|
SU1042238A1 |
| Способ горизонтальной непрерывной разливки металлов | 1983 |
|
SU1138233A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1985 |
|
SU1788653A1 |
| Машина для вертикального непрерывного литья заготовок | 1987 |
|
SU1650336A1 |
| Способ горизонтальной непрерывной разливки металлов и установка для его осуществления | 1979 |
|
SU1109243A1 |
1. МАШИНА ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА, содержащая горизонтальный кристаллизатор, металлоприемник с крышкой, размещенной ниже кристаллизатора и имеющий устройство для подачи в него жидкого металла и газа, металлопровод, соединяющий металлоприемник с кристаллизатором, причем металлопровод состоит из горизонтального участка, расположенного выше металлоприемника, и вертикального участка, а также герметизирующий кожух, отличающаяся тем, что, с целью обеспечения стабильной работы при производстве полых и сплошных многослойных заготовок, крышка металлоприемника выполнена с проемом, в котором расположен вертикальный участок металлопровода, металлоприемник разделен перегородкой на две камеры, а горизонтальный участок металлопровода соединен соосно с приводным валом, пропущенным через закрепленную на герметизирующем кожухе уплотняющую опору.
2. Машина по п.1, отличающаяся тем, что горизонтальная часть металлопровода размещена одним концом в огнеупорном блоке с сопряженными горизонтальными и вертикальными каналами, к которому подсоединен кристаллизатор.
| Шатагин О.А | |||
| и др | |||
| Горизонтальное непрерывное литье цветных металлов и сплавов | |||
| М.: Металлургия, 1974, с.42-44, рис.14-16 | |||
| Способ горизонтальной непрерывной разливки металлов и установка для его осуществления | 1979 |
|
SU1109243A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
