Изобретение относится к литейному производству и может быть использовано при литье под давлением отливок на машинах с холодной камерой прессования.
Известна пресс-форма для литья -под давлением, содержащая неподвижную полуформу с литниковой втулкой и подвижную полуформу с запорным клапаном, обеспечивающим предварительное сжатие порций металла в камере прессования 1.
Наиболее близкой к изобретению по технической сущности является прессформа для литья под давлением, содержащая подвижную полуформу с плитой стержней, центральным запорным клапаном в виде подпружиненного порщня, взаимодействующим через центральный толкатель с упором мащины и неподвижную полуформу с литниковой втулкой 2.
Недостаток известной пресс-формы состоит в том, что запорный клапан не обеспечивает достаточного противодавления давлению, передаваемому пресс-поршнем машины на залитую в пресс-камеру порцию металла без предварительного сжатия металла перед запрессовкой в пресс-форму.
Целью изобретения является повышение плотности отливок путем увеличения усилия поджима центрального запорного клапана.
Эта цель достигается тем, что в прессформе для литья под давлением, содержащей неподвижную полуформу с литниковой втулкой, и подвижную полуформу с запорным клапаном и выталкивающей системой, запорный клапан выполнен из двух концентрично расположенных частей, из которых внутренняя установлена неподвижно и служит рассекателем, а внешняя - с возможностью осевого перемещения и взаимодействия с выталкивающей системой и литниковой втулкой, при этом подвижная полуформа -снабжена шарнирно закрепленным двуплечим рычагом, одно плечо которого подпружинено, а другое имеет возможность взаимодействовать с внешней частью запорного клапана.
Кроме того, на внешней части запорного клапана выполнен винтовой паз, а в подвижной полуформе закреплен палец взаимодействующий с винтовым пазом.
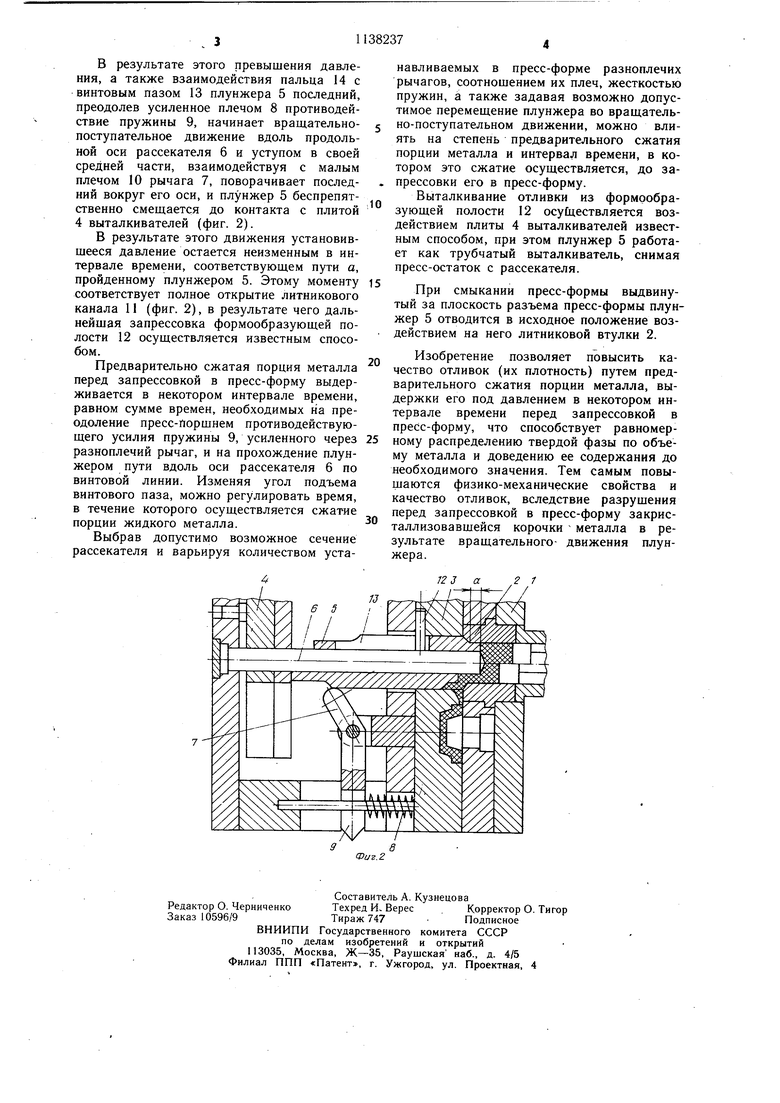
На фиг. 1 представлена часть предлагаемой пресс-формы, общий вид (положение с залитой в пресс-форму порцией металла) ; на фиг. 2 - то же, положения предварительного сжатия металла и запрессовки его в пресс-форму) совмещены.
Пресс-форма литья под давлением содержит неподвижную полуформу 1 с литниковой втулкой 2 и подвижную полуформу 3 с плитой 4 выталкивателей и централь ным запорным клапаном, выполненным из двух концентричных деталей: плунжера 5, установленного с возможностью перемещения вдоль его продольной оси, и рассекателя 6, установленного неподвижно. Двуплечий рычаг 7 щарнирно закреплен на подвижной полуформе и выполнен разноплечим. Большее плечо 8 его подпружинено пружиной 9, а меньщее плечо 10 взаимодействует с плунжером 5 в его средней части, причем плунжер своими торцами взаимодействует с плитой 4 выталкивателей и литниковой втулкой 2, перекрывая при этом литниковый канал 11 формообразующей полости 12. На плунжере 5 выполнен винтовой паз 13, а в подвижной полуформе закреплен палец 14, взаимодействующий с винтовым пазом 13 плунжера 5
Пресс-форма работает следующим образом.
В закрытом положении пресс-формы плунжер 5 своими торцами входит в литниковую втулку 2 и перекрывает литниковый канал 11. После заливки порции металла в пресс-камеру (фиг. 1) движением пресс-поршня 15 влево осуществляется предварительное сжатие залитой в пресскамеру порции металла (фиг. 2), при этом давление пресс-порщня Рпр на металл распределяется на плунжер и рассекатель как на сумму площадей Рпл + Fp, тогда удельное давление (Рул) выражается формулой
D - Рпр f--
PVA fn.j РудРр-Рпр.
отсюда РужРпя Рлр-РудРр, т.е. давление, воспринимаемое плунжером РудРщг, тем меньше, чем больше вычитаемое РадРр , что достижимо при выборе максимально возможной площади сечения рассекателя (Рр), и может быть уравновешено приложением внешних сил (например, пружин), т.е. .Рда РЯД .
Эти обстоятельства используются в изобретении для подбора пружин при создании необходимого противодавления Рпруж рычажно-пружинным механизмом запорного клапана, т.е.
Рпруж Руд FnflС /
выражает необходимые условия для достижения предварительного сжатия металла перед его запрессовкой в пресс-форму.
Достижению условий (1) способствует также то, что первая стадия прессования на современных литейных машинах осуществляется при медленном перемещении пресс-поршня . с постепенным нарастанием давления, которое в некотором интервале времени может быть меньше Рпруж, следовательно, плунжер 5 остается неподвижным в некотором интервале времени до тех пор, пока давление пресс-поршня на металл, передаваемое на плунжер, уравновешивает, а затем превышает противодавление подпружиненного пружиной 9 двуплечего рычага 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1988 |
|
SU1666270A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1036444A1 |
| Устройство для литья под давлением | 1985 |
|
SU1289595A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU910346A1 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1315121A1 |
| Многогнездная пресс-форма для литья под давлением | 1983 |
|
SU1068222A1 |
| Пресс-форма для литья с кристаллизацией под давлением | 1972 |
|
SU479560A1 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1171199A1 |
| ЛИТНИКОВОЕ УСТРОЙСТВО ДЛЯ ФОРМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1995 |
|
RU2110359C1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1503990A1 |
1. ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ, содержащая неподвижную полуформу с литниковой втулкой и подвижную полуформу с запорным клапаном и выталкивающей системой, отличающаяся тем, что, с целью повышения плотности отливок путем увеличения уси4 / Алл 6 ЛИЯ поджима запорного клапана, последний выполнен из двух концентрично расположенных частей, из которых внутренняя установлена неподвижно и служит рассекателем, а внещняя - с возможностью осевого перемещения и взаимодействия с выталкивающей системой и литниковой втулкой, нри этом подвижная полумуфта снабжена щарнирно закрепленным двуплечим рычагом, одно плечо которого подпружинено, а другое имеет возможность взаимодействовать с внещней частью запорного клапана. 2. Пресс-форма по п. I, отличающаяся тем, что на внещней части запорного клапана выполнен винтовой паз, а в подвижной полуформе закреплен палец, взаимодействующий с винтовым пазом. (Л . 2 75 00 00 1C оо ериг,7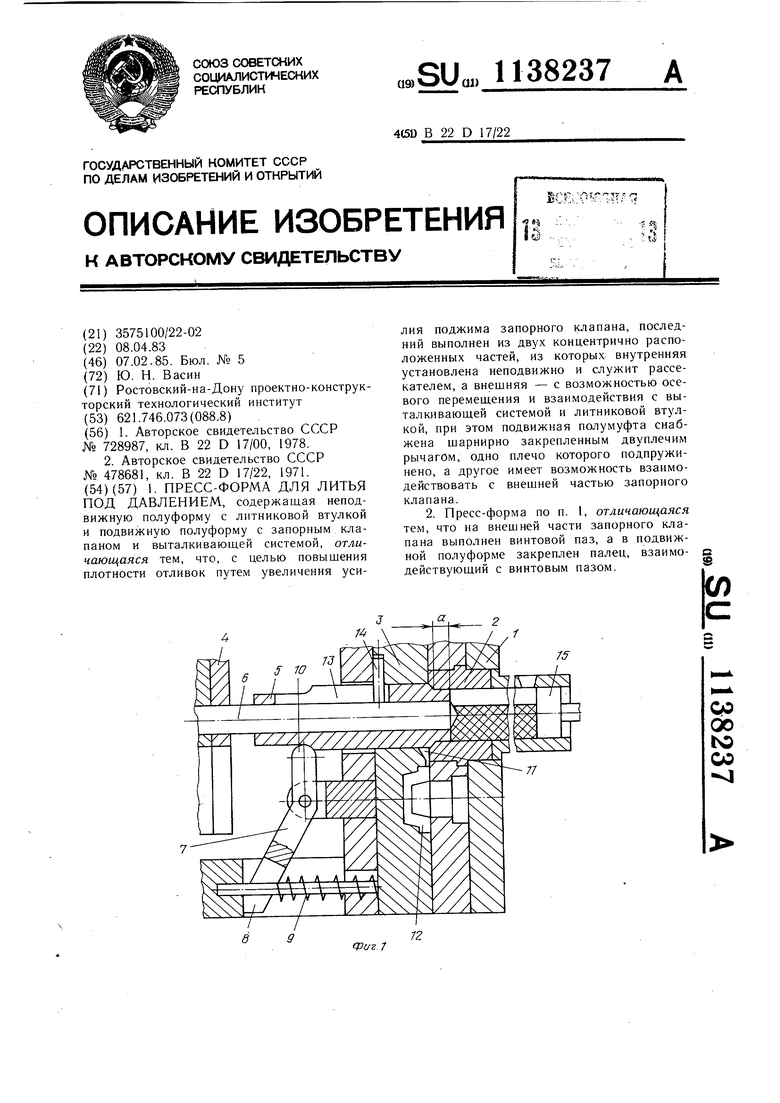
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ литья под давлением | 1978 |
|
SU728987A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прессформа для литья под давлением | 1971 |
|
SU478681A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
