Изобретение относится к литейному производству, в частности к -литью под давлением металлов и сплавов.
Для изготовления отливок сложной конфигурации, требующих большого числа подвижных стержней, используют одноместные пресс-формы tlJ.
Использование одноместных прессформ экономически нерентабельно осоdeHHO при массовом производстве мелких деталей (например, крестовин), так как большая часть полезной площади пресс-формы остается при этом неиспользованной.
Наиболее близкой к изобретению является пресс-форма для литья под давлением, содержащая подвижную полуформу с рабочими полостями, ползунами для боковых стержней и рассекателем и неподвижную полуформу с клиньями, взаимодействующими с ползунами. Пресс-форма прюдназначена для изготовления одновременно двух деталей типа крестовина, каждая из которых имеет по четыре подвижных стержня 2.
Недостаток известной пресс-формы состоит в ограниченном количестве оформляющих отливку гнезд из-за расположения стержней во взаимно пересекающихся направлениях.
Целью изобретения является увеличение производительности пресс-формы
Поставленная цель достигается тем, что в многогнездной пресс-форме для литья под давлением, содержащей подвижную полуформу с рабочими полостями, ползунами для боковых стержней и рассекателем и неподвижную полуформу с клиньями, взаимодействующими с ползунами,, ползуны расположены между рабочими полостями и рассекателем, при этом рассекатель выполнен с конической боковой поверхностью, взаимодействующей с ползунами, и установлен.с возможностью осевого перемещения.
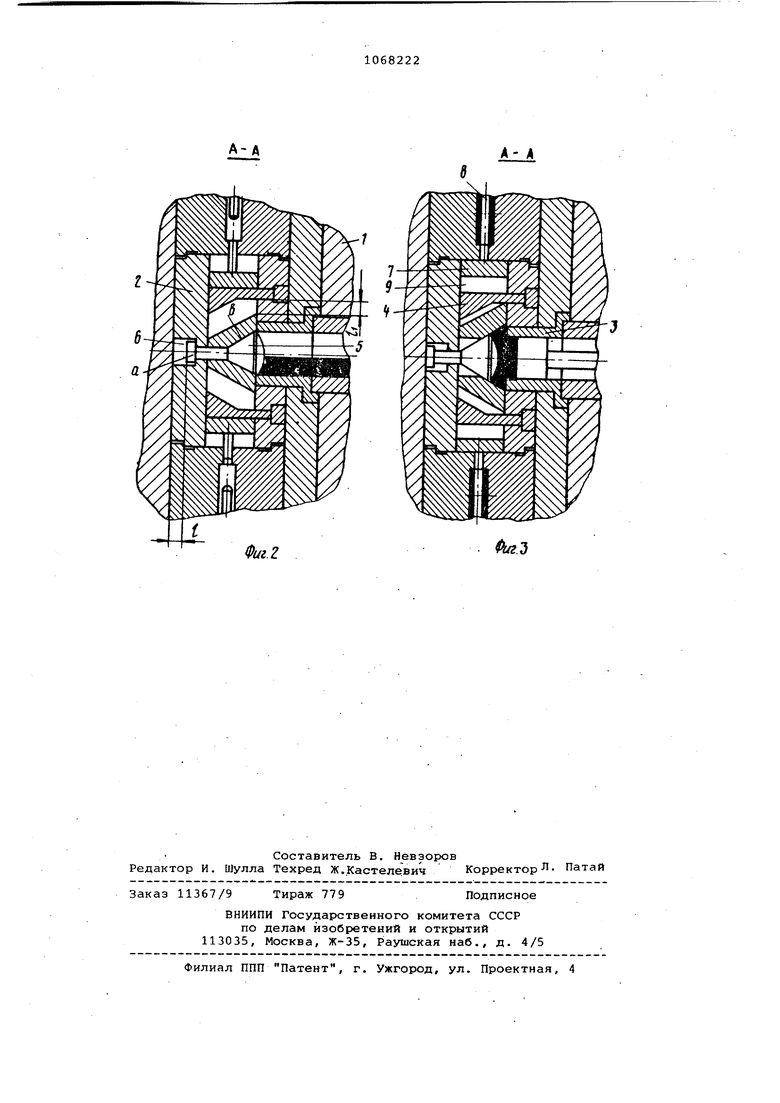
На фиг. 1 изображена многогнездная пресс-форма; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 же, в момент запрессовки.
Многогнездная пресс-форма для литья под давлением содержит неподвижную 1 и подвижную 2 полуформы. В неподвижной полуформе 1 установлены 7итниковая стулка 3 и клинья 4.
Подвижная полуформа 2 включает плавающий рассекатель 5, состоящий
из головки и хвостовика с буртом «. Плавающий рассекатель 5 имеет возможность осевого перемещения на расстояние 8 , для чего в подвижной полуформе 2 выполнен паз б.
Головка рассекателя 5 имеет конусную боковую поверхность 8, взаимодействующую с ползунами 7, в которых закреплены оформляющие стержни 8. В ползунах 7 выполнены окна 9 для захода клиньев 4. При этом ползуны 7 имеют возможность хода на расстояние 0, равное расстоянию осевого перемещения плавающего рассекателя 5
Многогнездная пресс-форма работает следующим образом.
Перед запрессовкой при закрытой пресс-форме плавающий рассекатель 5 торцовой частью своей головки входит в литниковую втулку 3, предотвращая самозалив металла в литниковые каналы.
При запрессовке металла под действием приложенного давления плавающий рассекатель 5 перемещается на расстояние до упора буртом а в стенку паза 6. Во время перемещения рассекателя 5 его головка своей боковой конусной поверхностью В раздвигает ползуны 7 в стороны по направлению расположения оформляющих гнезд. При этом ползуны 7, перемещаясь до упора в клинья 4, проходят расстояние f и тем самым устанавлилают оформляющие стержни 8 в рабочее положение.
Удаление оформляющих стержней 8 из отливок осуществляется при раскрытии пресс-формы за счет взаимодействия ползунов 7 с клиньями 4. При этом ползуны 7, перемещаясь по боковой конусной поверхности В головки рассекателя 5, возвращают последний в исходное положение.
После удаления отливок и закрытия пресс-формы цикл повторяется.
Возможность увеличения числа оформляющих гнезд в пресс-форме для изготовления отливок с большим количеством подвижных стержней позволяет наиболее эффективно использовать |рабочую площадь пресс-формы и мощность литейной машины, а также добиться максимального съема готовых :отливок За Один рабочий цикл, т.е. повысить производительность прессформы .
Фиг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Многогнездная пресс-форма для литья под давлением | 1986 |
|
SU1391801A1 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1159718A2 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2068316C1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| Пресс-форма для литья под давлением | 1988 |
|
SU1618498A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1121092A1 |
| Прессформа для литья под давлением отливок с боковыми отверстиями | 1976 |
|
SU608605A1 |
| Пресс-форма для литья под давлением отливок с поднутрениями | 1988 |
|
SU1668023A1 |
| Многогнездная прессформа для литья под давлением | 1981 |
|
SU944778A1 |
| Многоместная пресс-форма для литья под давлением | 1973 |
|
SU466946A1 |
МНОГОГНЕЗДНАЯ ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ, содержащая подвижную полуформу с рабочими полостями , ползунами для боковых стержней и рассекателем и неподвижную полуформу с клиньями, взаимодействующими с ползунами, отличающуюся тем, что, с целью увеличения производительности, ползуны расположены между рабочими полостями и рассекателем, при этом рассекатель выполнен с конической боковой поверхностью, взаимодействующей с ползунами, и установлен с возможностью осевого перемещения. (О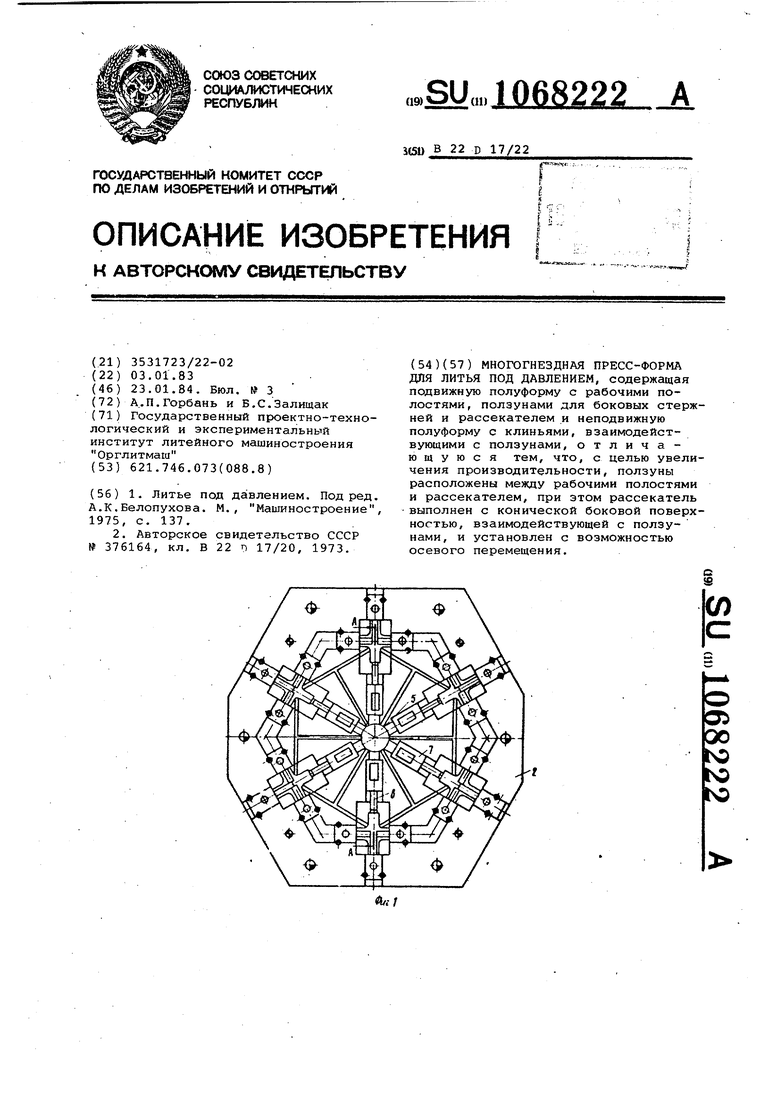
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литье под давлением | |||
| Под ред | |||
| А.К.Белопухова | |||
| М., Машиностроение, 1975, с | |||
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ФОРМА ДЛЯ ЛИТЬЯ под ДАВЛЕНИЕМ | 0 |
|
SU376164A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
