(54) СПОСОБ СКОРОСТНОГО НАРЕЗАНИЯ РЕЗЬБЫ НА СТАНКАХ С ЧПУ
согласования на начальном и конечном участках резьбы.
Поставленная цель достигается тем, что в способе нарезания резьбы на станках с ЧПУ, основанном на линейном перемещении резца, синхронизированном с вращательным движением заготовки, в начале каждого прохода плавно увеличивают частоту вращения заготовки, а в конце каждого прохода плавно уменьшают до величины, при которой рассогласование вращения заготовки и линейного перемещения резца эквивалентно допустимой .ошибки нарезания.
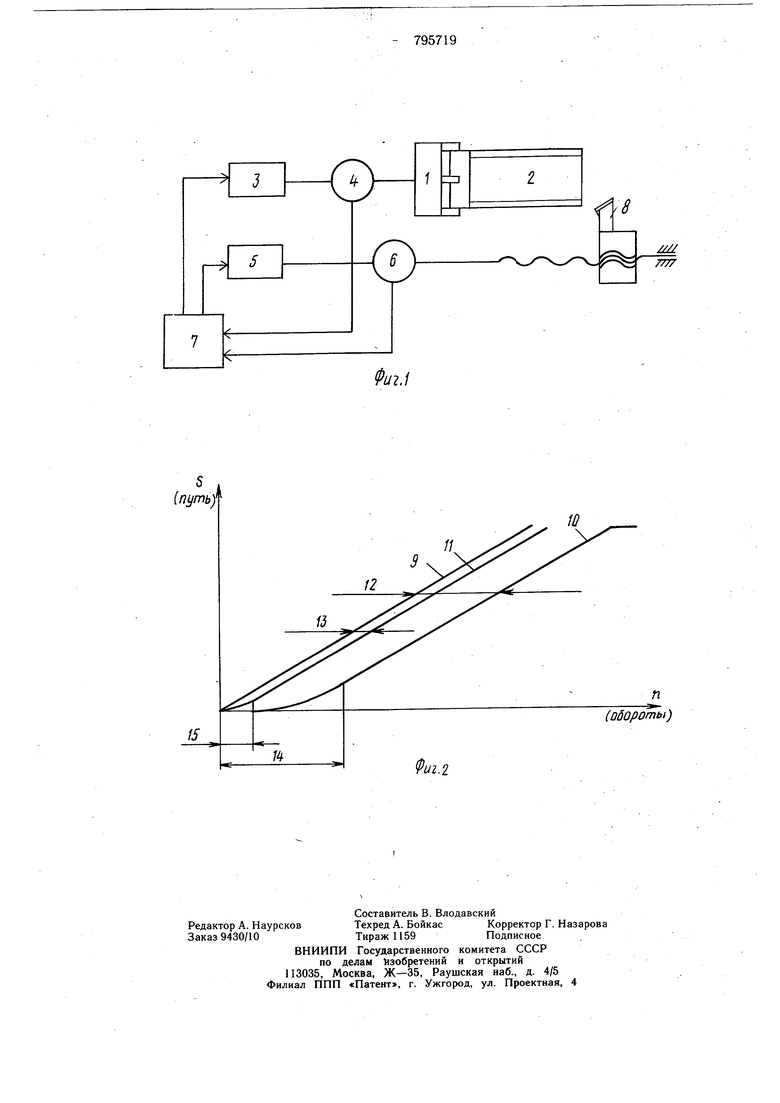
На фиг. 1 изображено устройство, реализующее способ; на фиг. 2 - график зависимости движений.
Устройство содержит шпиндель 1, в котором закреплена заготовка 2, привод 3 шпинделя 1 с датчиком 4 оборотов, привод 5 с датчиком 6 перемещений, блок 7 управления и резец (инструмент} 8. Выходы датчиков 4 и 6 подключены к входам блока 7, выходы которого соединены со входами приводов 3 и 5.
Устройство работает следующим образом.
В исходном состоянии приводы 3 и 5 не работают, инструмент 8 находится вне тела заготовки 2 на заданном диаметре.
По команде перехода на режим резьбонарезания с блока 7 на привод 3 подается плавно увеличивающееся напряжение, и привод 3 плавно разгоняется. Информацию о скорости вращения заготовки 2 датчик 4 передает в блок 7. Блок 7 подает управляющее напряжение, пропорциональное скорости вращения заготовки 2, на привод 5, скорость подачи которого контролируется датчиком 6. Частота вращения заготовки 2 увеличивается до заданной величины и стабилизируется. В конце прохода подаваемое с блока 7 на привод 3 напряжение плавно уменьшается, привод 3 плавно тормозится и нарезание продолжается вплоть до полного останова.
При каждом следующем проходе нарезания резьбы цикл работы устройства повторяется.
Таким образом, исключается необходимость мгновенно изменять скорость подачи в начале и конце нарезания, имеющая месТО в известном способе при постоянной скорости вращения заготовки, а следовательно, в данном способе уменьшается влияние приемистости привода подач и инерционности на величину рассогласования. Рассогласованне становится меньше.
Прямая 9 графика (фиг. 2) отражает желаемое перемещение резца при резьбонарезании, кривая 10 - реальное перемещение резца в прототипе, кривая 11 - перемещение резца в предлагаемом способе. Расстояния 12 и 13 на графике отражают рассогла сование движений, а расстояния 14 и 15 - участки нестабильности рассогласования в начале резьбонарезания в известном и предлагаемом способе соответственно.
За счет того, что в начальный мс. каждого прохода при резьбонарезании частоту вращения заготовки и скорость подачи плавно увеличивают, а в конце каждого прохода уменьшают, уменьшается величина рассогласования перемещения резца от вращения заготовки. В результате на этих участках увеличивается точность нарезания резьбы, появляется возможность нарезания резьбы в упор и на разных скоростях при черновой и чистовой обработке с большей точностью.
Формула изобретения
Способ скоростного нарезания резьбы 0 на станках с ЧПУ, основанньш на линейном перемещении резца., синхронизированном с вращательным движением заготовки, отличающийся тем, что с целью повыщения точности, в начале каждого прохода увеличивают частоту вращения заготовки от велиJ чины, при которой рассогласование вращения заготовки и линейного перемещения резца эквивалентно допустимой ошибке нарезания, и в конце каждого прохода частоту вращения заготовки уменьшают до величиij ны рассогласования перемещений заготовки и резца, эквивалентного допустимой ошибке нарезания.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство QCCP № 524629, кл. В 23 G 1/00, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания резьбы на станках с ЧПУ | 1983 |
|
SU1138269A1 |
| Устройство для программного управления станком | 1981 |
|
SU1035567A1 |
| Устройство для программного управления станком | 1982 |
|
SU1084743A1 |
| Способ многопроходного нарезания резьбы асимметричного профиля | 1983 |
|
SU1135576A1 |
| Способ изготовления тела вращения с наружной резьбой на токарном станке с ЧПУ | 2022 |
|
RU2803940C1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| СПОСОБ ФОРМИРОВАНИЯ РЕЗЬБ НА ДЕТАЛЯХ ГЛУБИННЫХ НАСОСОВ ДОБЫВАЮЩИХ СКВАЖИН | 1994 |
|
RU2071882C1 |
| Способ нарезания резьбы на токарном станке с ЧПУ | 1981 |
|
SU1000191A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
4
inymbJl
(обороты)
