В известных конструкциях станков, состоящих из вертикальной кольцевой трамбовки, приводимой в действие кривошипно-шатунным механизмом, набивка стержня производится возвратно-поступательным движением трамбовки в стержневом ящике. Эти станки обладают тем недостатком, что в них затруднено получение вертикальных газовых каналов.
В предлагаемом станке, с целью получения продольных газовых каналов вдоль всего стержня при его набивке, трамбовка снабжена с рабочей стороны пальцами, расположенными вдоль оси трамбовки.
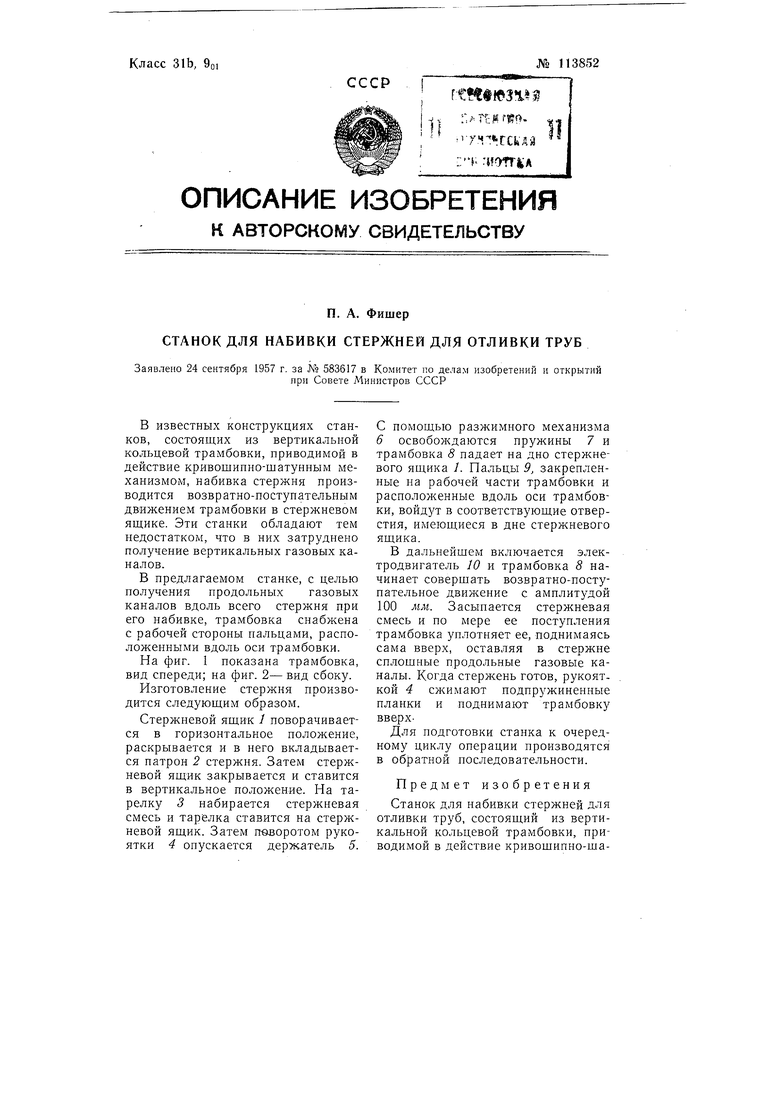
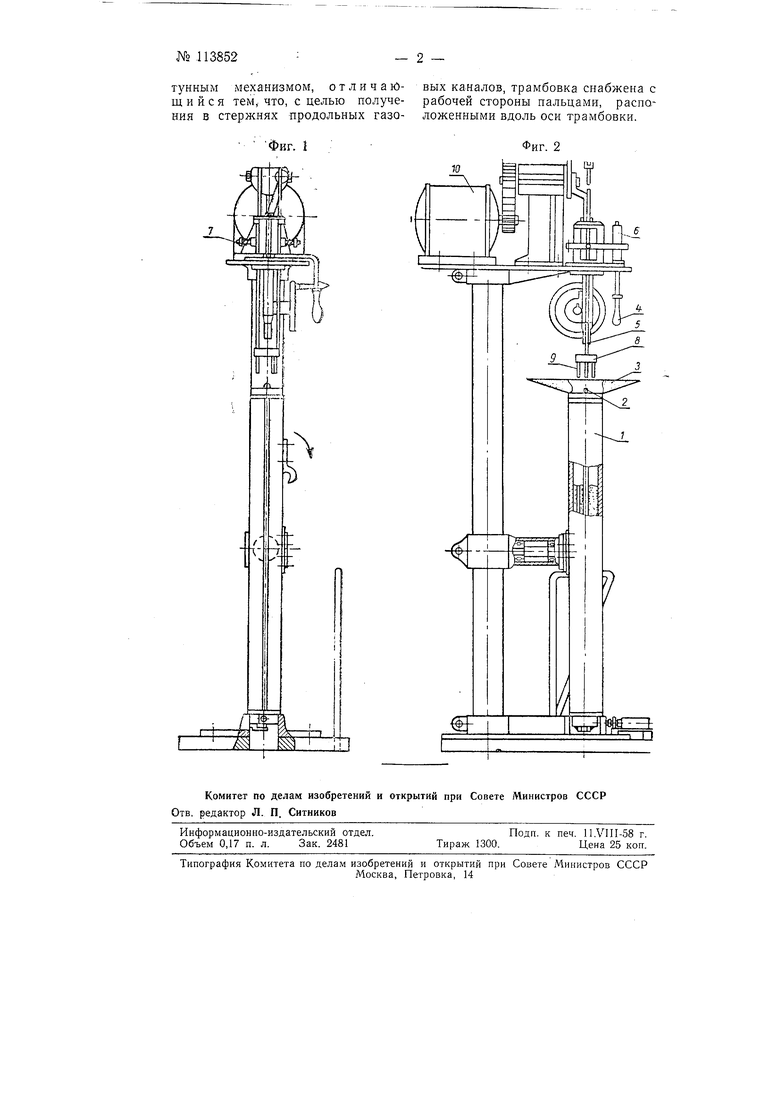
На фиг. 1 показана трамбовка, вид спереди; на фиг. 2- вид сбоку.
Изготовление стержня производится следующим образом.
Стержневой ящик / поворачивается в горизонтальное положение, раскрывается и в него вкладывается патрон 2 стержня. Затем стержневой ящик закрывается и ставится в вертикальное положение. На тарелку 5 набирается стержневая смесь и тарелка ставится на стержневой ящик. Затем поворотом рукоятки 4 опускается держ атель 5.
С помощью разжимного механизма 6 освобождаются пружины 7 и трамбовка 8 падает на дно стержневого ящика 1. Пальцы 9, закрепленные на рабочей части трамбовки и расположенные вдоль оси трамбовки, войдзт в соответствующие отверстия, имеющиеся в дне стержневого ящика.
В дальнейшем включается электродвигатель 10 и трамбовка 8 начинает совершать возвратно-поступательное движение с амплитудой 100 льи. Засыпается стержневая смесь и по мере ее поступления трамбовка уплотняет ее, поднимаясь сама вверх, оставляя в стержне сплошные продольные газовые каналы. Когда стержень готов, рукояткой 4 сжимают подпружиненные планки и поднимают трамбовку вверхДля подготовки станка к очередному циклу операции производятся в обратной последовательности.
Предмет изобретения
Станок для набивки стержней для отливки труб, состоящий из вертикальной кольцевой трамбовки, приводимой в действие кривошипно-ща