Известны устройства для набивки армированных стержней в ящике с использованием трамбовок. Однако набивка стержней производилась при ручной за-рузке смеси в ящик и ручном армировании стержня кольцами.
В целях автоматизации процесса набивки стержней и улучщения качества их предлагается устройство для набивки армированных стержней в ящике с использованием трамбовок, в котором ящик установлен на вращающемся столе, а для подачи арматурных колец по мере набивки стержня, применен пневматический цилиндр, щток которого обеспечивает выбрасывание кольца из резервуара в ящик.
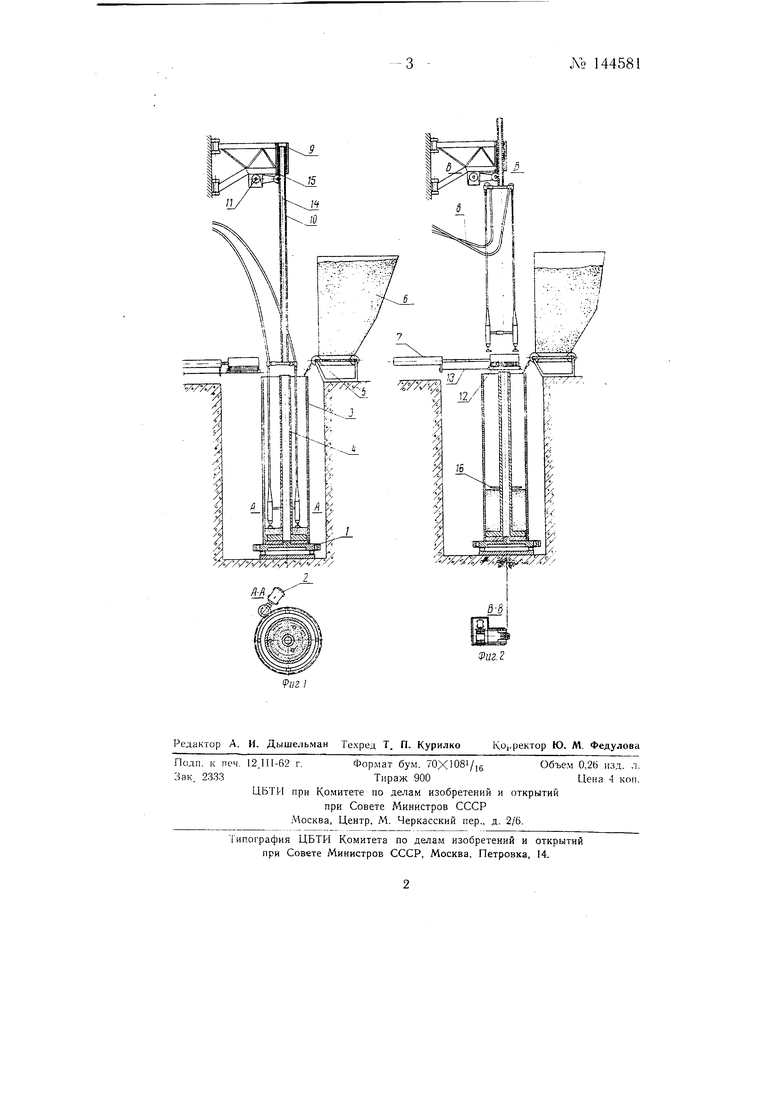
На фиг. I показано устройство в момент уплотнения стержня; на фиг. 2 - то же, в момент вбрасывания арматурного кольца.
Устройство состоит из вращающегося стола / с приводом от электродвигателя 2, стержневого ящика 3, изготовленного из легкого сплава с патроном 4, ленточного питателя 5 с бункером 6, пневмоцилиндра 7 для вбрасывания арматурных колец, трех пневматических трамбовок 8, составляющих одну систему, консоли 9 поворотного типа.
Одновременно с включением электродвигателя 2, вращающего стол /, включаются электродвигатели питателя 5 и подъема трамбовок 8. Стержневая смесь из бункера 6 питателем подается в стержневой ящик 3, увлекается вращением стола под трамбовки 8 и равномерно уплотняется. Трамбуя все новые слои смеси, трамбовки, направляемые стержнем 10, поднимаются вверх. После окончания трамбовки включается механизм // подъема трамбовок. По достижении трамбовками крайнего верхнего положения включается пневмоцилиндр 7 вбрасывания арматурных колец.
На конце щтока цилиндра находится цилиндрический резервуар 12 без дна, в который забрасываются арматурные кольца. В нижней части резервуара находятся четыре полукруглых защелки, связанных со
№ 144581- 2 - стержнем 13, по которому перемещается вместе со штоком резервуар 12. При крайнем левом положении штока кольца покоятся на нижних концах защелок. При движении штока вперед стержень 13 задерживается выступом на резервуаре 12, пропуская одно кольцо 46, которое падает в стержневой ящик. При движении штока назад защелки сводятся пружиной (на чертеже не показано). Спустя некоторое время, шток цилиндра возвращается в исходное положение, завершая цикл.
Трамбовки приводятся в движение сжатым воздухом, который подключается в момент соприкосновения трамбовок со смесью.
Подъем трамбовок осуществляется электродвигателем при помощи двух канатов 14, перекинутых через блоки 15.
Институт литейного производства АН УССР в своем заключении отмечает промышленную полезность предлагаемого устройства, автоматизирующего процесс набивки стержней. В заключении отмечается, что устройство позволяет повысить производительность труда на набивке стержней в 5-6 раз по сравнению с существующей.
Предмет из обретения
Устройство для набивки армированных стержней в ящике с использованием трамбовок, отличающееся тем, что, с целью автоматизации процесса набивки стержней и улучшения качества их, ящик установлен на вращающемся столе, а для подачи армирующих колец по мере набивки стержня применен пневматический цилиндр, шток которого обеспечивает вбрасывание кольца из резервуара в япщк.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм и стержней и устройство для его осуществления | 1988 |
|
SU1579629A1 |
| Формовочная машина для изготовления стержней | 1990 |
|
SU1763079A1 |
| Установка для изготовления оболочковых стержней | 1975 |
|
SU655465A1 |
| Пескодувная машина | 1974 |
|
SU728979A1 |
| Установка для выбивки стержней из отливок | 1983 |
|
SU1126368A1 |
| Автомат для изготовления крупногабаритных литейных стержней | 1983 |
|
SU1196110A1 |
| Пескодувная машина для изготовления стержней | 1984 |
|
SU1163970A1 |
| Автооператор к сферошлифовальному станку | 1955 |
|
SU112457A1 |
| Станок для сборки армированных манжет | 1974 |
|
SU503733A1 |
| Автоматическая пескодувная машина для изготовления литейных стержней | 1956 |
|
SU109769A1 |