В известных конструкциях устройств для создания вакуума в прессформах форму и камеру прессования помещают в вакуум-камеру. Эти устройства громоздки и недостаточно надежны в работе.
В предлагаемом устройстве, с целью одновременного создания, вакуума в камере прессования и в форме, применена втулка, концентрически расположенная на камере прессования, вращающаяся вокруг оси и снабженная на боковой поверхности заливочным окном и патрубком для подключения к вакуум-проводу.
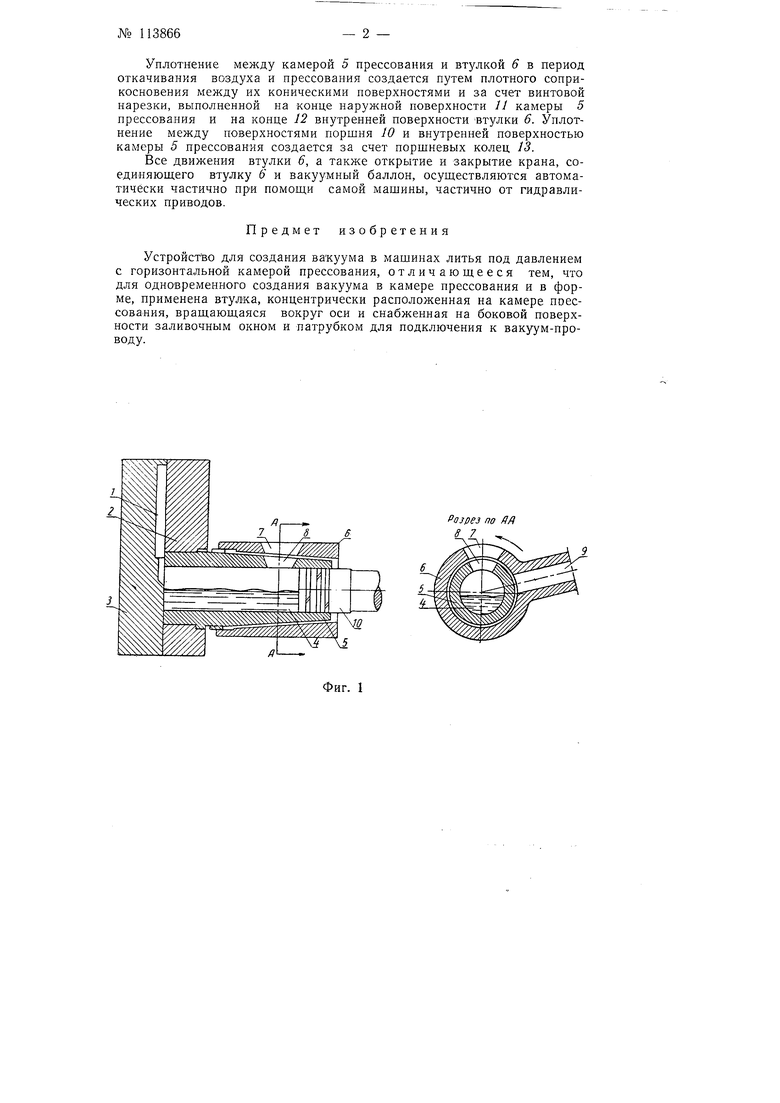
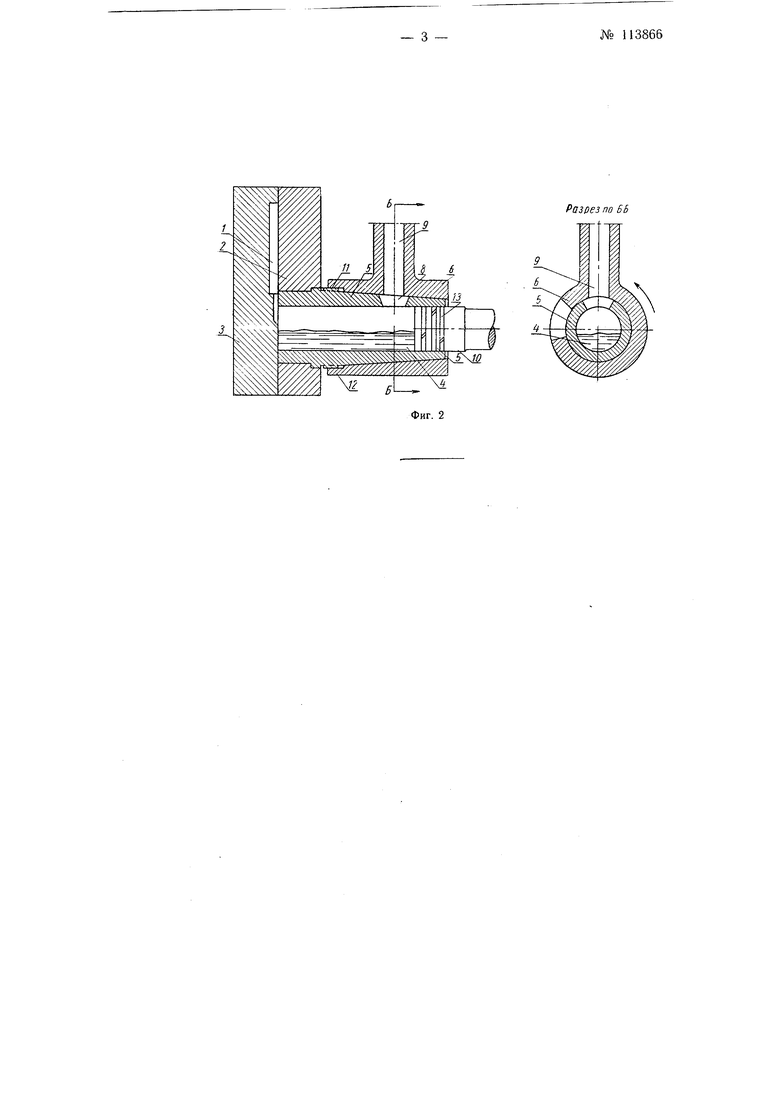
На фиг. 1 показана камера прессования в момент заливки в нее металла; на фиг. 2-в момент создания вакуума.
Вакуум создается в полости / прессформы, образующейся между неподвижной 2 и подвижной 3 половинами ее. В момент заливки расплавленного металла 4 в горизонтальную камеру 5 прессования вращающаяся втулка 6 находится в таком положении, при котором заливочное окно 7 во втулке совпадает с заливочным отверстием 8 в камере 5. Сразу после заливки расплавленного металла 4 в камеру 5 прессования втулка 5 спо лощью гидравлического привода поворачивается в направлении, указанном стрелкой, пока отверстие 9 в патрубке, предназначенное для откачки воздуха, не совпадает с заливочным отверстием 8 в камере 5. В этот момент открывается вентиль, соединяющий через вакуум-провод камеру прессования с баллоном, в котором создано соответствующее разрежение, и воздух удаляется из полости формы и камеры прессования. Вслед за этим порщень 10 впрессовывает металл 4 в полость 1 формы и возвращается в исходное положение.
При обратном движении порщня 10 втулка 6 поворачивается в направлении, указанном стрелкой, и становится в исходное положение. Прессформа открывается, удаляется отливка и процесс заливки повторяется вновь.
Уплотнение между камерой 5 прессования и втулкой 6 в период откачивания воздуха и прессования создается путем плотного соприкосновения между их коническими поверхностями и за счет винтовой нарезки, выполненной на конце наружной поверхности // камеры 5 прессования и на конце 12 внутренней поверхности втулки 6. Уплотнение между поверхностями поршня 10 и внутренней поверхностью камеры 5 прессования создается за счет поршневых колец 13.
Все движения втулки 6, а также открытие и закрытие крана, соединяющего втулку 6 и вакуумный баллон, осуществляются автоматически частично при помощи самой машины, частично от гидравлических приводов.
Предмет изобретения
Устройстйо для создания вакуума в машинах литья под давлением с горизонтальной камерой прессования, отличающееся тем, что для одновременного создания вакуума в камере прессования и в форме, применена втулка, концентрически расположенная на камере поессования, вращающаяся вокруг оси и снабженная на боковой поверхности заливочным окном и патрубком для подключения к вакуум-проводу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для создания вакуума в машинах для литья под давлением | 1958 |
|
SU114593A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ЛИТЬЕМ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2193945C2 |
| Устройство для заливки металлом керамических форм,получаемых по выплавляемым моделям | 1974 |
|
SU745354A3 |
| Устройство для вакуумирования и заливки взрывчатым веществом герметичных корпусов боеприпасов | 1966 |
|
SU1841131A1 |
| Камера прессования машины литья под давлением | 1975 |
|
SU605680A1 |
| Вакуумная система машины литья под давлением с горизонтальной камерой прессования | 1974 |
|
SU499044A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРИСТАЛЛИЗАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2516210C2 |
| Способ литья под давлением и устройство для его осуществления | 1982 |
|
SU1303259A1 |
| ПРЕСС-КАМЕРА ДЛЯ ПРЕСС-ФОРМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2006 |
|
RU2327545C1 |
| УСТАНОВКА ДЛЯ ЗАПОЛНЕНИЯ ПРЕСС-ФОРМ ЭПОКСИДНЫМКОМПАУНДОМ | 1972 |
|
SU355024A1 |
Pajpej по Яй 8 7
