3 11
А 6
Фиг. 7
ОЭ
00
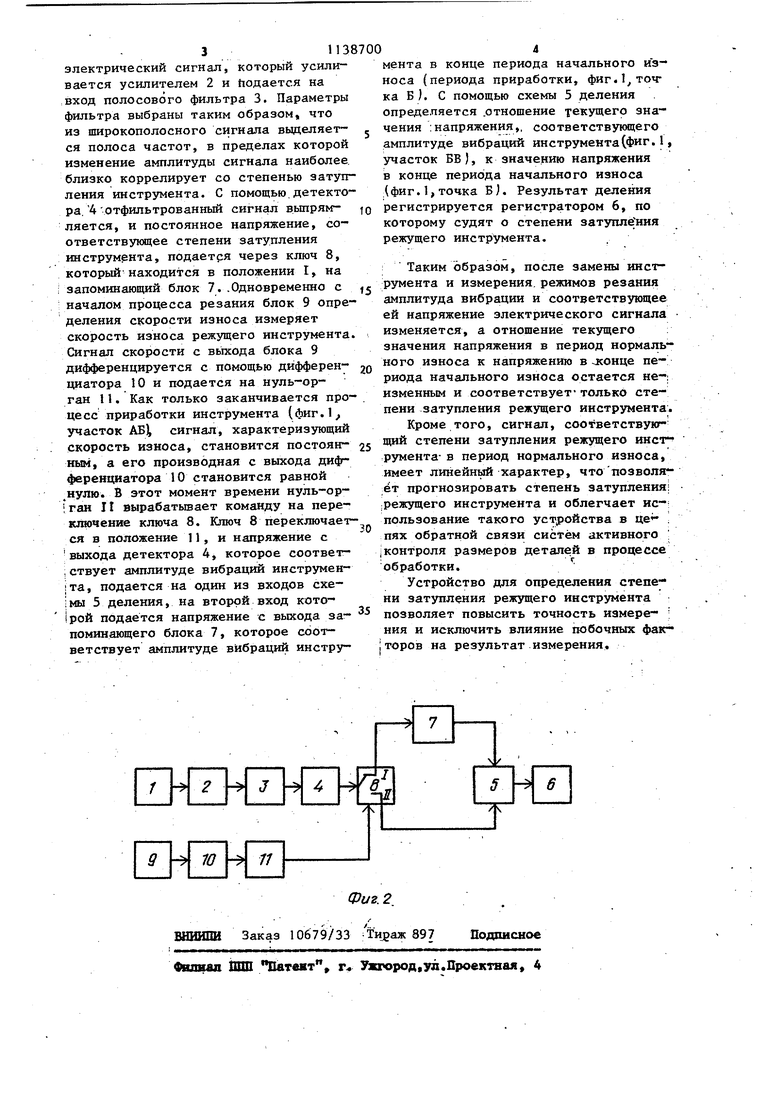
tflt/H. Изобретение относится к контроль но-измерительной технике и может быть использовано для определения степени затупления режущего инструмента. . Известно устройство для контроля степени затупления режущего инструмента, соде|)жащее последовательно соединенные датчик вибрации, усилитель, фильтр и детектор, последовательно соединенные датчиком числа оборотов, усилителем-ограничителем, счетчиком и вычислителем, выход которого подключен к входу регистратора , и параллельно соединенными клкгчом К1:интегратором, вход которого соединен с выходом детектора, выход с вторым входом вычислителя, а управ ляющий вход ключа - с выходом счетчика Cl 3« Однако данное устройство не поэво лчет исключить влияние режимов резания на определение степени затупления режущего инструмента. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является устройство для определения степени затупления режущего инструмента, содержащее последовательно соединенные датчик .вибраций, усилитель, фильтр и детек тор , схему деления и подключенный к его выходу регистратор 2. Однако в иззаестном устройстве отношение напряжений, характеризукгщее степень затупления режущего инструмента, зависит от побочных факторов, которые влияют на результат измерения. При изменении режимов резания: подачи, скорости резания, глубины резания, обрабатываемости материала изм:еняется л сигнал характеризуюций степень затупления режущего инструмента, так как высокочастотная и низкочастотная состав ляющие изменяются неодинаково при изменении этих факторов. Кроме того сигнал, соответствующий степени затупления режущего инструмента, имее нелинейный характер, следовательно затруднено прогнозирование той или иной степени затупления режущего инструмента в процессе измерения, . т.е. это устройство имеет ограничен ную точность. Целью изобретения является повышение точности определения степени затупления режущего инструмента- и исключение влияния побочных факторот на определение степени затупления режущего инструмента. Поставленная цель достигается тем, что устройство для определения степени затупления режущего инструмента, содержащее последовательно соединенные датчик вибраций, усилитель, фильтр и детектор, схему деления и подключенный к его вькоду регистратор, снабжено запоминающим блоком, двухпозиционным управляемым ключом, соединенным первым входом с выходом детектора, и после/ овательно соединенными блоком определения скорости износа, дифференциатором и нуль-органом, подключенным к второму входу двухпозиционного управляемого ключа, первый выход которого через запом гнающий блок соединен с первым входом схемы деления, а второй - с вторым входом схемы деления. На фиг.1 изображен график износа задней.поверхности резца от времени; .на фиг.2 - блок-схема устройства для определения степени затупления режущего инструмента. Устройство для определения степени затупления режущего инструмента содержит последовательно соединенные датчик I вибраций, усилитель 2, фильтр 3, детектор 4, схему 5 деления и подключенный к его выходу регистратор 6. Устройство снабжено запоминающим блоком 7 и двухпозиционным управляемым ключом 8, соединенным первым входом с выходом детектора 4. Устройство снабжено последовательно соединенными блоком 9 определения скорое-; ти износа, дифференциатором 10, нульорганом 11. Нуль-орган II подключен к второму входу двухпозиционного управляемого ключа 8, первый выход двухпозиционного управляемого ключа 8 через запоминакяций блок 7 соединен с первым входом схемы 5 деления, а второй выход двухпозиционного управляемого ключа 8 соединен со. вторым входом схемы 5 деления. Устройство работает следующим об- разом. После замены инструмента, установки определенных режимов резания и начала процесса резания датчик 1 вибрации , установленный на державке инструмента, преобразует механические колебания инструмента в широкополосный/ 3113 электрический сигнал, который усиливается усилителем 2 и йодается на .вход полосового фильтра 3. Параметры фильтра выбраны таким образом, что из широкополосного сигнала выделяется полоса частот, в пределах которой изменение амплитуды сигнала наиболее близко коррелирует со степенью затуп ления инструмента. С помощью.детекто ра. 4 отфильтрованный сигнал ВЫПрЯМляется, и постоянное напряжение, соответствующее степени затупления инструмента, подается через ключ 8, который находится в положении I, на ; запоминающий блок 7. .Одновременно с началом процесса резания блок 9 опре деления скорости износа измеряет скорость износа режущего инструмента Сигнал скорости с вьпсода блока 9 дифференцируется с помощью дифференциатора 10 и подается на нуль-орган 11. Как только заканчивается про цесс приработки инструмента (фиг.1 участок АБ сигнал, характериз5пощий скорость износа, становится постоянным, а его производная с выхода дифференциатора 10 становится равной нулю. В этот момент времени нуль-орi гаи JI вырабатывает команду на пере1ишчение ключа 8. Ключ 8 переключает ся в положение 11, и напряжение с выхода детектора 4, которое соответствует амплитуде вибраций инструмента, подается на один из входов схемы 5 деления, на второй вход которой подается напряжение с выхода запоминающего блока 7, которое соответствует амплитуде вибраций инструмента в конце периода начального износа (периода приработки, фиг. 1, точка Б ). С помощью схемы 5 деления определяется .отношение текущего значения :напряжения,, соответствующего амплитуде вибраций инструмента(фиг.1, участок БВ), к значению напряжения в конце периода начального износа (фиг.1, точка Б). Результат деления регистрируется регистратором 6, по которому судят о степени затупления режущего инструмента. Таким образом, после замены инструмента и измерения, режимов резания амплитуда вибрации и соответствующее ей напряжение электрического сигнала изменяется, а отношение текущего ; значения напряжения в период нормального износа к напряжению в-конце периода начального износа остается не-; изменным и соответствует-только степени затупления режущего инструмента. Кроме того, сигнал, соответствуют щий степени затупления режущего инст румента- в период нормального износа, имеет линейный характер, чтопозволя ёт прогнозировать степень затупления: режущего инструмента и облегчает использование такого устройства в цепях обратной связи систем активного контроля размеров детажгй в процессе обработки. Устройство для определения степе ни затупления режущего инструмента позволяет повысить точность измерения и исключить влияние побочных фак торов на результат измерения.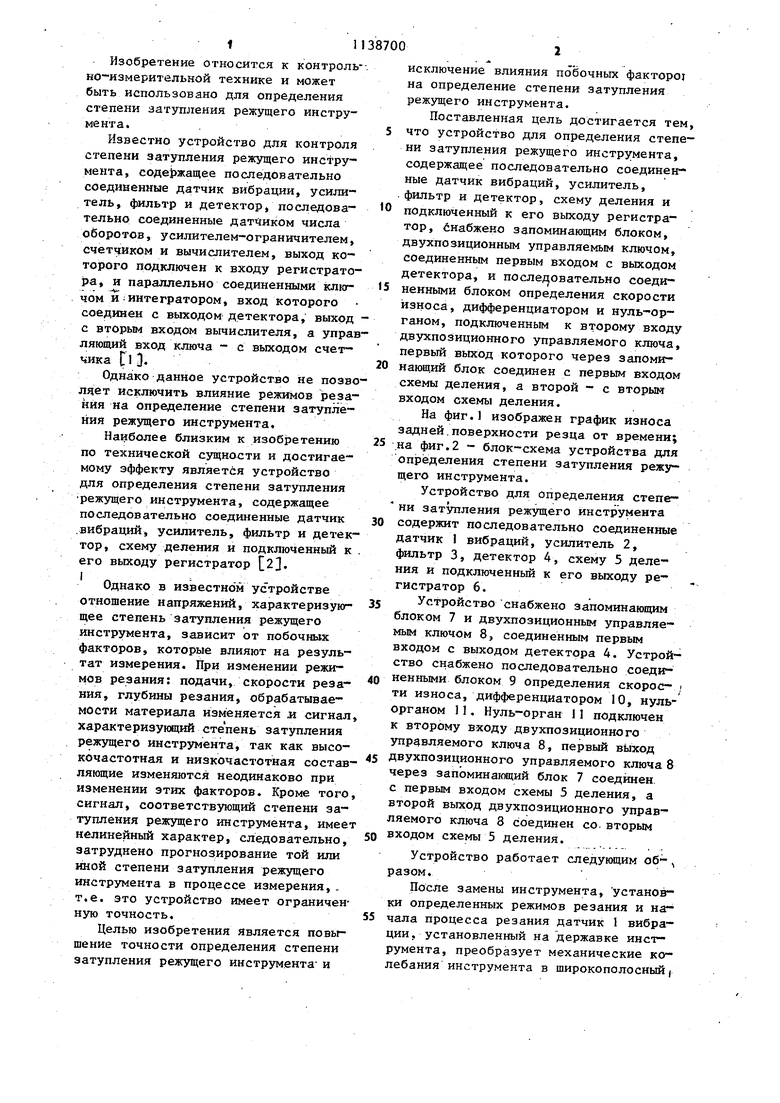
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля степени затупления режущего инструмента | 1985 |
|
SU1280492A2 |
| Устройство для контроля степени затупления режущего инструмента | 1980 |
|
SU949409A1 |
| Устройство для определения степени затупления режущего инструмента | 1987 |
|
SU1481633A1 |
| Устройство контроля степени затупления режущего инструмента | 1980 |
|
SU963805A2 |
| Устройство контроля степени затупления режущего инструмента | 1980 |
|
SU1002899A2 |
| Устройство для контроля износа инструмента на металлорежущих станках | 1983 |
|
SU1112262A1 |
| Устройство для контроля состояния режущего инструмента | 1987 |
|
SU1426699A2 |
| Способ контроля степени затупления режущего инструмента и устройство для его осуществления | 1977 |
|
SU771509A1 |
| Устройство контроля степени затупления режущего инструмента | 1982 |
|
SU1040383A1 |
| Устройство контроля затупления режущего инструмента | 1984 |
|
SU1244567A1 |
УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СТЕПЕНИ ЗАТУПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА, содержащее последовательно соединенные датчик вибраций, усилитель, фильтр и детектор, схему деления и подключенный к ее выходу регистратор, отличающееся тем, что, с целью повышения точности, оно снабжено запоминающим блоком, двухпозиционным управляемым ключом, соединенным первым входом с выходом детектора, и последовательно соединенными блоком определения скорости ;износа, дифференциатором и нуль-органом, подключенным к второму входу, двухпозиционного управляемого ключа, первый выход которого через запоминаниций блок соединен с первым входот схемы деления, а второй - с вторым входом схемы деления.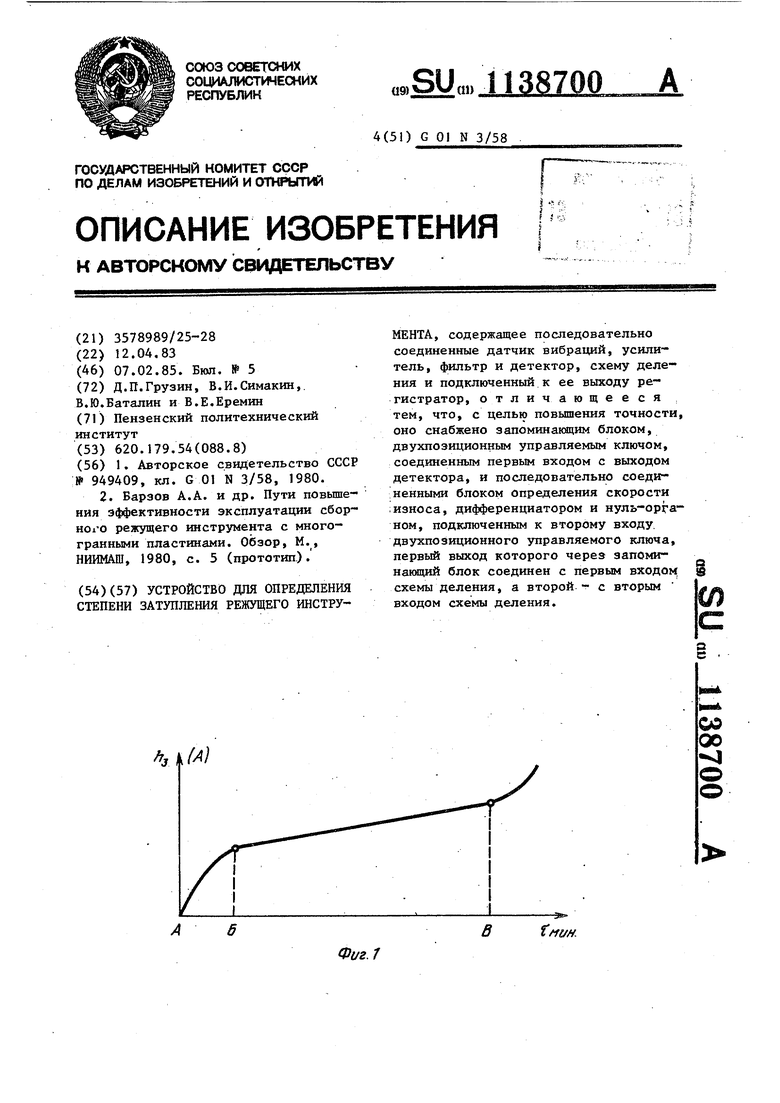
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для контроля степени затупления режущего инструмента | 1980 |
|
SU949409A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Барзов А.А | |||
| и др | |||
| Пути повьшения эффективности эксплуатации сборного режущего инструмента с многогранными пластинами | |||
| Обзор, М., НИИМАШ, 1980, с | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
