Получение тонкостенных отливок с большими линейными размерами особенно из металлов, не обладающих высокой жидкотекучестью, затрудняется вследствие несовершенного заполнения формы, неточного воспроизведения ее очертаний и неудовлетворительного питания отливки. Применение принудительного заполнения формы нагнетанием в нее жидкого металла под давлением при больших линейных размерах формы не достигает цели, так как это давление не передается до отдаленных от питателя участков полости формь.
В предлагаемом способе па металл в полости формы оказывается воздействие подвижным электромагнитным полем, создаюш,им в металле электромагнитпые силы, снособствуюш,ие продвижению металла в полости формы в процессе ее заполнения и последующему уплотнению отливкиПодвижное электромагпитное поле создается непосредственно в форме многофазной системой токонесущих обмоток, помещенных внутри или снаружи формы, причем расположение фазных проводников или
катушек и порядок следования фаз выбираются такими, чтобы направление движения электромагнитного поля соответствовало направлению движения металла в данной части полости формы.
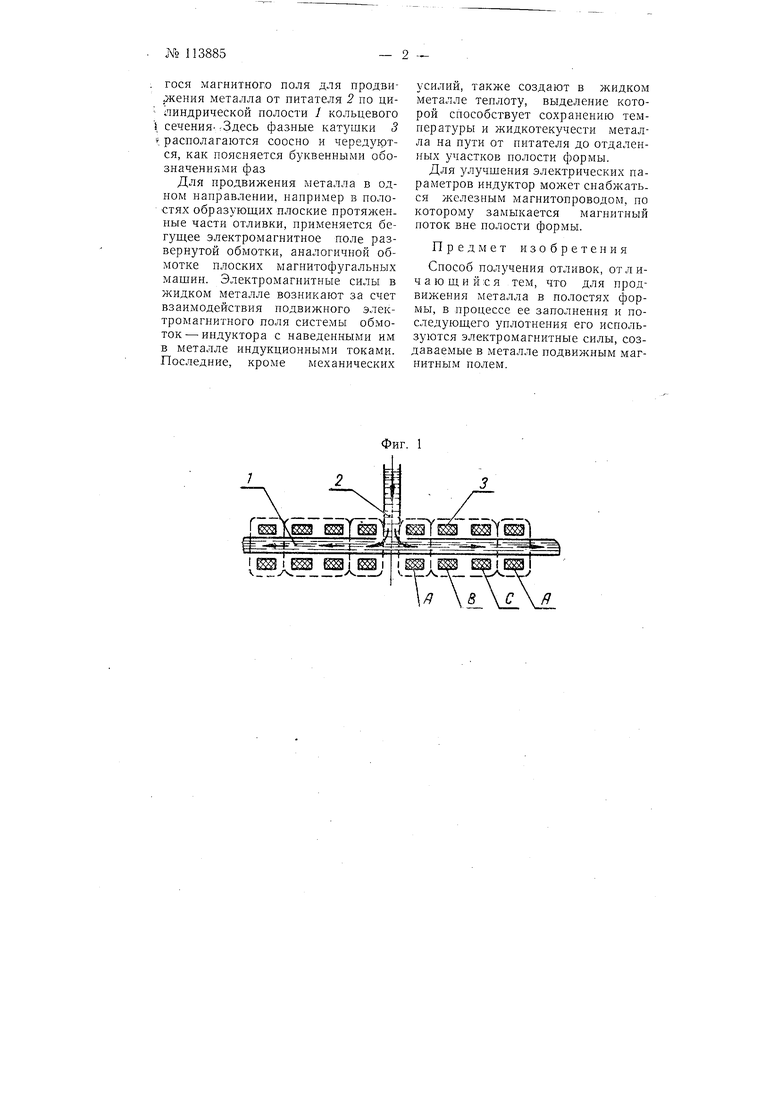
На фиг. 1-4 изображены схемы расположения и чередования отдельных фаз обмотки для создания подвижного электромагнитного поля, соответствующего различпым условиям растекания металла от питателя по полости формы.
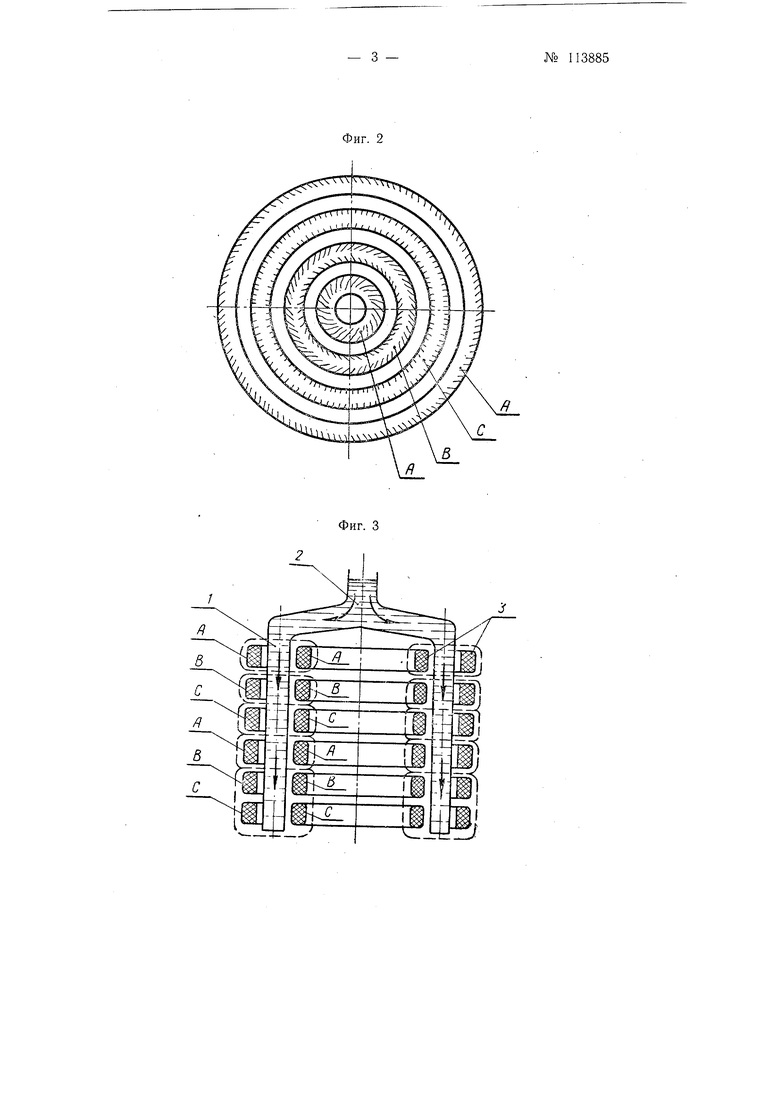
На фиг. 1 и 2 в двух проекциях показана схема расположения обмотки для создания двумерного подвижного магнитного поля, движущегося радиально от центра к периферии и способствующего растеканию металла к краям плоской круглой отливки / от центрального питателя 2. Обмотка выполнена в виде плоских копцентрических катущек 3, пооч.ередно подсоединенных к различным фазам двух, -трехили многофазной системы токов. Принадлежность катущек к отдельным фазам трехфазной системы обозначена буквами А, В и С.
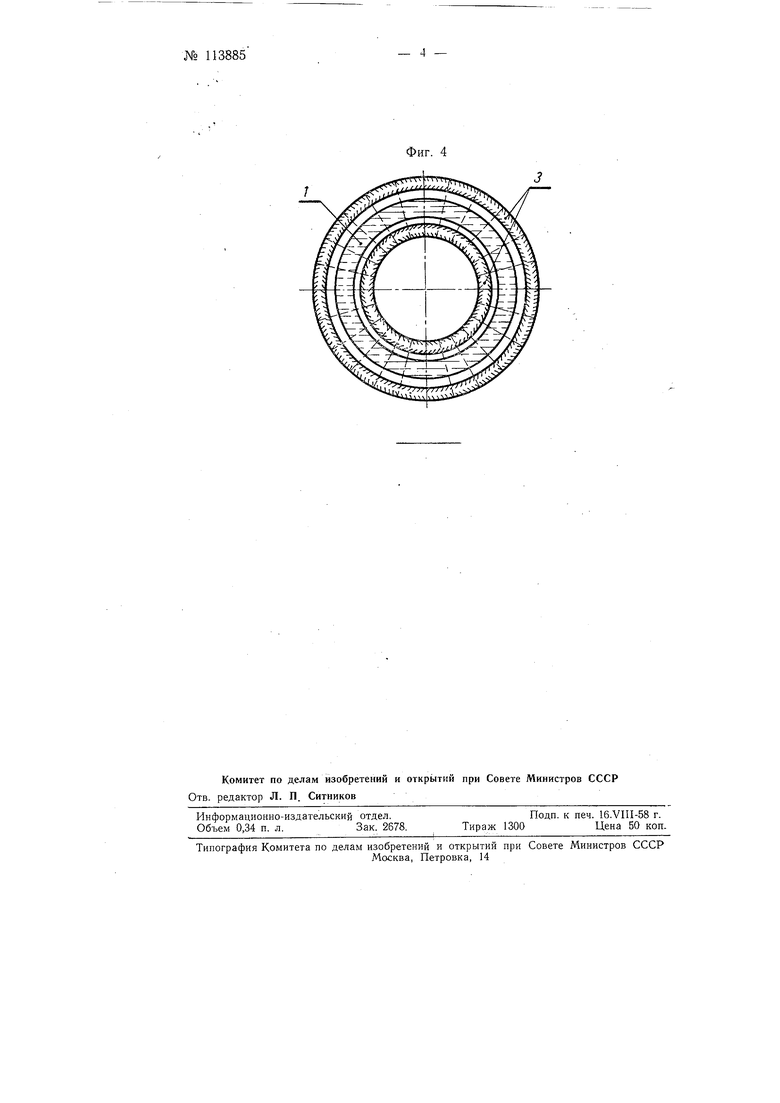
На фиг. 3 и 4 показано в двух проекциях размещение обмотки для создания поступательно движущегося магнитного поля для продвижения металла от питателя 2 по цияиндрической полости / кольцевого сечения- .Здесь фазные катушки 3 , располагаются соосно и чередуются, как поясняется буквенными обозначениями фаз
Для продвижения металла в одном направлении, например в полостях образующих плоские протяясен. ные части отливки, применяется бегущее электромагнитное поле развернутой обмотки, аналогичной обмотке плоских магнитофугальных мащин. Электромагнитные силы в жидком металле возникают за счет взаимодействия подвижного электромагнитного поля системы обмоток- индуктора с наведенными им в металле индукционными токами. Последние, кроме механических
усилий, также создают в жидком металле теплоту, выделение которой способствует сохранению температуры и жидкотекучести металла на пути от питателя до отдаленных участков полости формы.
Для улучщения электрических параметров индуктор может снабжаться железным магнитопроводом, по которому замыкается магнитный поток вне полости формы.
Предмет изобретения
Способ получения отливок, отличающий:ся тем, что для продвижения металла в полостях формы, в процессе ее заполнения и последующего уплотнения его используются электромагнитные силы, создаваемые в металле подвижным магнитным полем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения отливок | 1947 |
|
SU113864A1 |
| Способ перемещения жидкого металла | 1948 |
|
SU113696A1 |
| МНОГОФАЗНАЯ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2006 |
|
RU2333439C2 |
| Способ заполнения форм и устройство для осуществления способа | 1947 |
|
SU116420A1 |
| Установка для непрерывного литья слитка | 2024 |
|
RU2822902C1 |
| РЕГУЛИРОВАНИЕ РЕЖИМА ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ПО ВЫСОТЕ КРИСТАЛЛИЗАТОРА УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2006 |
|
RU2381866C1 |
| Способ непрерывного литья слитка и плавильно-литейная установка для его осуществления | 2020 |
|
RU2745520C1 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ РАСПЛАВА МЕТАЛЛА И ЭЛЕКТРОМАГНИТНЫЙ ПЕРЕМЕШИВАТЕЛЬ ДЛЯ ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) | 2018 |
|
RU2708036C1 |
| Способ индукционного нагнетания жидкого металла и устройство для осуществления этого способа | 1948 |
|
SU116419A1 |
| ОБОРУДОВАНИЕ ДЛЯ ПИТАНИЯ РАСПЛАВЛЕННЫМ МЕТАЛЛОМ КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2001 |
|
RU2248859C2 |
v
Фиг. 3
jr
