Изобретение относится к обработке металлов давлением, в частности к изготовлению осевых букс из профильного металла при помощи прессового оборудования.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство для изготовления мостов автомобилей с картером для главной передачи из заготовки в виде профиля коробчатого сечения с отверстиями, содержащее установленные перпендикулярно продольной оси профиля зажимы в виде двух рычагов с губками и привода поворота рычагов (патент ГДР № 155689, кл. В 21 D 53/90, 30.06.82).
Однако известное устройство характеризуется тем, что для формовки картера необходимы два таких устройства, низким качеством формовки в местах перехода от картера к коробчатой части моста и износом рабочих поверхностей рычагов.
Цель изобретения - обеспечение формовки картера моста на одном устройстве, повыщение качества в местах радиусных переходов от картерной части к коробчатой и повыщение производительности путем упрощения смены быстроизнащиваемых частей зажимов.
Поставленная цель, достигается тем, что в устройстве для изготовления мостов автомобилей с картером для главной передачи из заготовки в виде профиля коробчатого сечения с отверстиями, содержащее установленные перпендикулярно продольной оси профиля зажимы в виде двух рычагов с губками и привода поворота рычагов, поверхности губок, соответствующие средней части контура отверстия заготовки, и поверхности губок, соответствующие средней части внутреннего чистового контура готовой детали, расположены под углом 13° одна к другой.
Рычаги с внещней и внутренней стороны выполнены цилиндрической формы и с взаимно перпендикулярными пазами под выступы губок, причем концы рычагов и губок выполнены гребенчатой формы.
Зажимы снабжены сегментными вставками и прижимными пластинами, установленными с наружных сторон сегментов.
На фиг. 1 показан разрез зажимов поперек оси заготовки в положении рычагов, соответствующем операции предварительной
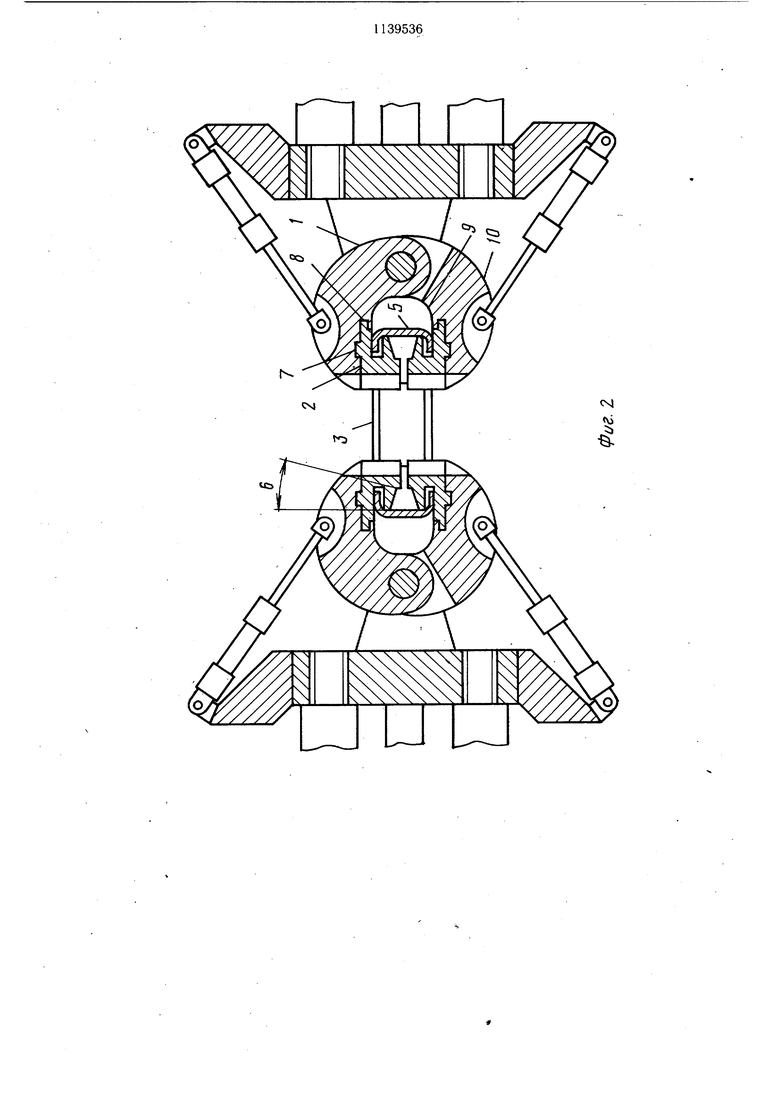
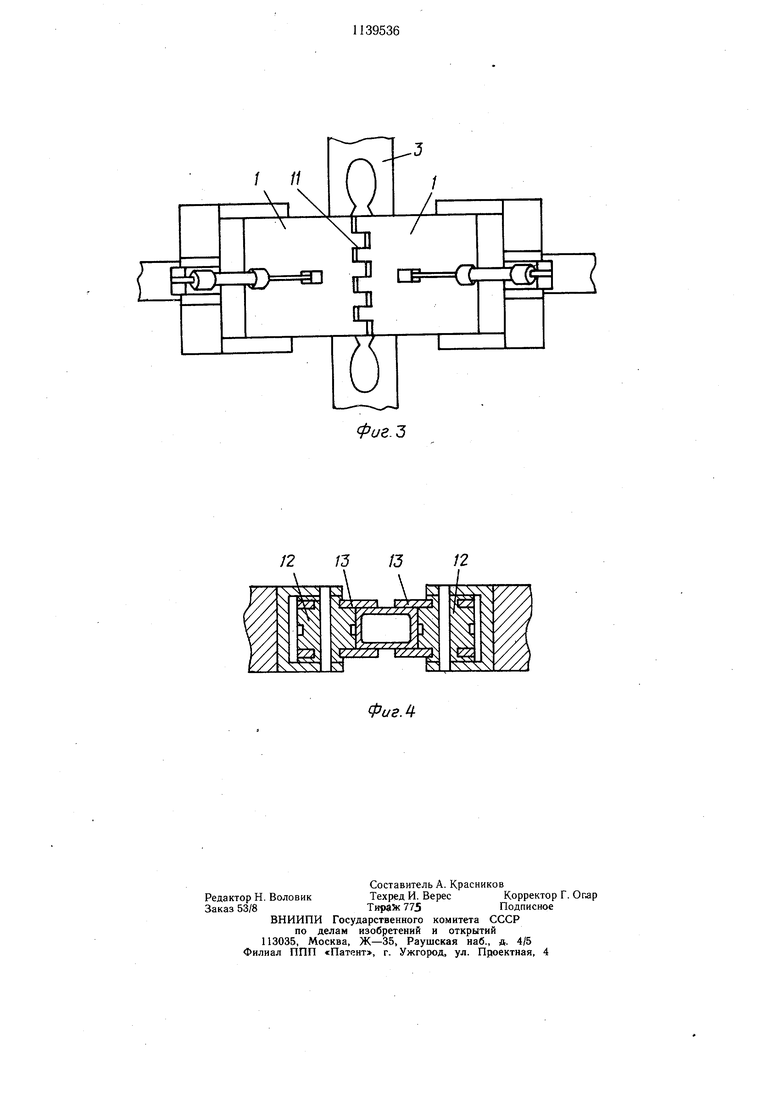
гибки картера; на фиг. 2 - то же, в положении рычагов, соответствующем операции окончательной гибки картера; на фиг. 3 - зажимы, вид сверху; на фиг. 4 - посегментные вставки и прижимные пластины, разрез.
Устройство для изготовления мостов состоит из двух зажимов, выполненных каждый в виде пары шарнирно связанных рычагов 1, на рабочих частях которых закреплены сменные губки 2, на которых выполнены рабочие поверхности 4 по форме средней части контура отверстия заготовки 3, представляющей собой отрезок профиля коробчатого сечения, и рабочие поверхности 5, соответствующие средней части внутреннего контура отверстия готового картера моста. Поверхности 4 и 5 расположены под углом 6 одна к другой, равным 13°.
Рычаги 1 с внутренней 9 и внешней 10 стороны имеют цилиндрическую форму, а также пазы 7 и 8, расположенные под углом 90° друг к другу под выступы губок 2, причем пазы 7 расчитаны на восприятие усилий, а пазы 8 - моментов.
Концы рычагов 1 и губок 2 могут быть
5 выполнены гребенчатой формы, причем зубья 11 одного рычага входят в пазы другого рычага (фиг. 3). В рычагах 1 могут быть установлены сегментные вставки 12 (на фиг. 4 они показаны в рабочем положении). На вставках 12 по бокам установлены прижимные пластины 13,
Устройство работает следующим образом.
Вначале осуществляется предварительная формовка картера. Для этого зажимы
2 раскрываются, подводятся к заготовке с блоков и рычаги смыкаются так, чтобы боковые стенки вместе с прилегающими к отверстию верхней и нижней стенок были установлены в рабочих поверхностях 4 губок.
После зажима заготовки осуществляют
0 гибку. Затем зажимы раскрывают, перемещают навстречу друг другу и смыкают рычаги так, чтобы указанные части заготовки установились в поверхности 5 губок. В таком положении губок осуществляют окончатель5 ную гибку картера.
Признано изобретением по результатам экспертизы, осуществленной ведомством по делам изобретений и патентов Германской Демократической Республики.
/ //
XL
л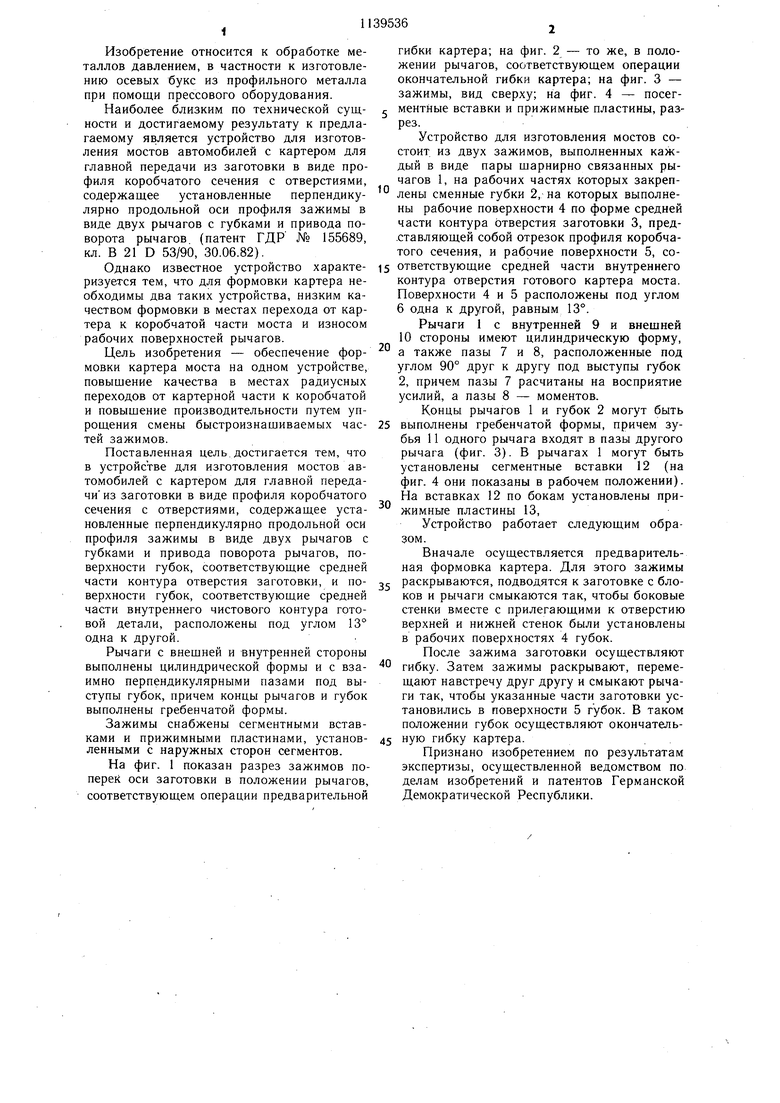
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для демонтажа прессовых соединений | 1990 |
|
SU1748987A1 |
| Устройство для формования изделий "мюзле | 1977 |
|
SU751485A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЗАЖИМАНИЯ ПРОТЯЖЕННЫХ ЭЛЕМЕНТОВ, СИСТЕМА ПРОТЯЖЕННЫХ ЭЛЕМЕНТОВ, ОБРАЗОВАННАЯ УКАЗАННЫМ УСТРОЙСТВОМ ИЛИ СПОСОБОМ, И СУДНО ДЛЯ УКЛАДКИ, В КОТОРОМ ИСПОЛЬЗОВАНЫ УКАЗАННОЕ УСТРОЙСТВО ИЛИ СПОСОБ | 2012 |
|
RU2575493C2 |
| ПРЕСС-ГУБКИ, А ТАКЖЕ ПРЕСС-КЛЕЩИ, ИМЕЮЩИЕ ДВЕ ПРЕСС-ГУБКИ | 2018 |
|
RU2778558C2 |
| ЗАЖИМ ДЛЯ РАЗМЕЩЕНИЯ ОДНОГО ЭЛЕМЕНТА НА ДРУГОМ ДЛЯ ПОДВОДНОЙ УКЛАДКИ ПО МЕНЬШЕЙ МЕРЕ ДВУХ ПРОТЯЖЕННЫХ ЭЛЕМЕНТОВ С РАЗМЕЩЕНИЕМ ОДНОГО ЭЛЕМЕНТА НА ДРУГОМ | 2012 |
|
RU2578014C2 |
| Устройство для изготовления автомобильных мостов | 1980 |
|
SU1080900A1 |
| Электрододержатель для ручной дуговой сварки | 1991 |
|
SU1835337A1 |
| Устройство для сборки и сварки трубок прямоугольного сечения из двух заготовок @ -образного профиля | 1986 |
|
SU1400839A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ТРУБ | 2016 |
|
RU2622197C1 |
| Отрезное устройство | 1987 |
|
SU1523311A1 |
1. УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОСТОВ АВТОМОБИЛЕЙ с картером для главной передачи из заготовки, в виде профиля коробчатого сечения с отверстиями, содержащее установленные перпендикулярно продольной оси профиля 3 зажимы в виде двух рычагов 1 с губками 2 и привода поворота рычагов, отличающееся тем, что поверхности губок, соответствующие средней части контура отверстия заготовки, и поверхности 5 губок, соответствующие средней части внутреннего чистового контура готовой детали, расположёны под углом 13° одна к другой. 2.Устройство по п. 1, отличающееся тем, что рычаги 1 с внутренней и внешней сторон 10 и 11 выполнены цилиндрической формы и с взаимно перпендикулярными пазами 7 и 8 под выступы губок, причем концы рычагов 1 и губок 2 выполнены гребенчатой формы. 3.Устройство по пп. 1 и 2, отличающееся тем, что зажимы снабжены сегментными вставками 12 и прижимными пластинами 13, W установленными с наружных сторон сегментов. со со ел оо О5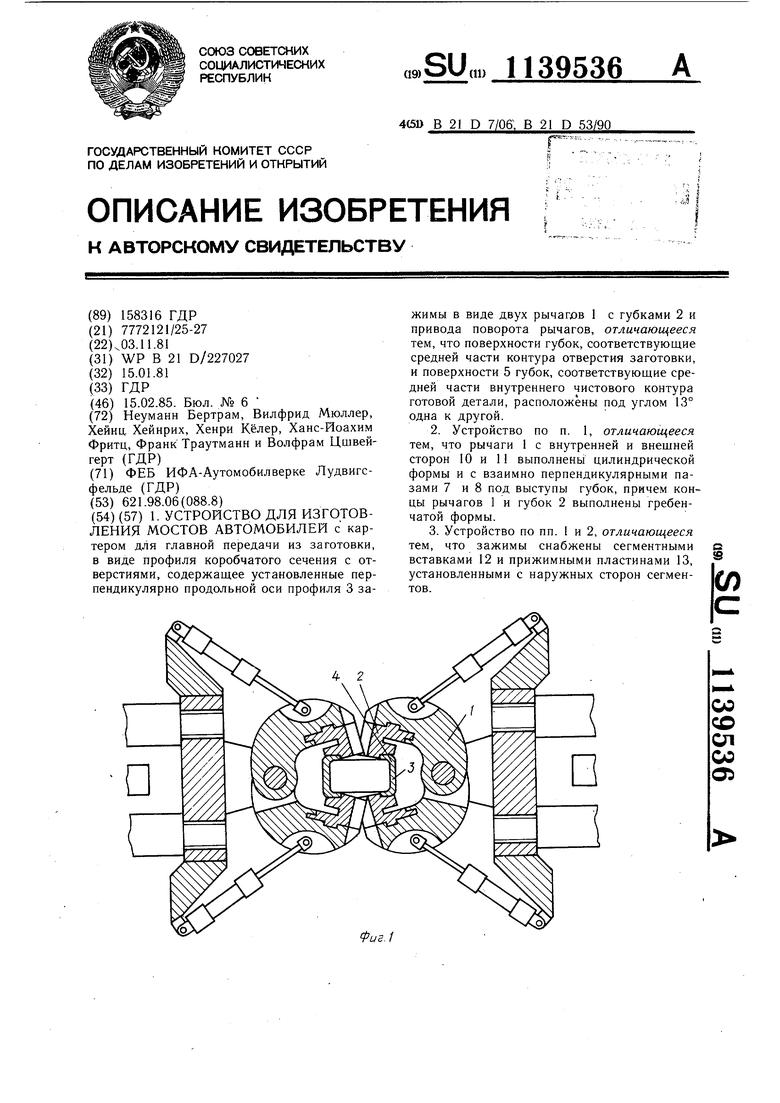
12
Фиг Л
