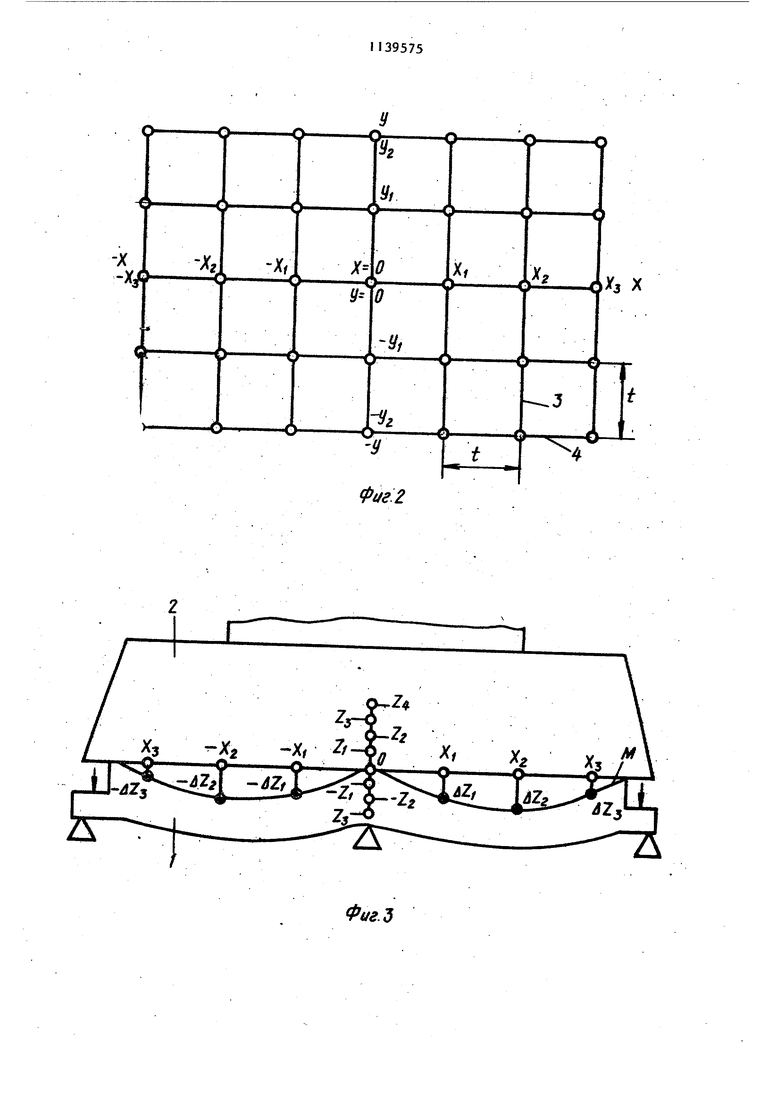
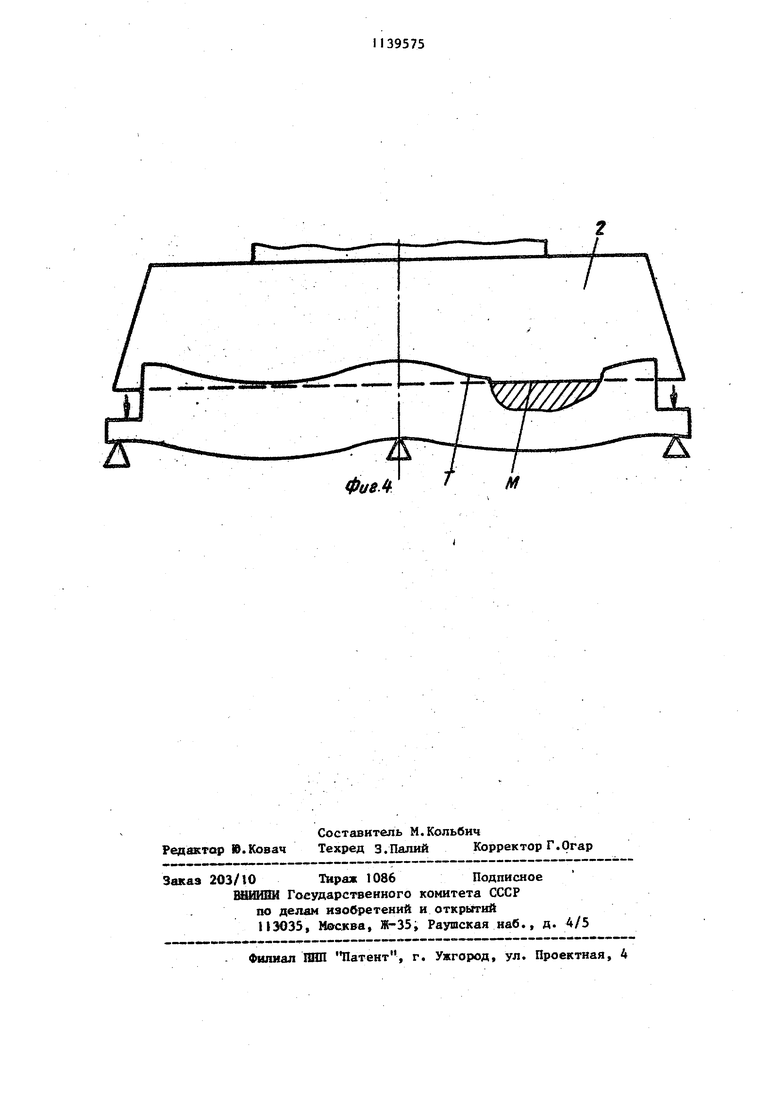
ф{/ВЛ Изобретение относится к машиностроению и может быть использовано при механической обработке нежестких деталей с односторонним расположением ребер жесткости, например крышек fe автомобилестроении. , Известен способ обработки нежестких деталей с односторонным расположением ребер жесткости, вкЛючаю1ций базирование деталей в приспособлении с зажимными элементами и деформацию детали перед обработкой со стороны ребер жесткости |jj . Поскольку обработку по известному способу ведут за несколько проходов, то -производительность его невысока. Кроме того, высок брак по допускам прямолинейности и плоскостности обра ботанной поверхности так как извест ный способ не обеспечивает необходимой деформации детали в процессе резания металла. Цель изобретения - повьшение производительности и качества поверхности. Указанная цель достигается тем, что согласно способу обработки нежестких деталей с односторонним расположением ребер жесткости, включающему базирование деталей в приспособ лении с зажимными элементами и дефор мацию детали перед обработкой со стороны ребер жесткости, обработку ведут за один проход, после обработки первой детали из партии определяют погрешность формы по вертикальной координате в определенных точках, затем усилием зажимных элементов в приспособлении осуществляют деформацию детали для корректировки формы ее поверхности по вертикальной координате, каждую последующую деталь из партии базируют по вышеуказанным определенным точкам и осуществляют деформацию детали вьшгеуказанным усилием зажимных элементов перед обработкой со стороны ребер жесткости. На фиг.1 представлена первая.обра ботанная деталь из партии ; на фиг. 2 координатная сетка на поверхности детали; на фиг.З - деформация первой детали усилиями крепежных элементов 752 для корректировки формы; на фиг.4 обработка второй детали, сдеформированной до обработки. Способ осуществляют следующим образом. Обработку детали 1 производят фре- ЗОЙ 2. Обработку ведут за один проход. После обработки первой детали на обработанную поверхность первой детали наносят координатную сетку взаимно перпендикулярными рисками 3 и 4 с шагом т , принимая за начальн51то точку точку XQ о, Ур 0 и погрепг ность по вертикальной координате z UZ О, т.е. за номинальную поверхность принимают касательную плоскость к обработанной поверхности детали, совпадающую с координатной сеткой ху, при Z О. Измеряют погрешность Дг индикатором, установленным с возможностью перемещения на базовой поверхности стола станка, записывая результаты у,Л2,; в точках сетки x,yuZ2 и т.д. Корректируют в точках XI У Х-У- .у форму Обработанной поверх... ности деформацией детали усилиями крепежньлх элементов приспособления относительно .торцовой плоскости W фрезы 2 на величину измеренной погрешности, т.е. используют первую обработанную деталь из партии для наладки приспособления. Корректируют ее форму на величину , где д Zg.. - величина деформации первой детали после обработки. Каждую последующую деталь базируют на точки х.. и т.д. Затем зажимают деталь, деформируя ее и проверяя в вышеуказанных точках ее деформацию так, чтобы она была равна, деформации первой детали после зажима последней в приспособлении. Обрабатываемая поверхность занимает положение Т. Производят обработку за один проход. Предлагаемый способ позволяет повысить производительность вследствие сокращения числа проходов и, кроме того, качество обработки, так как исправляет коробление всех послеяуугщих обрабатываемых деталей в партии. У.
ф1/г2 X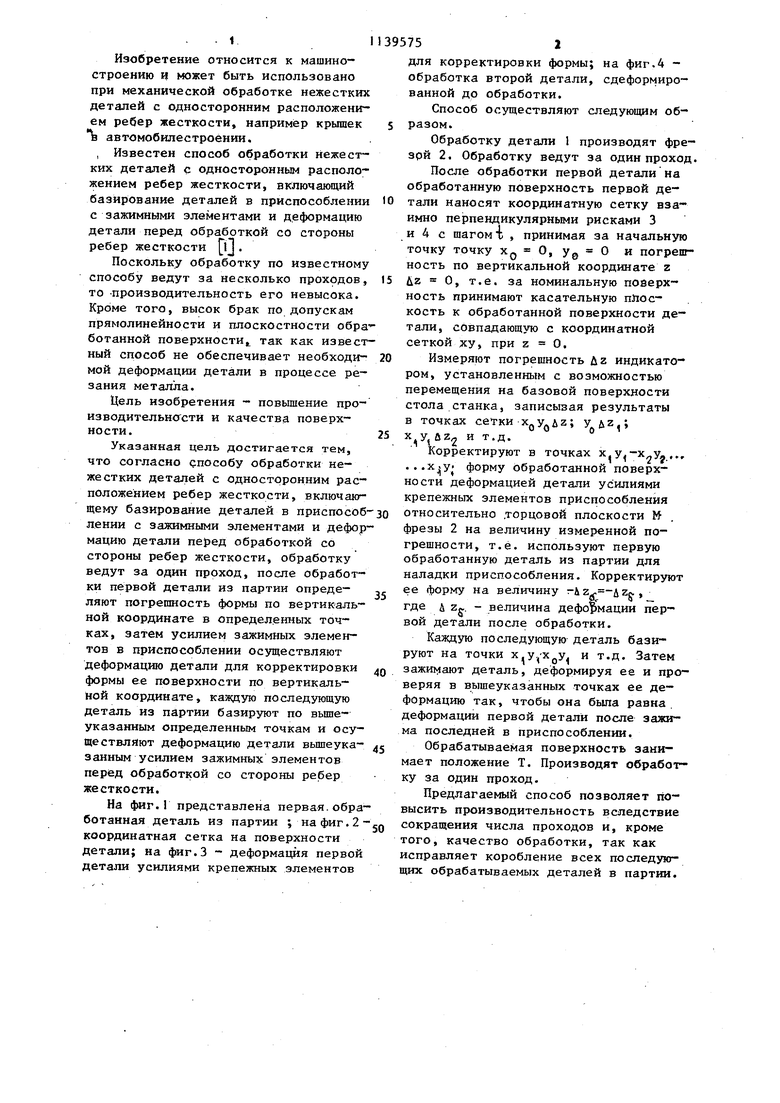
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки станка с программным управлением | 1987 |
|
SU1481032A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕЖЕСТКОЙ ДЕТАЛИ | 2014 |
|
RU2589957C2 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ | 2012 |
|
RU2492030C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| СПОСОБ ФИКСАЦИИ НЕЖЕСТКОЙ ЗАГОТОВКИ СЛОЖНОГО ПРОФИЛЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2018 |
|
RU2701815C1 |
| Опорное устройство робота манипуляционного промышленного (варианты) | 2021 |
|
RU2756901C1 |
| Способ односторонней механической обработки нежестких деталей | 1990 |
|
SU1757787A1 |
| Способ изготовления маложестких лопаток роторов при одноопорном закреплении на станках с ЧПУ | 2018 |
|
RU2688987C1 |
| Способ обработки искривленных нежестких цилиндрических деталей с утолщениями на концах | 1979 |
|
SU776748A1 |
| ГИБКАЯ АВТОМАТИЗИРОВАННАЯ СИСТЕМА БАЗИРОВАНИЯ | 2012 |
|
RU2495738C1 |
СПОСОБ ОБРАБОТКИ НЕЖЕСТКИХ ДЕТАЛЕЙ С ОДНОСТОРОННИМ РАСПОЛОЖЕНИЕМ РЕБЕР ЖЕСТКОСТИ, включающий базирование деталей в приспособлении с зажимными элементами и деформацию детали перед обработкой со стороны ребер жесткости, отличающи йс я тем, что, с целью повышения производительности и качества поверхности, обработку ведут за один проход, после обработки первой детали из партии Определяют погрешность формы по вертикальной координате в определенных точках, затем усилием зажимиых элементов в приспособлении осуществляют деформацию детали для корректировки формы ее поверхности по вертикальной координате, кажцую последующую деталь из партии базируют по вьшеуказанным определенным точкам и осуществляют деформацию детали вышеуказанным усилием зажимных элементов перед обработкой со стороны ребер жесткости. §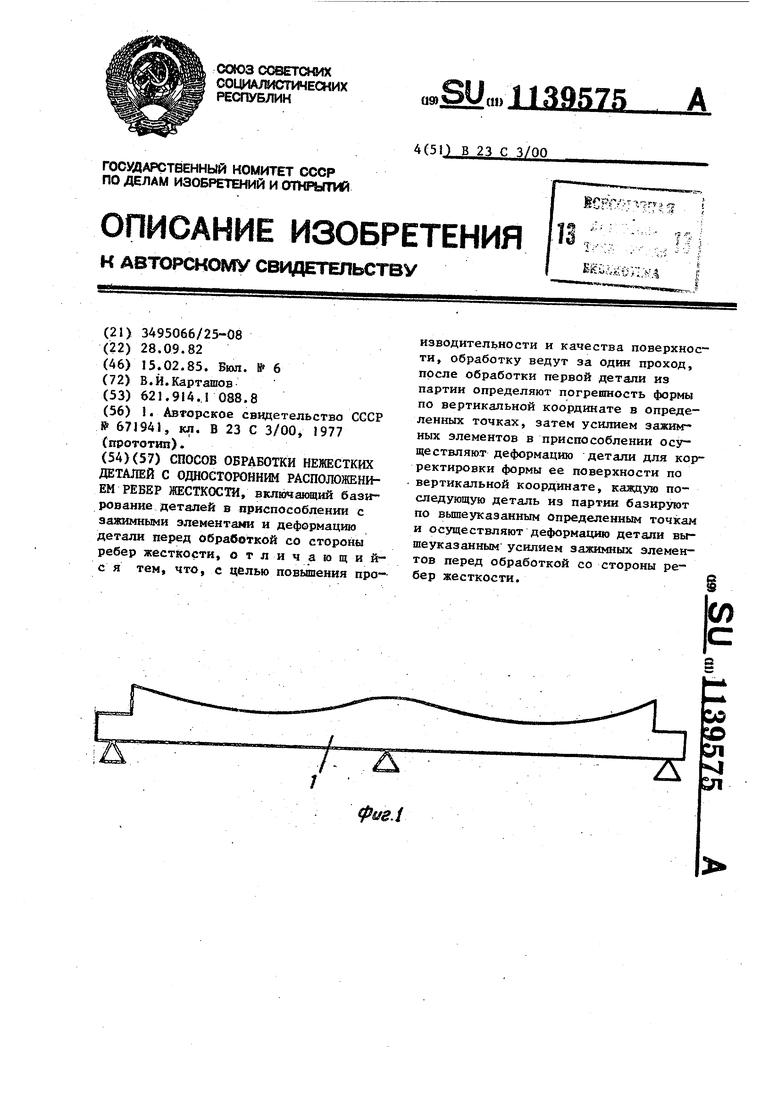
Фиг.Ъ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ механической обработки | 1977 |
|
SU671941A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
