ОЭ Ю
СО Oi
t14
Изобретение относится к обработке металлов давлением и может быть использовано в различных отраслях машиностроения.
Цель изобретения - повышение степени деформирования и качества по- верхности детали.
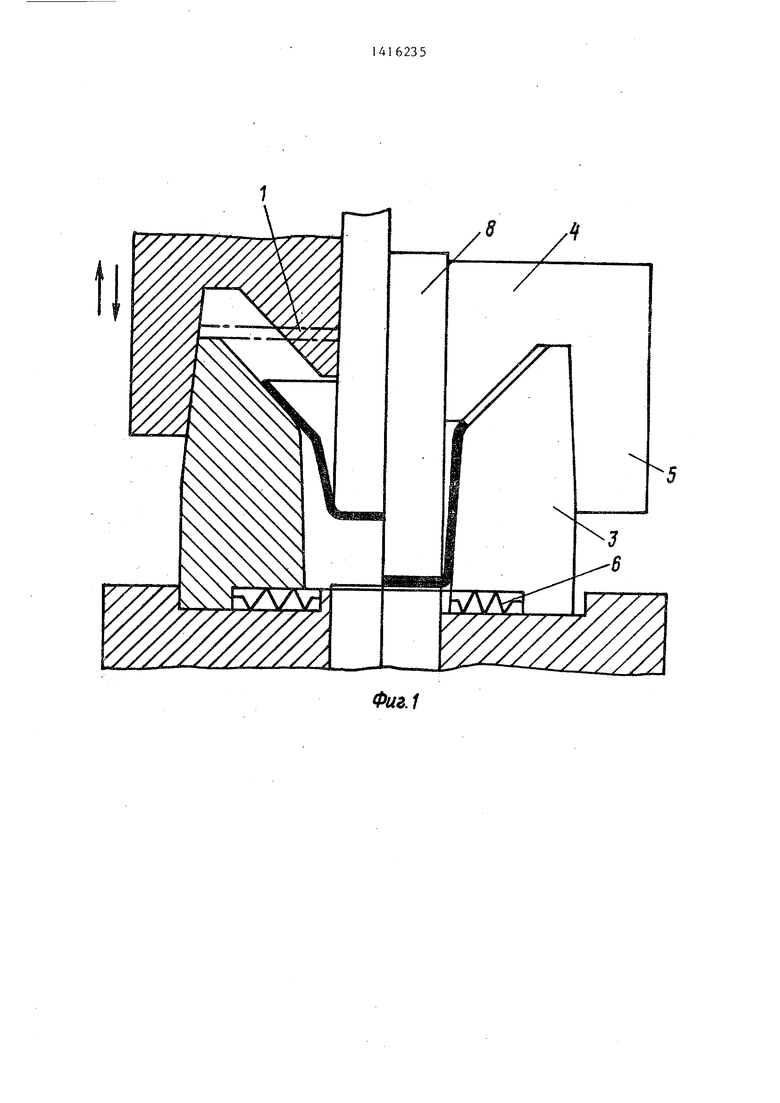
На фиг. 1 изображён штамп для осуществления способа: слева от оси симметрии - момент пульсирующей втяжки,а справа от оси симметрии - момент окончания деформирования; на фиг. 2 - матрица, штампа ,при раскрытых и сомкнутых секциях матрицы, вид сверху.
Способ для штамповки листовой заготовки 1 реализуют в штампе, состоящем из секционной матрицы, имеющей рабочие 2 и вспомогательные 3 секции, каждая из которых имеет боковые клиновые поверхности.
Конический пуансон 4 снабжен кли ньями 5, взаимодействующими с секциями 2 и 3, которые разводятся в исходное положение с помощью пружин;6 и 7. Пуансон 4 осуществляет вытяжку.
Заготовку 1 укладывают на матрицу, образующую в открытом положении форму квадрата со скругленными кромками. Движением конического пуансона 4 вытягивают польй конический полуфабрикат и одновременно смыкают секции 2. Пуансон 4 поднимают. Опускают пуансон 8, создающий усилие на донную часть конического полуфабриката, вызывающие в нем напряжения, не превышающие предела текучести исходного материала заготовки 1.
При этом происходит вытяжка участка полого конического полуфабриката
5 2
с сечением в форме квадрата со скругленными по радиусу углами. Затем опускают пуансон 4 и обжимают до формы круга с упомянутым радиусом вытянутый участок. Цикл пульсации окончен.
Таким образом производят окончательное формоизменение изделия
до получения за несколько циклов пульсации из конического полуфабриката готового изделия.
Предлагаемый способ позволяет со-о кратить цикл изготовления изделий
и снизить трудоемкость изготовления на 5-10%, а также повысить качество за счет плавного изменения формы матрицы.
20
Формула изобретения
Способ изготовления полых изделий из листовой заготовки путем предварительной вытяжки конического полого полуфабриката и окончательного формоизменения готового изделия, отличающийся тем, что, с целью повышения степени деформирования и качества поверхности изделия,
окончательное формоизменение осуществляют путем пульсирующего деформирования с приложением к данной части конического полуфабриката усилия , не создающего напряжения текучести исходного материала, производя на каждом цикле пульсации вытяжку участка прямоугольного сечения со скругленными по радиусу углами и его обжим до получения сечения круглой формы с радиусом, равным упомяну-;;
тому радиусу скругления.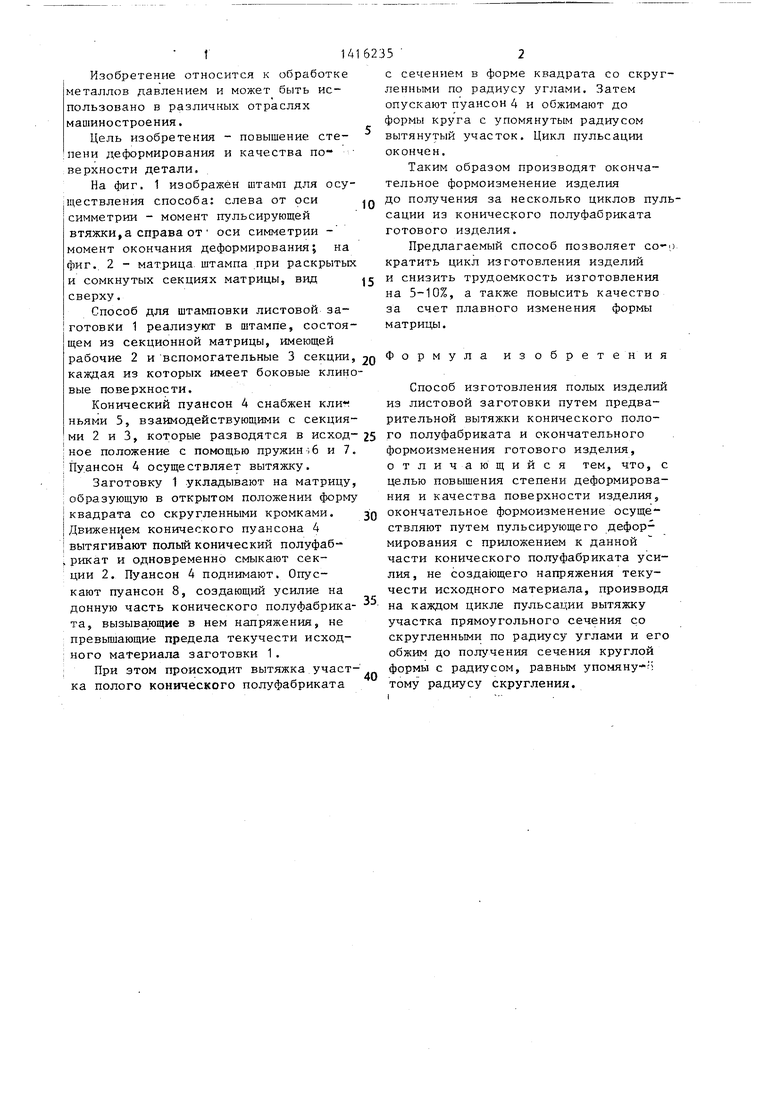
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССАХ ПРОСТОГО ДЕЙСТВИЯ ИЛИ МНОГОПОЗИЦИОННОМ ПРЕССЕ-АВТОМАТЕ | 2013 |
|
RU2557042C2 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ КОРОБЧАТОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2013 |
|
RU2545863C2 |
| Способ изготовления полых двухслойных изделий | 1983 |
|
SU1088845A1 |
| Способ изготовления полых изделий | 1988 |
|
SU1540902A1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ | 1997 |
|
RU2157287C2 |
| Способ изготовления полых изделий | 1978 |
|
SU749497A1 |
| Способ изготовления полых изделий с фланцем | 1990 |
|
SU1750799A1 |
| Способ получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2761569C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2087227C1 |
| Способ изготовления полых деталейКОНичЕСКОй фОРМы | 1979 |
|
SU841712A1 |
Изобретение относится к обработке металлов давлением. Цель - повышение степени деформирования и качества пов е рхности изделия. Полое изделие получают за два перехода. Сначала из листовой заготовки получают конический полуфабрикат. Затем осуществляют пульсирующее деформирование. На каждом цикле пульсации производят вытяжку участка, приобретающего квадратньш пррфиль со скругленными по радиусу углами. Вытянутый участок обжимают до получения круглого сечения с упомянутым выше . Пульсирующее деформирование заканчивают, получая полое изделие требуемого профиля. 2 ил.
Фиг.1
Фиг. 2
| Романовский В.П | |||
| Справочник по холодной штамповке | |||
| Машгиз, 1979, с | |||
| Устройство для разметки подлежащих сортированию и резанию лесных материалов | 1922 |
|
SU123A1 |
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
