В существующих автоклавах изделия пропариваются партиями на вагопетках, куда они укладываются после изготовления с помощью соответствующего подъемно-транспортного оборудования.
Предлагаемый автоклав выполнен из восьми-четырнадцати отдельных камер малого диаметра, располол енных по окружности вокруг горизонтальной оси поворотного барабана.
Эта конструкция позволяет осуществить механизированную непрерывную загрузку отформованных изделий с рольганга, против которого останавливается после каждого поворота соответствующая камера автоклава. Малый диаметр камер облегчает крепление крышки и работу при более высоком давлении.
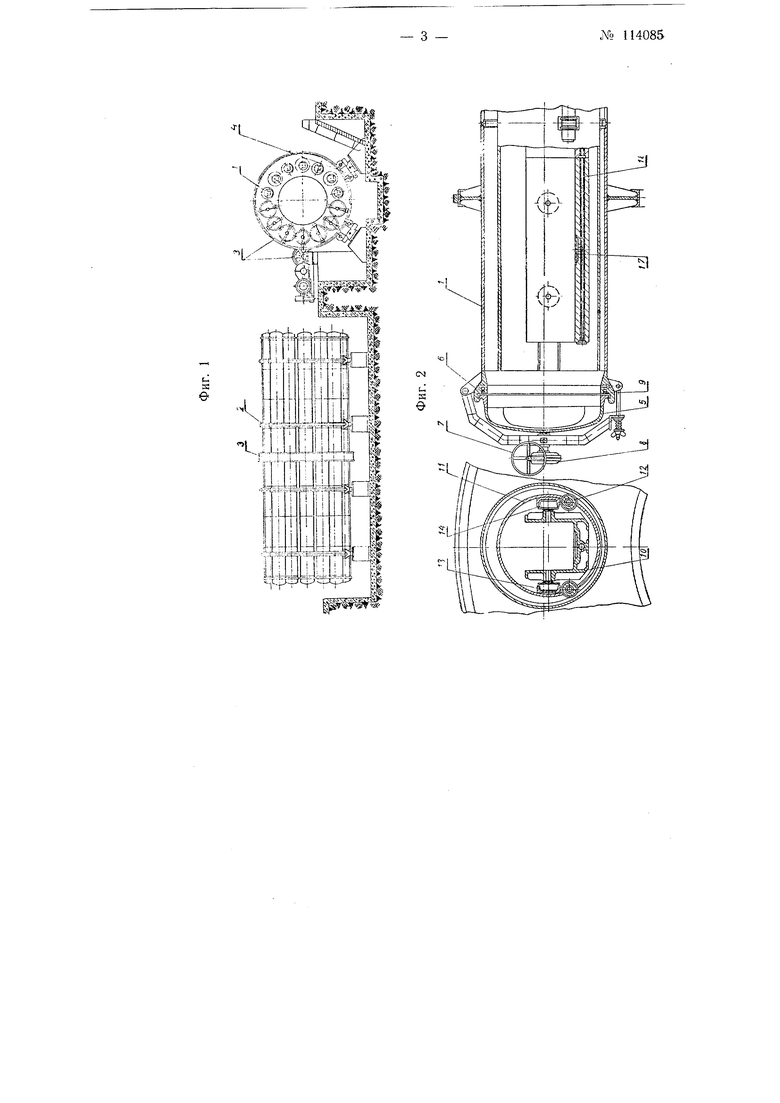
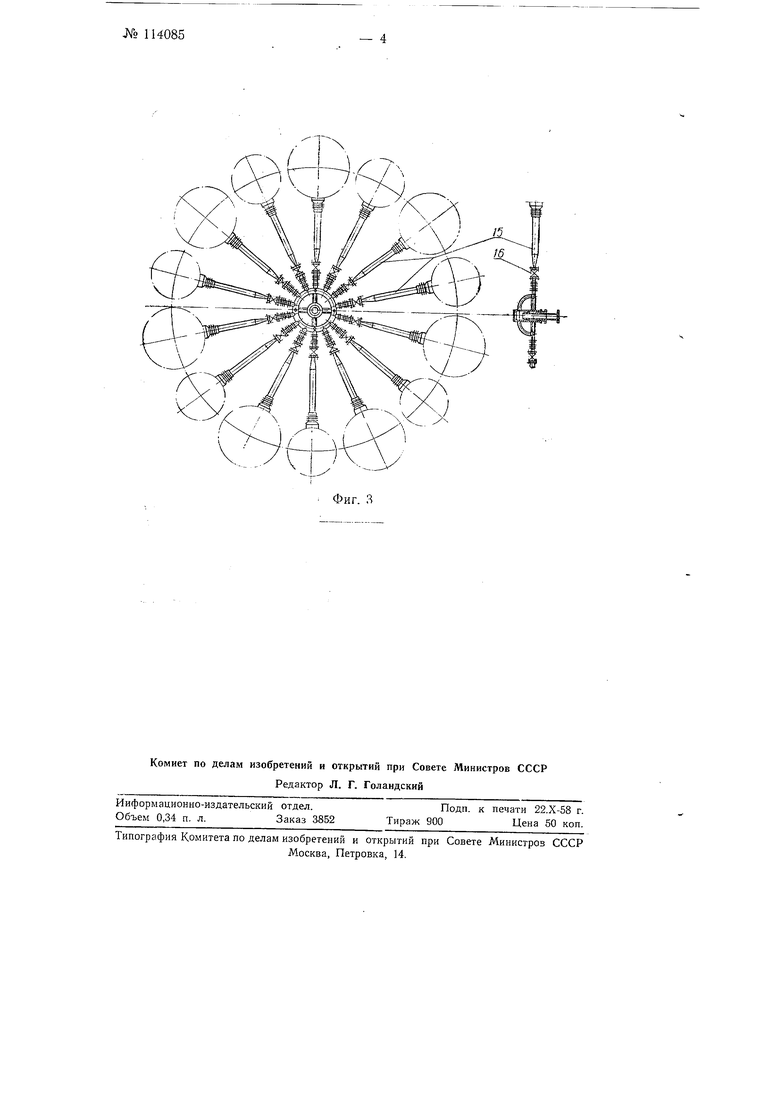
На фиг. 1 показан общий вид автоклава в двух проекциях; па фиг. 2-продольный и поперечный разрез одной камеры; на фиг. 3- узел подачи и распределения пара по камерам.
Автоклав предназначается для тепловой обработки длинномерных Железобетонных изделий под давлением до 15 агы, при температуре до 200° и состоит из нескольких туннельных камер /, расположенных по окружности и связанных между собой кольцами 2.
Вращение автоклава относительно его продольной оси осуществляется с помощью привода с зубчатой передачей 3. Автоклав опирается при вращении на балансирные катки 4.
Каждая камера снабжена быстросъемной крышкой 5 и накидными замками 6. Крышка 5 прижимается к корпусу камеры 1 путем вращения штурвала 7 с червячным редуктором 8. Уплотнение крышки с камерой достигается резиновым кольцом 9.
Для того, чтобы при вращении автоклава заполненные бетонной смесью формы 10 сохранили неизменное положение в вертикальной плоскости, в камерах предусмотрены тележки 11, могущие поворачиваться относительно продольной оси камеры на роликах 12. В тележках П имеются направляющие 13, по которым на катках 14 передвигается форма 10.
jYo 114085- 2 -
Подача пара в камеры 1 производится по трубопроводам 15 открытием вентиля 16.
Загрузка автоклава производится с подающего рольганга, а выгрузка изделий осуще,ствляется с противоположного конца камер на отборочные рольганги, при этом камеры для загрузки и выгрузки по очереди останавливаются на уровне рольганга.
Для облегчения извлечения изделий из форм, в последних предусмотрены мембранные выталкиватели 17, к которым вода под давлением подводится по трубам 18.
Предмет изобретения
1.Автоклав для пропаривания длинномерных железобетонных изделий, отличак щийся тем, что, с целью механизации загрузки и обеспечения подачи изделий с рольганга технологической линии без дополнительных подъемно-транспортных средств, он выполнен из нескольких отдельных камер, расположенных на одной окружности и монтированных на общих поворотных относительно горизонтальной оси кольцах.
2.Автоклав по п. 1, отличающийся тем, что для расположения форм с бетоном при вращении автоклава, в постоянном положении относительно горизонтальной оси, применены установленные внутри каждой камеры тележки для форм с изделием, снабженные двумя системами катков: для продольного перемещения тележки вдоль камеры и для поворачивания тележки внутри камеры щтем перекатывания ее по кольцевым направляющим, прикрепленным к внутренней поверхности камеры.
s О
u S
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ | 1991 |
|
RU2008212C1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU998118A1 |
| Конвейерная установка для изготовления длинномерных железобетонных изделий | 1981 |
|
SU1000275A1 |
| ЛИНИЯ СТЕРИЛИЗАЦИИ КОНСЕРВОВ | 1993 |
|
RU2068644C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2224817C1 |
| Кран-штабелер для длинномерных грузов | 1979 |
|
SU867818A1 |
| Устройство для загрузки и разгрузки шлакоблоков из пропарочных камер | 1951 |
|
SU107383A1 |
| Автоклав непрерывного действия | 1955 |
|
SU102786A1 |
| АВТОКЛАВ ВРАЩАЮЩИЙСЯ | 2000 |
|
RU2237512C2 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |