Изобретение относится к обработке металлов резанием и может быть использовано при изготовлении тонкостенных деталей типа цилиндров,.
Цель изобретения - расширение технологических возможностей устройства.
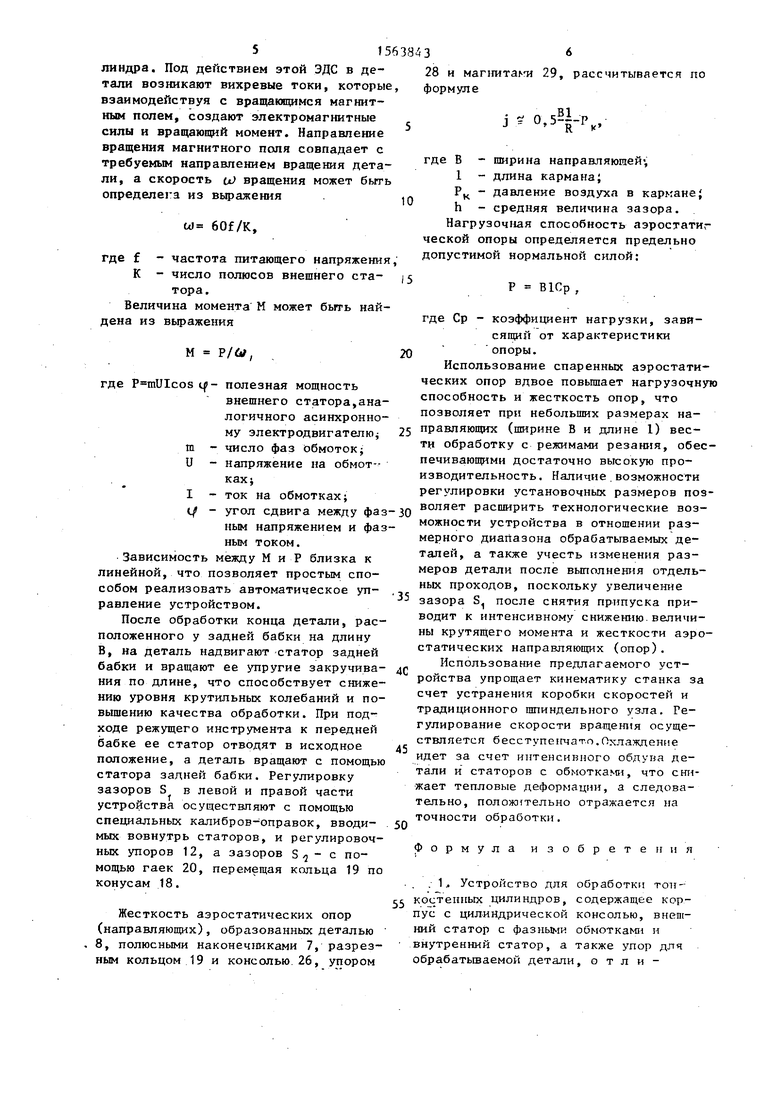
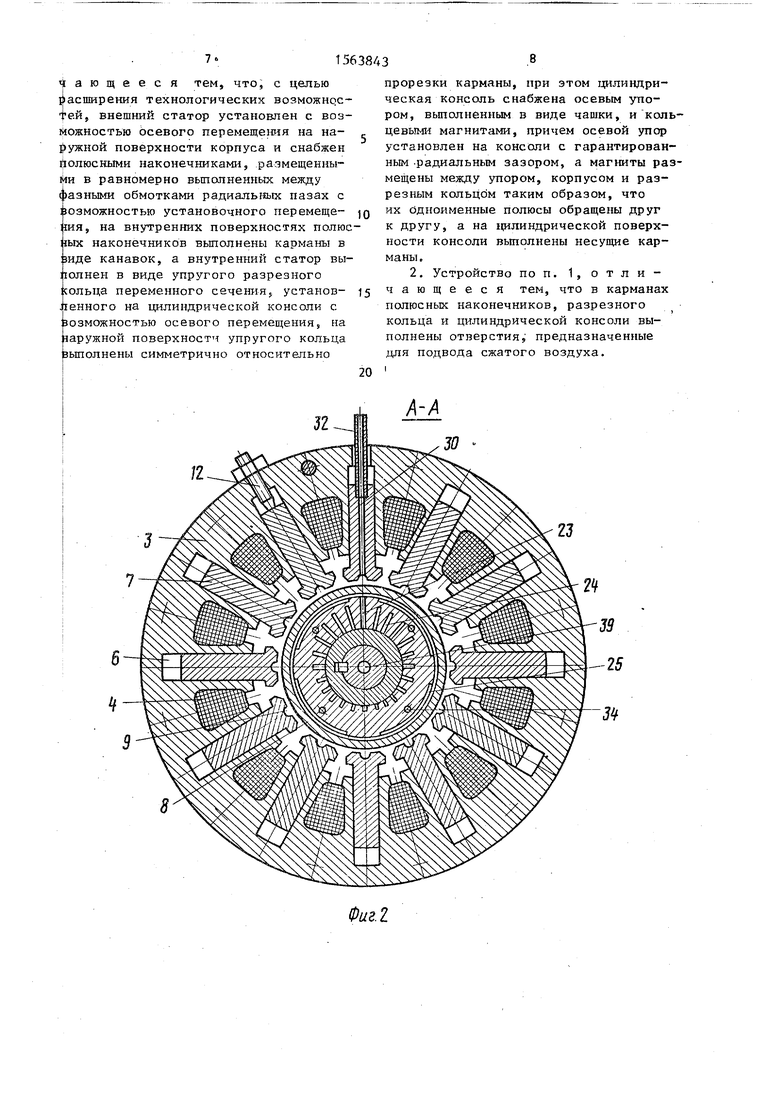
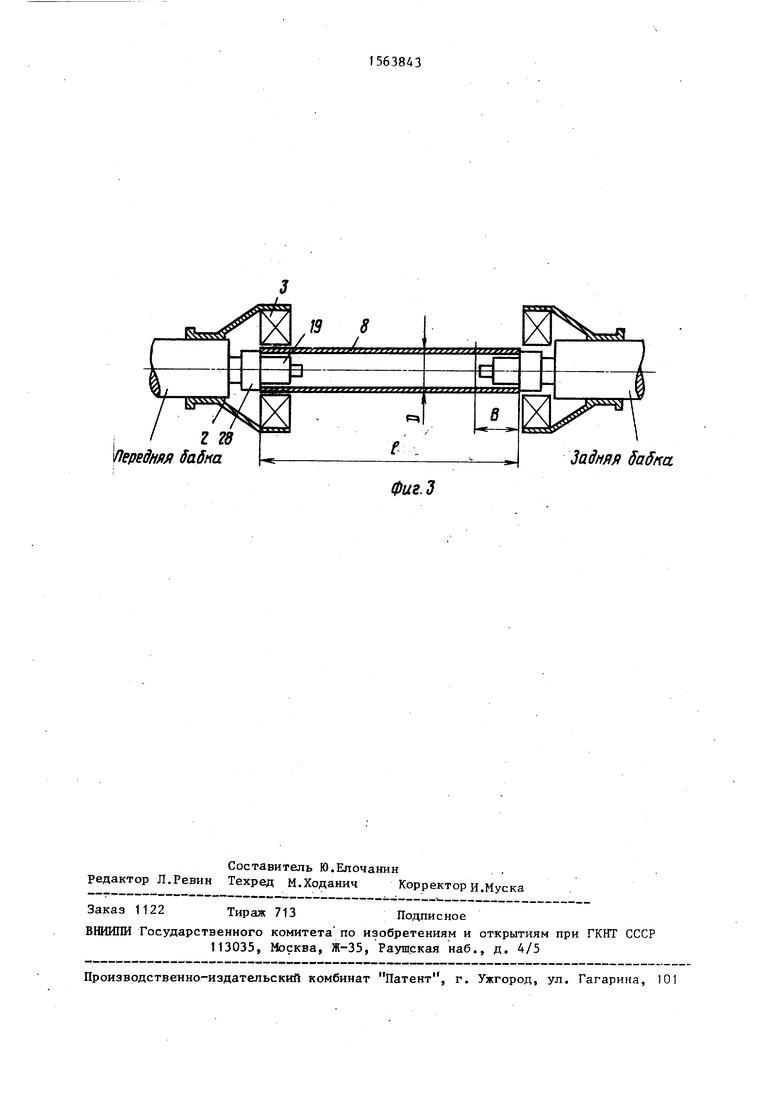
На фиг. 1 показано предлагаемое устройство, общий вид. в разрезе; на фиг. 2 - сечение А-А на фиг.1 на фиг.З - схема установки детали на рабочей позиции.
Устройство содержит корпус 1 с цилиндрической консолью, на наружной (образующей которого с помощью стакана 2 установлен с возможностью осевого перемещения внешний шихтованный статор 3 с фазными обмотками 4 и крышка 5. В радиальных пазах 6 статора, выполненных между полостями фазных об- моток и расположенных на одинаковых угловых расстояниях друг от друга, размещены подвижные в радиальном направлении шихтованные полюсные наконечники 7, на обращенных к обрабаты- ваемой детали 8 поверхностях которых имеются карманы 9 в виде канавок, параллельных оси устройства. С помощью кольцевых пружин 10 и 11 полюсные наконечники поджаты к регулируемым упо- рам 12. Стакан 2 с помощью пружин 13 растяжения поджат к приводному штоку 14.
На конце консоли 15 корпуса 1 с помощью шпонки 16 установлены упор- Ное кольцо 17 и-конус 1$. Конус 18 служит для установки на нем упругого разрезного кольца 19 переменного сечения, перемещаемого вдоль оси устройства с помощью гайки 20. От про- ворота кольцо 19 зафиксировано штифтом 21, входящим в паз 22, выполненным в диаметральном сечении, проходящим через прорезь 23. Переменное сечение кольца 19 получено за счет раз- личной глубины прорезей 24. На наружной поверхности кольца 19 выполнены карманы 25, расположенные симметрично прорези 23. На цилиндрической части консоли 26, снабженной карманами 27, смонтирован с гарантированным радиальным зазором упор 28 в виде чашки для детали 8, отделенный от корпуса 1 и упругого кольца 17 соосн расположенными кольцевыми магнитами 29, одноименные полюсы которых обращны друг к другу. Консоль, упор и магниты образуют газомагнитный двухсторонний упор. Карманы 9 и 27, имеющие
центральные отверстия 30 и 31, с помощью каналов 32 и 33 связаны с источником сжатого воздуха. Карманы 25 разрезного кольца 19, также имеющие центральные отверстия 34, связаны с источником сжатого воздуха с помощью упругих трубопроводов 35, одни концы которых размещены по посадке скольжения в отверстиях 36 кольца, а другие впаяны в распределитель 37 воздуха. Подача воздуха в полость 38 воздухораспределителя обеспечивается по каналу Z3 через отверстие 40.
Устройство работает следующим образом.
В момент установки обрабатываемой детали 8 диаметром D с зазором S на разрезных кольцах 19 корпусов 1, смонтированных в передней и задней бабках станка (не показаны), стаканы 2, несущие внешние статоры 3 отведены с помощью пружин 13 в исходное положение (от детали). Установленная на кольцах 19 деталь под действием давления воздуха, подаваемого в карманы 25 и истекающего через зазор Si в атмосферу всплывает и удерживается на воздушной подушке. То же самое происходит с упорами 28 при подаче в карманы 27 сжатого воздуха, истекающего в атмосферу через зазор S3. Подводом задней бабки обеспечивают контакт торцов детали 8 с упорами, т.е. фиксируют деталь в осевом направлении.. Создаваемые при этом осевые усилия воспринимаются радиально упорными газомагнитными подшипниками, образованными двумя постоянными кольцевыми магнитами 29, одноименные полюсы которых обращены друг к другу, что приводит к их отталкиванию друг от друга. Истекающий через зазоры S. в атмосферу воздух также способствует этому отталкиванию, повышая жесткость подшипника в осевом направлении. Затем с помощью штока 14, связанного с пневмоцилиндром (не показан), надвигают стакан 2 с внешним статором 3 на конец детали, размещенный у передней бабки, обеспечивая его расположение с зазором S1 по отношению к детали в месте расположения кольца 19, выполняющего функции внутреннего статора, и запитывают фазные обмотки 4 переменным током. В результате создается вращающееся магнитное поле и в обрабатываемой детали индуктируется ЭДС, направленная по образующей цилиндра. Под действием этой ЭДС в детали возникают вихревые токи, которые, взаимодействуя с вращающимся магнитным полем, создают электромагнитные силы и вращающий момент. Направление вращения магнитного поля совпадает с требуемым направлением вращения детали, а скорость 1л} вращения может быть определега из выражения
w 60f/K,
где f - частота питающего напряжения, К - число полюсов внешнего ста-
тора.
Величина момента М может быть найдена из выражения
М Р/6/,
Использование спаренных аэростатических опор вдвое повышает нагрузочную способность и жесткость опор, что позволяет при небольших размерах на25 правляющих (ширине В и длине 1) вести обработку с режимами резания, обеспечивающими достаточно высокую производительность. Наличие возможности регулировки установочных размеров позгде P mUIcos полезная мощность
внешнего статора,аналогичного асинхронному электродвигателю
га - число фаз обмоток;
U - напряжение на обмотках ;
I - ток на обмотках;
t/ - угол сдвига между фаз-30 воляет расширить технологические возным напряжением и фазным током.
Зависимость между М и Р близка к линейной, что позволяет простым способом реализовать автоматическое уп зазора bj после снятия припуска приводит к интенсивному снижению величины крутящего момента и жесткости аэростатических направляющих (опор).
Использование предлагаемого устройства упрощает кинематику станка за счет устранения коробки скоростей и традиционного шпиндельного узла. Регулирование скорости вращения осущеравление устройством.
После обработки конца детали, расположенного у задней бабки на длину В, на деталь надвигают статор задней бабки и вращают ее упругие закручивания по длине, что способствует снижению уровня крутильных колебаний и повышению качества обработки. При подходе режущего инструмента к передней бабке ее статор отводят в исходное положение, а деталь вращают с помощью статора задней бабки. Регулировку зазоров S в левой и правой части устройства осуществляют с помощью специальных калибров-оправок, вводимых вовнутрь статоров, и регулировочных упоров 12, а зазоров S - с помощью гаек 20, перемещая кольца 19 по конусам 18.
Жесткость аэростатических опор (направляющих), образованных деталью 8, полюсными наконечниками 7, разрезным кольцом 19 и консолью 26, упором
можности устройства в отношении размерного диапазона обрабатываемых деталей, а также учесть изменения размеров детали после выполнения отдельных проходов, поскольку увеличение
JJ S
4С
45
50
ствллется бесступенчато.Охлаждение идет за счет интенсивного обдува детали и статоров с обмотками, что снижает тепловые деформации, а следовательно, положительно отражается на точности обработки.
Формула изобретения
1 Устройство для обработки тон- 55 ко -тенных цилиндров, содержащее корпус с цилиндрической консолью, внешний статор с фазными обмотками и внутренний статор, а также упор для обрабатываемой детали, о т л и 28 и мапгитами 29, рассчитывается по формуле
j о,551-Р„,
где В - ширина направляющей-,
1 - длина кармана;
Рк - давление воздуха в кармане;
h - средняя величина зазора. Нагрузочная способность аэростатической опоры определяется предельно допустимой нормальной силой:
Р В1Ср ,
где Ср - коэффициент нагрузки, зависящий от характеристики
опоры.
Использование спаренных аэростатических опор вдвое повышает нагрузочную способность и жесткость опор, что позволяет при небольших размерах направляющих (ширине В и длине 1) вести обработку с режимами резания, обеспечивающими достаточно высокую производительность. Наличие возможности регулировки установочных размеров позволяет расширить технологические воззазора bj после снятия припуска приводит к интенсивному снижению величины крутящего момента и жесткости аэростатических направляющих (опор).
можности устройства в отношении размерного диапазона обрабатываемых деталей, а также учесть изменения размеров детали после выполнения отдельных проходов, поскольку увеличение
S
4С
ствллется бесступенчато.Охлаждение идет за счет интенсивного обдува детали и статоров с обмотками, что снижает тепловые деформации, а следовательно, положительно отражается на точности обработки.
Формула изобретения
1 Устройство для обработки тон- ко -тенных цилиндров, содержащее корпус с цилиндрической консолью, внешний статор с фазными обмотками и внутренний статор, а также упор для обрабатываемой детали, о т л и чающееся тем, что, с целью расширения технологических возможностей, внешний статор установлен с возможностью осевого перемещения на наружной поверхности корпуса и снабжен полюсными наконечниками, размещенными в равномерно выполненных между фазными обмотками радиальных пазах с возможностью установочного перемещения, на внутренних поверхностях полюспрорезки карманы, при этом цилиндрическая консоль снабжена осевым упором, выполненным в виде чашки, и кол цевыми магнитами, причем осевой упор установлен на консоли с гарантированным -радиальным зазором, а магниты ра мещены между упором, корпусом и разрезным кольцом таким образом, что их одноименные полюсы обращены друг к другу, а на цилиндрической поверхности консоли выполнены несущие карманы .
2. Устройство по п. 1, о т л и ных наконечников выполнены карманы в виде канавок, а внутренний статор выполнен в виде упругого разрезного кольца переменного сечения, установ- 15 чающееся тем, что в карманах ленного на цилиндрической консоли с. возможностью осевого перемещения, на наружной поверхности упругого кольца выполнены симметрично относительно
20
полюсных наконечников, разрезного кольца и цилиндрической консоли выполнены отверстия, предназначенные для подвода сжатого воздуха.
прорезки карманы, при этом цилиндрическая консоль снабжена осевым упором, выполненным в виде чашки, и кольцевыми магнитами, причем осевой упор установлен на консоли с гарантированным -радиальным зазором, а магниты размещены между упором, корпусом и разрезным кольцом таким образом, что их одноименные полюсы обращены друг к другу, а на цилиндрической поверхности консоли выполнены несущие карманы .
2. Устройство по п. 1, о т л и чающееся тем, что в карманах
чающееся тем, что в карманах
полюсных наконечников, разрезного кольца и цилиндрической консоли выполнены отверстия, предназначенные для подвода сжатого воздуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки тонкостенных колец | 1987 |
|
SU1583217A1 |
| УЗЕЛ ЭЛЕКТРИЧЕСКОГО ГЕНЕРАТОРА, СОСТОЯЩИЙ ИЗ ГЕНЕРАТОРА И ПОРШНЕВОГО ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ В КАЧЕСТВЕ ПРИВОДА | 2001 |
|
RU2266605C2 |
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО ШЛИФОВАНИЯ | 2000 |
|
RU2185271C1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА-КОНСТРУКЦИЯ С ФОРМОВАНИЕМ ПОВЕРХ | 2011 |
|
RU2551844C2 |
| Однофазный шаговый двигатель | 1980 |
|
SU936260A1 |
| УЗЕЛ ЭЛЕКТРИЧЕСКОГО ГЕНЕРАТОРА, СОСТОЯЩИЙ ИЗ ПРИВОДНОГО ДВИГАТЕЛЯ И ГЕНЕРАТОРА | 2001 |
|
RU2252477C2 |
| Электрошпиндель | 1986 |
|
SU1423359A1 |
| ГИБРИДНЫЙ МАГНИТНЫЙ ПОДШИПНИК С ИСПОЛЬЗОВАНИЕМ СИЛ ЛОРЕНЦА (ВАРИАНТЫ) | 2016 |
|
RU2636629C1 |
| МОДУЛЬНЫЙ ВЕНТИЛЬНЫЙ ЭЛЕКТРОМЕХАНИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ (МВЭП) | 2006 |
|
RU2310966C1 |
| ИЗГОТОВЛЕНИЕ МАШИНЫ С АКСИАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2016 |
|
RU2711493C2 |
Изобретение относится к обработке металлов резанием и может быть использовано при изготовлении тонкостенных деталей типа цилиндров. Целью изобретения является расширение технологических возможностей. Устройство содержит корпус 1, в котором размещены внешний статор 3, а на цилиндрической консоли - внутренний статор, выполненный в виде упругого разрезного кольца с карманами. Кольцевые магниты 29 образуют газомагнитные подшипники, воспринимающие усилие резания. При запитке фазных обмоток 4 переменным током создаются вращающееся магнитное поле и крутящий момент, достаточный для обработки детали 8. 1 з.п. ф-лы, 3 ил.
/2
з723
Ы
, Z 28 передняя йабна
Задняя fafaa
фиг.З
| Устройство для обработки тонкостенных цилиндров | 1984 |
|
SU1171211A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
