1
Изобретение относится к области технологии машиностроения и может $ыть использовано для обработка тонкостенных цилиндрических деталей на токарных станках.
Известно устройство для обработки тонкостенных цилиндрических деталей, содер жащее заднюю бабку, планшайбу, устано&ленную на шпинделе передней бабки, и оправку с разжимными элементами, уста- ,0 новленную в дентрах .
Недостатком известного устройства является низкая точность обработки.
Целью изобретения является повьгшение точности и качества обработки.vs
Поставленная цель достигается тем, что оправка снабжена установленными на ее коншх фпантми с пазами на торнах, втулкой с кулачками, установленной с возможностью вращения на наружной поверх- 20 ностй оправки, червячной парой, червячное колесо которой закреплено на вчулке, а червяк смонтирован во фланце, расположенном со стороны передней бабки, и за-
крош енным на корпусе задней бабки упо ром, рчзмешенным в наружном пазу второго фланца, ь разжимные элементы выполнены в виде усч-ановленных с возможностью врашения и радиального перемешен1Ш во внутренних пазах фланцев стержней с роликами, связанными с кулачками втулки, и шестернями, кинематически связанными через введенные в устройство центральную и паразитные -шестерни и зубчатую муфту с планшайбой.
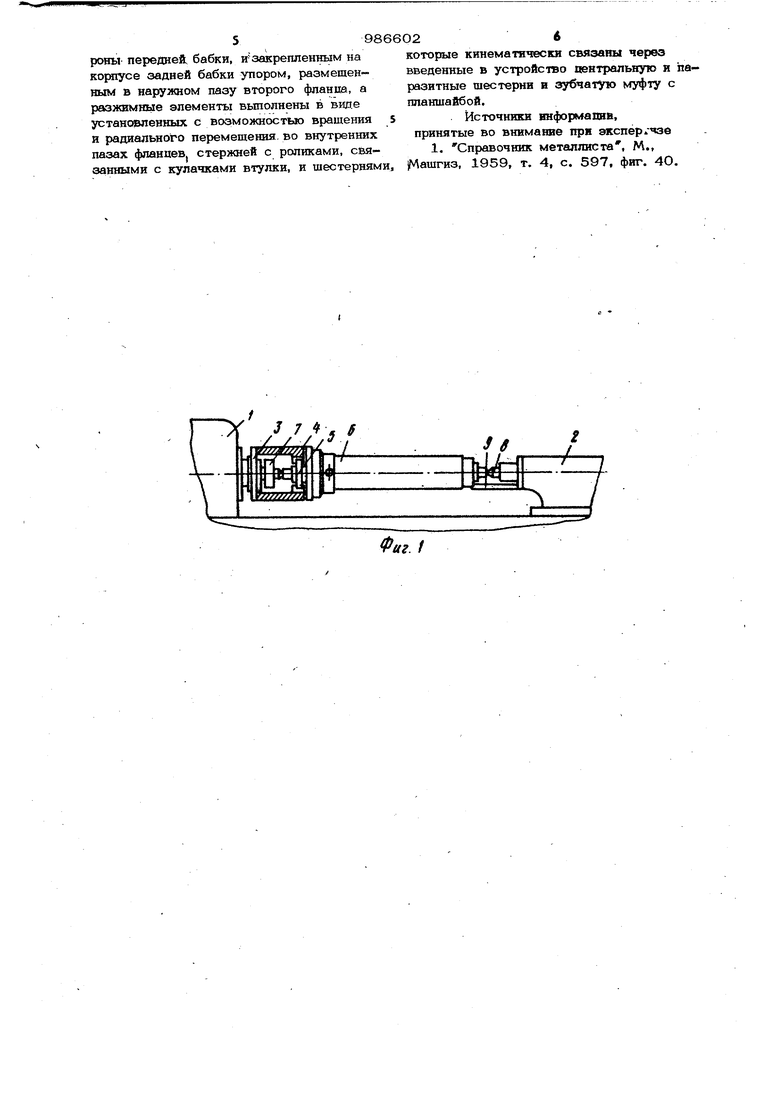
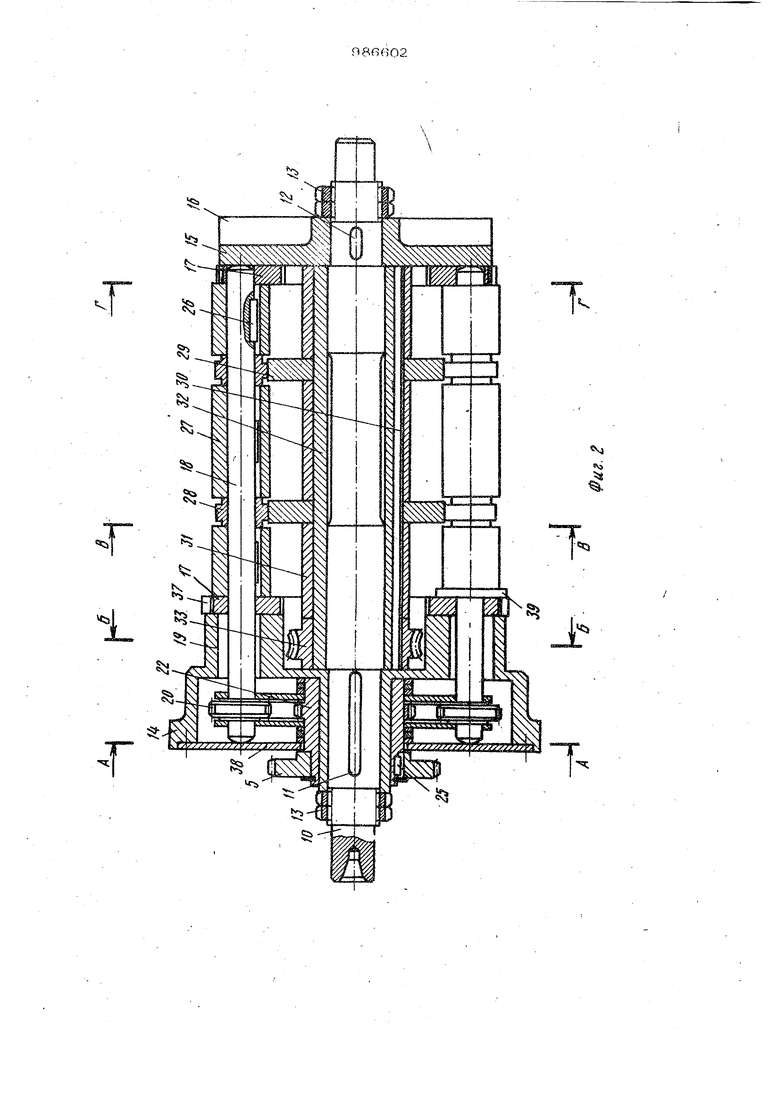
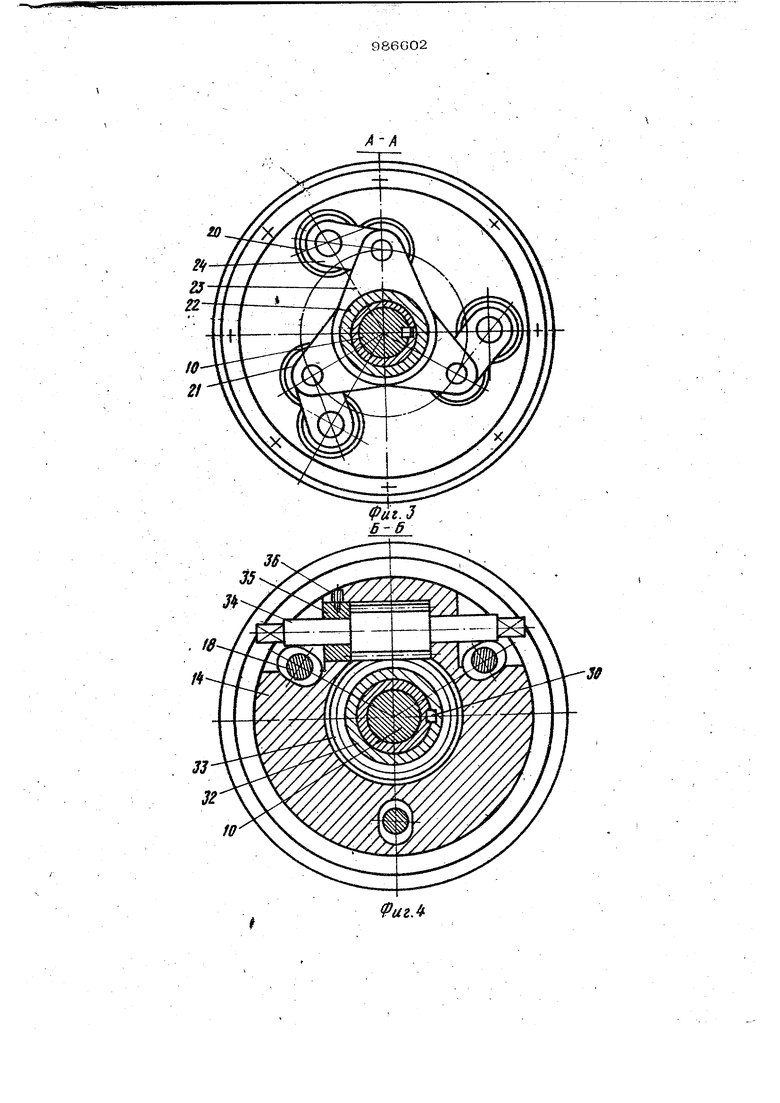
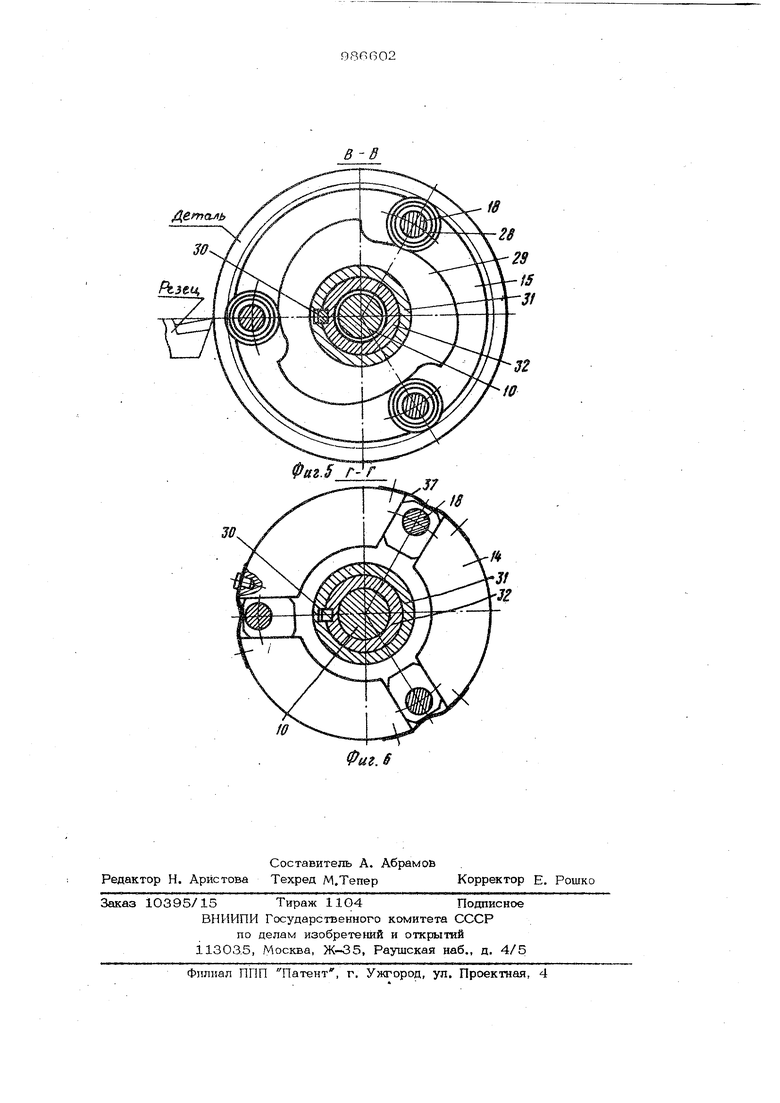
На фиг. 1 доказан общий вид устройства; на фиг. 2 - центровая оправка в разрезе; на фиг. 3 - сечение А-А на фкг, 2 ; на фкг. 4 - сечение Б-Б на с. 2; на ф1П. 5 - сечение В-В на фийг. 2 | на фиг. 6 -г сечение Г-Г на фиг. 2,
Устройство со держкт переднюю 1 ss заднюю 2 бабки токарного станка, планшайбу 3, на которой укреплена ввдугная полумуфта 4 зубчатой муфты. Ведомая по 1умуфта 5 закреплена на .раздвижной оправке 6, установленной в передней .и задней бабках, соответственно, с помо- щью вращающегося 7 и неподвижного 8 центров. От вращения разявижлая оправка зпфиксирована упором 9, установленным на задней бабке. Входящая в состав устройства нентровая раздвижная оправка (см. фнгч 2, 3, 4, 5, б) состоит из центральной оси 1О с закрепленными на ней с помощью шпонок 11, 12 и гаек 13 фланнакт 14 и 15 На наружной торцевой поверхности флан- ш 15 вьшолнены радиальные пазы 16, в которых размещен упор .9. На внутренних, обращенных к друг другу ловерх ностях фпанЦпв также имеются радмшьные пазы, в которых с помощью ползунов 17 смонтированы с возможностью радиального перемешения и вращения пилвндри- ческие стержни 18, проходящие через сквозные отверстия 15 фланца 14 и несущие на конпах шестерни 2О, связанные через паразитные шестерни 21с певтрвль ной шестерней 22, свободно устанежленно на хшпиндрической ступице фпввШ1 14. По стоянство зацепления паразитных шестерен 21с шестернями 20 н 22 обеспечивается с помощью планок 23 и 24, причем планки 23 смонтированы ва пнливдрв- ческой ступица шестерни 22 с возможностью свободного вращения, а планки 24 также установлены на соответстВуююих элементах оправки по посадке скольжения Шестерня 22 соединена с ведомой полу- муфтой 5 посредством шпонкн 25.. На центральной части стержней 18 установлены неподвижно с помоидж шпонок 26 цилиндрические втулки 27, мемоду которыми с возможностью вращения размещены ролики 28 несколько меньшего, чем втулки, диаметра, чтобы избегать их кон такта с обрабатываемой деталью. Ролики контактируют с кулачками 29, закрепленными с помощью шпонки. ЗО и распорсых втулок 31 на вращакшемся пиляндре 32, установленном на оси 10 и несущем червячное колесо 33, находящееся в задеплеНИИ с червяком 34 (см. фиг. 4), смонтированном с помощью втулки 35 н стопорного винта 36 в корпусе фланца 14. Кинематическое замыкание роликов 28 с кулачками 29 обеспечивается, например, плоскими пружинами 37. Зубчатый передаточный механизм оправки изолирован от сжружающей среды крышкой-мембраной 38, служащей одновременно для фиксации стержней 18 в осевом направлении. Для устранения смещения обрабатываемой детали в осевом направлении на одной из втулок 27 предусмотрен кольцевой бурт 39 Работает устройство следующим образом. При отведенной пиноли с неподвижным аентром 8 задней бабки 2 (см. фиг. 1) сшравку приподнимают и устанавливают на нее заготовку. Затем оправку опускают, обеспечивая ввод упора 9 в пазы 16 фланца 15, и поджимают задним центром 8, причем один из зажимных элементов оправ- ки должен находиться в плоскости перемещения режущего инструмента, т. е. напротив него. Вращением червяка 34 (см. фиг. 2-6) осуществляется вращение связанного с ним через посредство червягч- . ного колеса 33 цилиндра 32 с кУпачками 29, что приводит к перемещению в радиальном направлении роликов 28 са стержнями 18, и установленными на них втулками 27, а следовательно, к закреплению детали и ее деформации в пределах упругости в местах взаимодействия с втулками 27. После этого включается станок г вращение шпииделя передается стержням 18 с втулками 27 через планшайбу 3, устансйшендую на ней ведущую зубчатую полумуфту 4, ведомую зубчатую полумуфту 5, центральную шестерню 22, паразитные шестерни 21 и шестерни 2О. За счет сил трения стержни с втулками осуществляют вращение установленной на , них детали. Механизм развода стержней остается при этом неподвижным. Снятие детали после обработки производится в обратной последовательности. Использование изобретения при обработке тонкостенных деталей позволит повысить точность и качество обработки за счет снижения местных деформаций от силы резания и улучшения динамических характеристик системы СПИД. Формула изобретения Устройство для обработки тонкостенных тшиндрических деталей, содержащее заднюю бабку, планшайбу, установленную на шпинделе передней бабки, и оправку с раз- ЖШМ1НЫМИ элементами, установленную в центрах, отличающееся тем, что, с целью повышения точности и качества обработки, опр)авка снабжена установленными на ее концах фланцами с радиалыплмн пазами на торцах, втулкой с кулачками, установленной с возможностью вращения иа наружной поверхности оправки, червячной парой, червячное колесо ко(торой закреплено на втулке, а черв5ж смонтирован во фланце, расположенном со стороны перейней, бабки, незакрепленным на корпусе эадней бабки упором, размешен™ ным в наружном пазу второго фланпа, а разжимные элементы вьшолнены в виде установленных с возможностью вращения 5 и радиального перемещения, во внутренних пазах фланпеВ| стержней с роликами, связанными с кулачками втулки, и шестернями.
которые кинематически связаны через введенные в устройство центральную и паразитные шестерни и зубчатую муфту с планшайбой.
Источники информашв, принятые во внимание при экспер зе
1. Справочник металлиста, М., 1Машгиз, 1959, т. 4, с. 597, фиг. 40.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для навивки пружин к токарному станку | 1988 |
|
SU1639849A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| ВНУТРЕННИЙ САМОЦЕНТРИРУЮЩИЙ ЛЮНЕТ | 2013 |
|
RU2542045C1 |
| Зажимное устройство | 1981 |
|
SU1009630A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ФАСОК НА ДИСКАХ | 1973 |
|
SU364416A1 |
| Приспособление для навивки пружин к токарному станку | 1987 |
|
SU1428515A2 |
| СТАНОК ДЛЯ НАВИВКИ СПИРАЛЬНЫХ ПРУЖИН | 1969 |
|
SU250106A1 |
| Приспособление для автоматической установки резца в рабочее положение на станках с копирным резьбонарезным приспособлением | 1945 |
|
SU68304A1 |
| Товарный регулятор ткацкого станка | 1982 |
|
SU1101484A1 |
Фаг.1
Ss
Т
г
Т
20
36
35
л
10
Фиг. 3 Б-б
ФигЛ
W
18
Фиг.б
