Изобретение относится к машинестроению и предназначено для базирования и закрепления нежестких деталей, имеющих фасонную поверхность, например тонких колец или шайб, торцы которых представляют коническую : поверхность, на магнитной плите или планшайбе.
Известно устройство для базирования и закрепления, нежестких деталей на магнитной плите, которое состоит из неподвижных базирующих и подвижных промежуточных опор, причем промежуточная опора выполнена в виде немагнитного корпуса со сквозным пазом, в котором свободно размещена ферромагнитная головка (стержень). Ширина паза больше ширины стержня, а высота последнего больше расстояния между плитой и заготовкой. При включении магнитной плиты под деиствием магнитных сил стержень занимает положение, близкое к вертикальному, и становится в распор между плитой и заготовкой, воспринимая давление, возникающее от действия сил резания при шлифовании детали. При этом процесс подвода опоры происходит автоматически и не вызывает деформации детали л .
Недостатком этого устройства является то, что длина ферромагнитного стержня жестко связана и определяется расстоянием между плитой и заготонкой, а именно длина стержня на несколько долей миллиметра больше расстояния между плитой и заготовкой При несоблюдении этого условия самоторможения не произойдет. Обработка фасонных поверхностей, например конических торцов колец, производится за два перехода, сначала базируя деталь на плоскость, а затем на фасонную поверхность. При этом расстояния между поверхностью осевой опоры и деталью существенно отличаются. Вследствие этого описываемые подводн мне опоры не способны устранить деформацию детали.
Целью изобретения является повышение точности обработки нежестких деталей. . .
Поставленная цель достигается Тем, что в устройстве для базирования и закрепления нежестких деталей на магнитной плите, в корпусе которой размещены неподвижные ферромагнитные опоры и подвижные опоры, выполненные в виде полых немагнитных корпусов с расположенн л и в них ферромагнитными головками, корпус каждой подвижной опоры установлен с возможностью осевого перемещения в корпусе плиты, снабжен цанговой разжимной оправкой, в нем размещен с возможностью осевого перемещения ибч магнитный стакан с запрессованным
в его дно ферромагнитным диском, на стакане выполнен конический буртик, предназначенный для- взаимодействия с конусом цанговой оправки, а ферромагнитная головка жестко скреплена с корпусом опоры.
На чертеже представлено устройство для шлифования колец с конической поверхностью торцов, продольный разрез, вариант.
На магнитную планшайбу 1 жестко установлена полюсная наладка, соетрящая из немагнитного сепаратора 2 иполюсников 3, так, что полюсники планшайбы и наладки совпадают, по наружному диаметру наладки установлена обжимная крышка 4. С плоским торцом нападки взаимодействует заготовка 5, обрабатываемая, периферией шлифо)зального круга 6. Заготовка устанавливается в отверстие обжимной крышки, причем ось отверстия и ось наладки совпадают. Цилиндрическая поверхность отверстия служит радиальной опорой. в торце наладки по окружности, концентричной окружности радиальной опоры и отстоящей от нее на ширину обрабатываемого кольца, установлены с возможностью осевого перемещения подводиьвле опоры, каждая из которых выполнена в виде установочного и фиксирующего элементов. Установочный эпемеят представляет собой немагнитную разжимную цанговую оправку 7 с запрессованной в нее ферромагнитной головкой 8, Фиксирующий элемент представляет собой немагнитный пустотелый стакан 9 с коническим буртиком, телескопически расположенный в установочном элементе. Основание стакана представляет собой запрессованный в него ферромагнитный диск 10. Величина осевого зазора между ферромагнитными головкой 8 и диском 10 регулируется немагнитным винтом 11.
Устройство работает следующим образом.
Заготовка 5 устанавливается в отверстие обжимной крышки 4, цилиндрическая поверхность которой является радиальной опорой и прижимается к торцу нала,цки. Плотное прилегание участка торца, перпендикулярного оси детали, обеспечивается полюсниками 3. При включении магнитной планшайбы 1 заготовка, замыкая полюса вгнитов вследствие своих ферромагнитных свойств, становится магнитопроводной и притягивает подвижные в осевом направлении дополнительные опоры. При этом, магнитные силы действуют как на головку 8, так и на диск 10, но так как головка 8 расположена значительно ближе к поверхнос jcH деташи, чем диск 10, .т6 ведомый 3 1060 ею установочный элемент перемещаетсЯ быстрее, чем фиксирующий, который приводится в движение диском 10.. При достижении установочнымэлементом поверхности детали фиксирующий элемент под действием магнитных сил, действующих на ферромагнитное основание стакана 9, перемещается в осевом направлении относительно установочного элемента, выбирая зазор а и разжимая при этом своим коническимЮ буртиком разжимную цанговую оправку 7 и фиксируя установочный элемент iB осевом направлении. При выключении 964 магнитной планшайбы 1 фиксирующий элемент под действием собственного веса падает, освобождая npji этом цангу и увлекая за собой через винт 11 установочный элемент, Использование предлагаемого изобретения вразличных отраслях машиностроения позволит повысить точность обработки номенклатуры нежестких деталей, -имеющих сложную фасонную поверхность и устанавливаемых при ее обработке на магнитную плиту или планшайбу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| ТОКАРНЫЙ ПЛАВАЮЩИЙ ПАТРОН | 2010 |
|
RU2449862C2 |
| СПОСОБ УСТАНОВКИ ДЕТАЛИ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ | 2000 |
|
RU2201322C2 |
| Устройство для крепления нежестких деталей | 1984 |
|
SU1196205A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ШИН ЭЛЕКТРОТЕХНИЧЕСКИХ | 2023 |
|
RU2811023C1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ДИСКОВ | 2010 |
|
RU2443513C1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 2009 |
|
RU2423215C2 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2008 |
|
RU2390400C2 |
| СПОСОБ ФИКСАЦИИ НЕЖЕСТКОЙ ЗАГОТОВКИ СЛОЖНОГО ПРОФИЛЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2018 |
|
RU2701815C1 |
| СПОСОБ ИСПЫТАНИЯ НА ПРОЧНОСТЬ БЕТОНА СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, УСТРОЙСТВО ДЛЯ РАСТОЧКИ ПРОФИЛЬНОЙ КАНАВКИ, АНКЕРНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ИСПЫТАНИЯ БЕТОНА СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, СИЛОВОЕ УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ БЕТОНА СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, КОНДУКТОР ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ | 2004 |
|
RU2271528C1 |
УСТРОЙСТВО ДЛЯ БАЗИРОВАНИЯ И ЗАКРЕПЛЕНИЯ НЕЖЕСТКИХ ДЕТАЛЕЙ НА МАГНИТНОЙ ПЛИТЕ, В корпусе которой размещены HehoABKKHke ферромагнитные опоры и подвижные опоры, выполненные в виде полых немагнитных корпусов с расположенными в них ферромагнитными головкгил, о т л и ч д ю щ е е с я тем, что, с целью повышения точности обработки/корпус каждой подвижной опоры установлен с возможностью осевого перемещения в корпусе плиты, снабжен цанговой оправкой, конус которой находится в контакте с коническим буртиком, которым снабжен введенный в устройство стакан из немагнитного материала, имеющий возможность . осевого перемещения, при этом в дне стакана закреплен ферромагнитный диск, a ферромагнитная головка жестко связана с корпусом опоры. О 3 о со :о 9)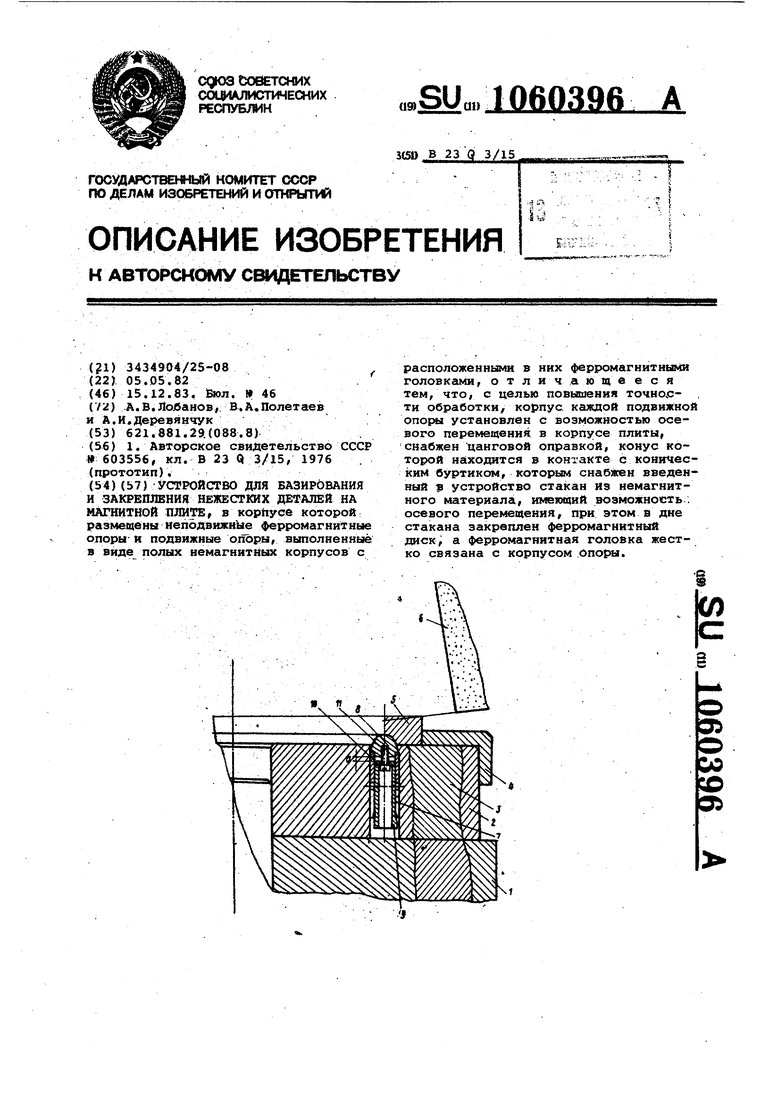
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для закрепления нежестких заготовок на магнитной плите | 1976 |
|
SU603556A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
