(54) ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ РЕЗЬБОЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с внутренними резьбами | 1982 |
|
SU1034915A1 |
| Литьевая форма для изготовления полимерных изделий с резьбами | 1982 |
|
SU1115912A1 |
| Литьевая форма для изготовленияРЕзьбОВыХ издЕлий из пОлиМЕРНыХМАТЕРиАлОВ | 1979 |
|
SU839717A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1978 |
|
SU785047A1 |
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU738890A1 |
| Литьевая форма для изготовления длинномерных полых полимерных изделий | 1983 |
|
SU1140975A1 |
| Механизм вывинчивания резьбовых знаков в литьевых формах для полимерных изделий | 1978 |
|
SU730583A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1986 |
|
SU1366414A1 |
| ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВС'Ч-; TJvJTi^'г |-ГчН'-^'-"•;-;--'::;и;.:-;;-.нд?;|С' i-i.':::, '• i.-л -т"-; f л-- >&^>&t-!x.f ; СПА | 1971 |
|
SU307905A1 |
1
Изобретение относится к переработке пластических масс в изделия.
Известно устройство, используемое в литьевых формах для -изготовления полимерных изделий с внутренней резьбой, содержащее вращающиеся резьбовые знаки различных диаметров, выполненные с возможностью относительного осевого перемещения 1.
Однако устройство не обеспечивает изготовления в изделии резьб с различным направлением.
Наиболее близкой по технической сущности к предлагаемой является литьевая форма для изготовления полимерных изделий с внутренней резьбой, содержащая подвижную и неподвижную полуформы и установленные в подвижной полуформе с возможностью вращения концентрично расположенные резьбовые знаки, причем хвостовик охватывающего знака выполнен в виде ходового винта, взаимодействующего с размещенной на нем резьбовой втулкой 2.
Недостатком этого устройства является невозможность автоматического вывинчивания из изделия резьбовых знаков, имеющих резьбы с разным направлением, винтовой линии, а также, если резьба меньщего диаметра имеет большой щаг, так как относительное перемещение резьбовых знаков при вывинчивании возможно только в одном направлении.
Цель изобретения - обеспечение возможности изготовления изделий с резьбами, имеющими различное направление.
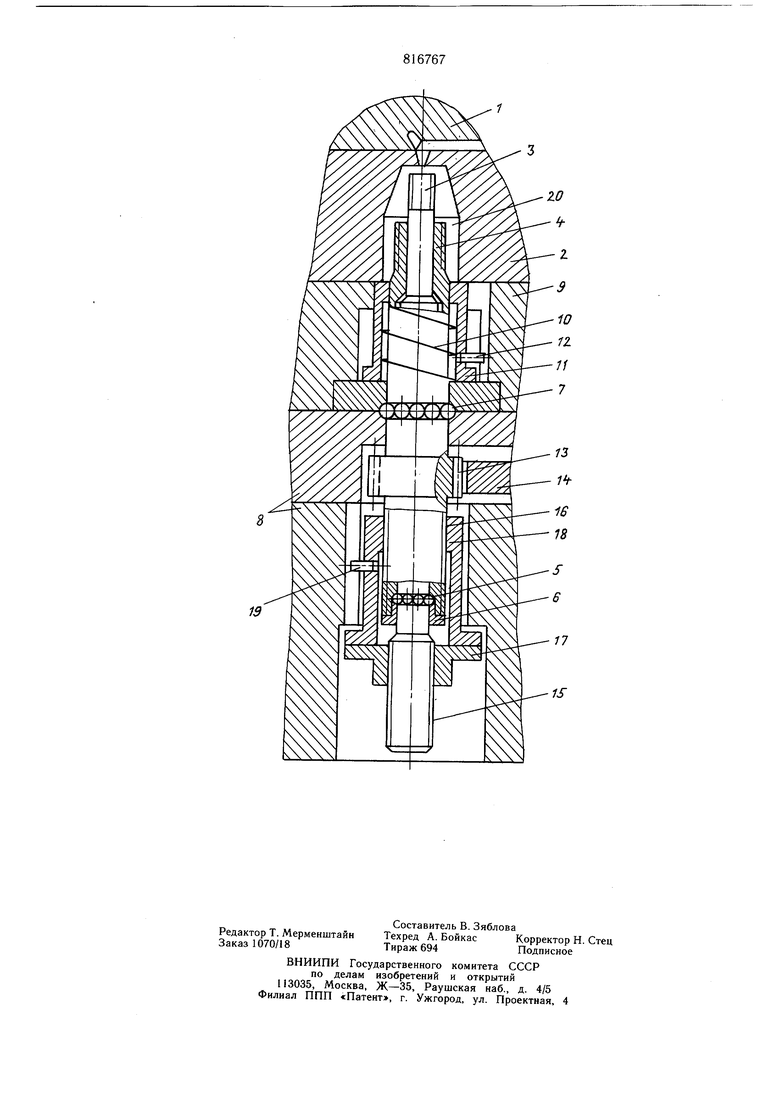
Поставленная цель достигается тем, что в литьевой форме для изготовления полимерных изделий с внутренней резьбой, содержащей подвижную и неподвижную полуформы и установленные в подвижной полуформе с возможностью вращения концентрично расположенные резьбовые знаки, причем хвостовик охватывающего знака выполиен в виде ходового винта, взаимодействующего с размещенной на нем резьбовой втулкой, хвостовик охватываемого резьбового знака выполнен в виде ходового винта и снабжен дополнительной резьбовой втулкой, а резьбовая втулка охватывающего знака установлена с возможностью осевого перемещения и жестко связана с дополнительной резьбовой втулкой, причем отношение щагов резьб ходовых винтов пропорционально отношению шагов оформляюших резьб знаков. Предлагаемое устройство изображено на чертеже, разрез его части по одному из оформляющих гнезд. Литьевая форма содержит неподвижную полуформу 1, матрицу 2, оформляющую наружную поверхность изделия, подвижную полуформу, в которой размещены резьбовые знаки 3 и 4, оформляющие внутреннюю поверхность изделия, соединенные между собой с помощью щариков 5 и крышки 6 установленные с помощью щариков 7 между знакодержателем 8 и плитой 9, в которой концентрично резьбовым знакам расположены подпружиненные пружинами 10 толкателя 11, имеющие штифты 12, концы которых входят в радиальные пазы плиВ средней части резьбового знака 4 выполнено зубчатое колесо 13, взаимодействующее с ведущей щестерней 14, а хвостовики резьбовых знаков 3 и 4 выполнены в виде ходовых винтов 15 и 16, взаимодействующих соответственно с резьбовыми втулками 17 и 18, соединенными между собой и имеющими щтифты 19, концы которых входят в радиальные пазы знакодержателя 8. Направление винтовых линий ходовых винтов 15 и 16 противоположно направлению винтовых линий соответственно резьбовых знаков 3 и 4, а отношение шагов резьб ходовых винтов прямо пропорционально отношению щагов резьб соответственно резьбовых знаков. Устройство работает следующим образом. После заливки пластмассы и требуемой технологической выдержки литьевая форма раскрывается, при этом отрывается точечный литник, после чего матрица 2 освобождает наружную поверхность изделия 20, резьбовый знак 4 и, взаимодействуя с ведущей шестерней 14, начинает вращаться, при этом резьбовые втулки 17 и 18, удерживаемые от проворачивания штифтом 19, совместно двигаются вниз, приводя во вращение резьбовой знак 3, направление вращения которого зависит только от направления винтовой линии ходового винта 15. Во время вывинчивания резьбовых знаков 3 и 4 изделие постоянно прижато к тол5кателю II, удерживаемому от проворота щтифтом 12 и имеющему на формующей стороне пазы, предохраняющие изделие от проворота. После полного выкручивания резьбовых знаков изделие из разъема литьевой формы удаляют сжатым воздухом. Затем литьевая форма закрывается, при этом толкатель 11 и матрица 2 устанавливаются в исходное положение. За счет реверса ведущей шестерни 14 возвращаются в первоначальное положение резьбовые втулки 17 и 18. После этого цикл повторяется. Предлагаемое устройство позволяет получать методом литья и прессования изделия, имеющие концентрично расположенные резьбы с любым соотношением щагов и направлений винтовых линий. Формула изобретения Литьевая форма для изготовления полимерных изделий с внутренней резьбой, содержащая подвижную и неподвижную полуформы и установленные в подвижной полуформе с возможностью вращения концентрично расположенные резьбовые знаки, причем хвостовик охватывающего знака выполнен в виде ходового винта, взаимодействующего с размещенной на нем резьбовой втулкой, отличающаяся тем, что, с целью обеспечения возможности изготовления изделий с резьбами, имеющими различное направление, хвостовик охватываемого резьбового знака выполнен в виде ходового винта и снабжен дополнительной резьбовой втулкой, а резьбовая втулка охватывающего знака установлена с возможностью осевого перемещения и жестко связана с дополнительной резьбовой втулкой, причем отношение шагов резьб ходовых винтов пропорционально отношению шагов оформляющих резьб знаков. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 400490, кл. В 29 D 1/00, 1971. 2.Авторское свидетельство СССР № 283550, кл. В 29 С 5/00, 1965 (прототип).
П
IS
