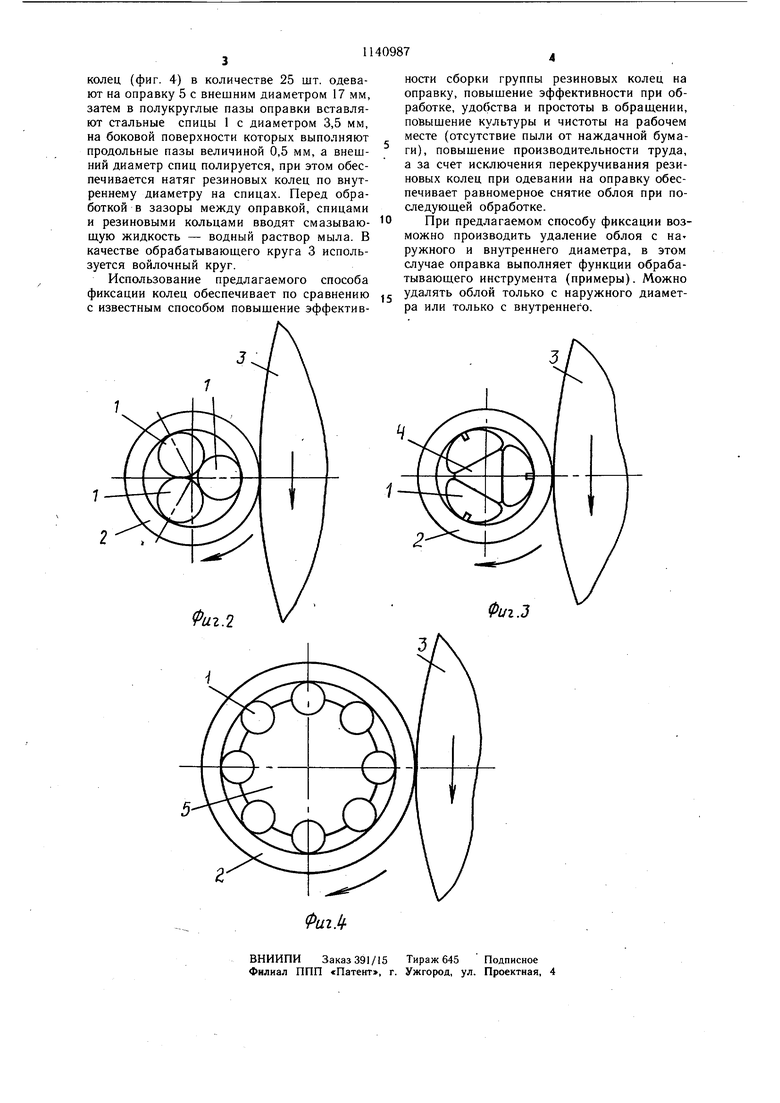
Изобретение относится к механической обработке резиновых технических изделий и мржет быть использовано при обработке резиновых колец, преимущественно малого диаметра. Известен .способ фиксации колец при удалении облоя, заключающийся в том, что резиновые кольца поштучно зажимают перед обработкой внутреннего диаметра губками 1. Однако такая фиксация колец приводит к смещению при установке кольца относитель но оси обрабатываемого инструмента, что отрицательно сказывается на качестве обработки. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ фиксации на оправке резиновых колец при удалении облоя, заключающийся в том, что кольца надевают на оправку плотно 2. Известна оправка для фиксации колец при удалении облоя, содержащей корпус 2. Известный способ заключается в том, что при обработке колец и по внутреннему и по наружному диаметру кольца надевают на оправку, корпус которой обернут наждачной бумагой, до диаметра соответствующего внутреннему диаметру обрабатываемых резиновых колец, т. е. кольца должны надеваться плотно, но с возможностью проворота. Однако при отношении внутреннего диаметра резинового кольца к диаметру сечения, равному четырем и более, происходит перекручивание резиновых колец, что в последующем при удалении облоя отрицательно сказывается на качестве обработки. Цель изобретения,- исключение перекручивания при надевании на оправку резиновых колец преимущественно малого внутреннего диаметра. Указанная цель достигается тем, что согласно способу фиксации на оправке резиновых колец при удалении облоя, заключающемуся в том, что кольца надевают на оправку плотно, используют оправку, состоящую из отдельных элементов при этом кольца надевают на один из элементов, а затем в зазор между внутренней поверхностью колец и элементом оправки вставляют по меньшей мере еще один элемент, В оправке для фиксации колец при удалении облоя, содержащей корпус, последний выполнен по меньшей мере в виде двух спиц. Во втором варианте оправки для фиксации колец при удалении облоя корпус выполнен в виде многогранного стержня и спиц, имеющих лыски для контакта с гранями стержня. В третьем варианте оправки для фиксации колец при удалении облоя корпус выполнен в виде цилиндрического стержня с продольными выемками по наружной поверхности и сопрягаемых с ними спиц. На фиг. 1 представлена оправка, состоящая из двух спиц, первый вариант; на фиг. 2 - то же, состоящая из трех спиц; на фиг.З и 4 - варианты оправки. По первому варианту оправка состоит из отдельных спиц I. В этом случае для осуществления способа, одну спицу 1 вставляют в отверстие обрабатываемых колец 2, затем в зазор между внутренней поверхностью и спицей оправки плотно вводят вторую спицу. Пример 1 (Вариант I). Проводят удаление облоя с резиновых колей, изготовленных из смеси резиновой НО-68-1 (ТУ 38-0051166-73) с внутренним диаметром 2,6 мм и диаметром сечения 3,5 мм. Группу деталей 2 (фиг. 1) в количестве 20 шт. одевают на стальную спицу 1 с диаметром 1,3 мМ, затем в зазор между спицей и резиновыми кольцами вставляют вторую такую же спицу. Таким образом осуществляют фиксации. В качестве обрабатываемого круга 3 используют круг щлифовальный. Пример 2 (вариант I). Проводят удаление облоя с резиновых колец, изготовленных из смеси резиновой 1847 (ТУ 38-0051166-73) с внутренним диаметром 4 мм и диаметром сечения 1 мм. Группу деталей 2 (фиг. 2) в количестве 50-60 щт. одевают на стальную спицу 1 с диаметром 2 мм, на боковой поверхности спицы выполнены продольные пазы величиной 0,3 мм, внешний диаметр которых полируют. Затем в зазор между спицей и резиновыми кольцами вставляют еще две такие же спицы, осуществляющие фиксацию кольца на оправке. Перед обработкой между спицами и резиновыми кольцами вводят смазывающую жидкость - воду. В качестве обрабатывающего круга 3 используют войлочный круг. Пример 3 (вариант II). Проводят удаление облоя с резиновых колец, изготовленных из смеси резиновой 4611 (ТУ 38-0051166-73) с внутренним диаметром 8 мм и диаметром сечения 2 мм. Группу деталей 2 (фиг. 3) в количестве 30 щт. одевают на трех.гранный стержень 4, затем в зазор между стержнем и резиновыми кольцами вставляют спицы 1, на цилиндрической поверхности которых выполнен продольный паз величиной 0,5 мм, по внешнему диаметру спицы полируют. Со стороны диаметрально противоположной обрабатывающему пазу на спице выполняется лыска. Спицы вставляют так, что плоскость лыски ложится на грань трехгранного стержня. В качестве обрабатывающего круга 3 используют круг щлифовальный. Пример 4 (вариант III). Проводят удаление облоя с резиновых колец, изготовленных из смеси резиновой НО-68-1 (ТУ 38-0051166-73) с внутренним диаметром 20 мм и диаметром сечения 2,5 мм. Группа резиновых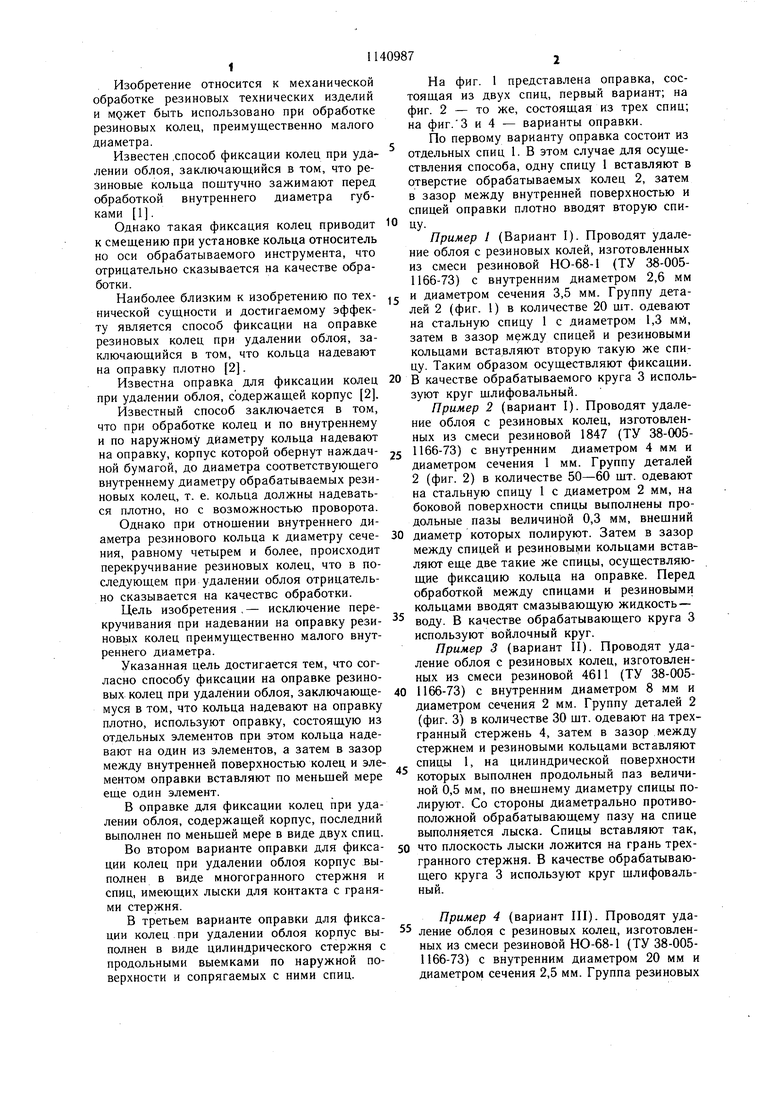
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления облоя с полимерных эластичных изделий | 1982 |
|
SU1121149A1 |
| Устройство для удаления облоя сРЕзиНОВыХ КОлЕц КРуглОгО СЕчЕНия | 1979 |
|
SU835810A1 |
| Станок для удаления облоя с кольцевых формованных изделий | 1980 |
|
SU927519A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕМБРАНЫ ПНЕВМОЦИЛИНДРА | 2002 |
|
RU2243422C2 |
| Оправка разборная | 1969 |
|
SU290667A1 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2201868C1 |
| Оправка | 1989 |
|
SU1743715A1 |
| Оправка | 1978 |
|
SU763140A1 |
| Длинная оправка для волочения труб | 1985 |
|
SU1360841A1 |
| Спицедержатель | 1980 |
|
SU923535A1 |
1. Способ фиксации на оправке резиновых колец при удалении облоя, заключающийся в том, что кольца надевают на оправку плотно, отличающийся тем, что, с целью исключения перекручивания при надевании на оправку резиновых колец преимущественно малого внутреннего диаметра. используют оправку, состоящую из отдельных элементов, при этом кольца надевают на один из элементов, а затем в зазор между внутренней поверхностью колец и элементом оправки вставляют по меньц1ей мере еще один элемент. 2.Оправка для фиксации колец при удалении облоя, содержащая корпус, отличающаяся тем, что, с целью исключения перекручиЬания при надевании на оправку резиновых колец преимущественно, малого внутреннего диаметра, корпус выполнен по крайней мере в виде двух спиц. 3.Оправка для с|)иксации колец при удалении облоя, содержащая корпус, отличающаяся тем, что, с целью исключения перекручивания при надевании на оправку резиVf новых колец преимущественно малого внутреннего диаметра, корпус выполнен в виде многогранного стержня и спиц, имеющих лыски для контакта с гранями стержня. 4.Оправка для фиксации колец при удалении облоя, содержащая корпус, отличающаяся тем, что, с целью исключения перекручивания при надевании на оправку резиновых колец преимущественно малого внутреннего диаметра, корпус выполнен в виде цилиндрического стержня с продольными выемками по наружной поверхности и сопрягаемых с ними спиц. UD 00 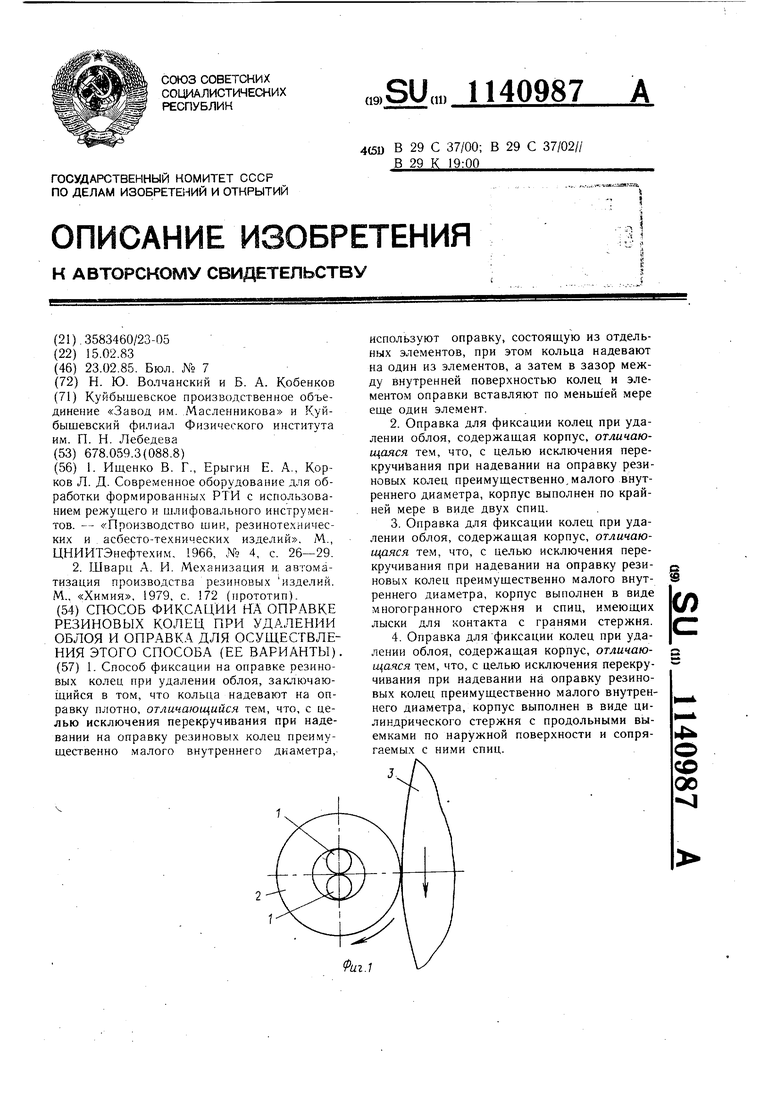
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ищенко В | |||
| Г., Ерыгин Е | |||
| А., Корков Л | |||
| Д | |||
| Современное оборудование для обработки формированных РТИ с использованием режущего и шлифовального инструментов | |||
| - «Производство шин, резинотехнических и , асбесто-технических изделий | |||
| М., ЦНИИТЭнефтехим, 1966, .No 4, с | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Шварц А | |||
| И | |||
| Механизация н автоматизация производства резиновых изделий | |||
| М. | |||
| «Химия, 1979, с | |||
| Приспособление для воспроизведения изображения на светочувствительной фильме при посредстве промежуточного клише в способе фотоэлектрической передачи изображений на расстояние | 1920 |
|
SU172A1 |
