4 IC Ю
Изобретение относится к машиностроению и может быть использовано при автоматизации процессов клепки.
Известно устройство для групповой клепки ступенчатого пакета, содержащее приводную плиту с закрепленным на ней корпусом, установленные в корпусе и подпружиненные относительно него пуансоны, прижим склепываемого пакета, а также механизм изменения положения пуансонов относительно пакета склепываемых деталей 1.
Недостатком известного устройства является то, что при автоматизации процесса клепки ступенчатого пакета его нельзя использовать на высокопроизводительных кривошипно-шатунных прессах, имеющих в процессе работы постоянный ход ползуна, так как при переходе пуансонов с одной ступени на другую в процессе клепки возникает разность величины хода корпуса устройства, а значит и жестко связанного с ним ползуна пресса. Следовательно, при переходе клепки с нижней на верхнюю ступень пакета известным устройством на указанных вьипе прессах возможен их выход из строя. Поэтому клепку ступенчатого пакета приходится производить за два прохода или на двух различных прессах, что в значительной мере сужает его технологические возможности и снижает производительность.
Цель изобретения - повыщение производительности устройства и расщирение технологических возможностей путем использования прессов с постоянным ходом ползуна.
Поставленная цель достигается те.м, что в устройстве для групповой клепки ступенчатого пакета, содержащем приводную плиту с закрепленным на ней корпусом, установленные в корпусе и подпружиненные относительно него пуансоны, прижим склепываемого пакета, а также механизм изменения ноложения пуансонов по высоте относительно склепываемого пакета, последний выполнен в виде поворотных проставок, штанг и следящих кулачков, а в плите выпо.пнен перпендикулярный оси пуансонов паз, при этом поворотные нроставки установ.чены в упомянутом пазу с возможностью размещения между опорными торцами пуансонов и плиты, штанги установлены в корпусе параллельно оси пуансонов с возможностью поворота относительно собственной оси, подпружинены в угловом направлении относительно корпуса и сочленены с поворотными проставками подвижно в осевом направлении и неподвижно в плоскости поворота, а следящие кулачки неподвижно закреплены на штангах с возможностью взаимодействия со ступенью пакета.
При этом толщина поворотных проставок равна толщине ближайшей к пуансону ступени пакета.
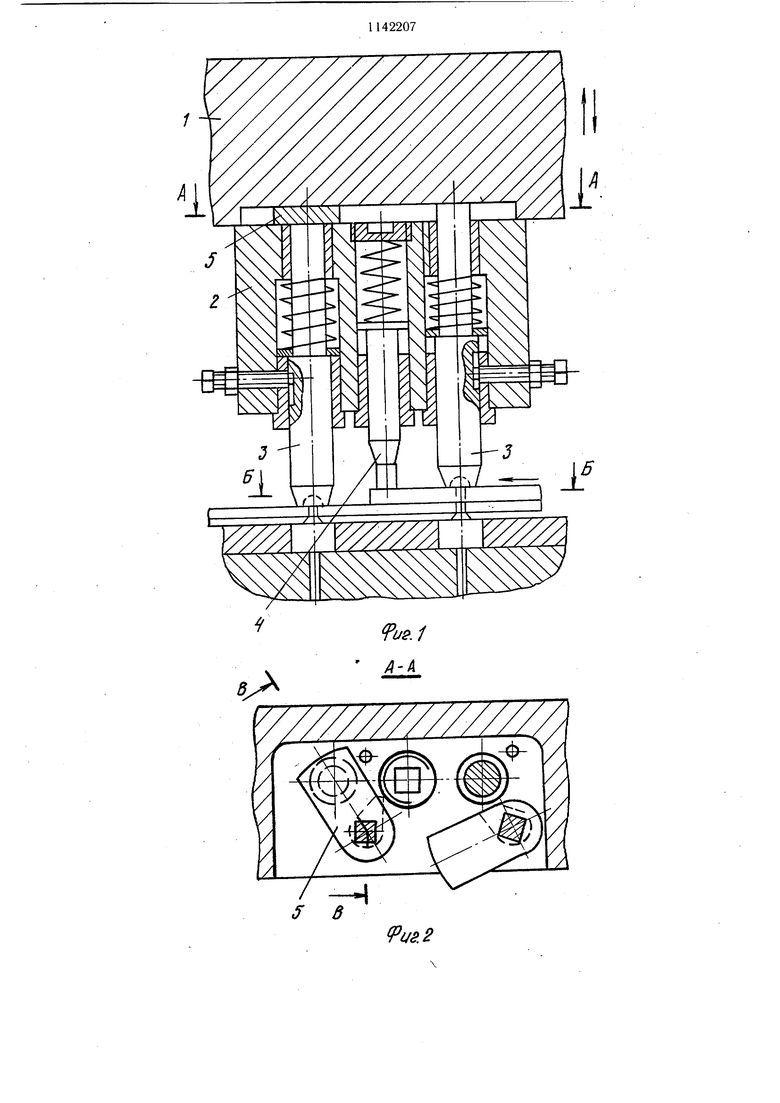
На фиг. I изображено устройство, общий вид в разрезе; на фиг. 2 - разрез А -А на фиг. 1; на фиг. 3 - разрез Б - Б на фи1 1; на фиг. 4 - разрез В-В па фиг. 2.
Устройство для клепки ступенчатого пакета содержит закрепленный на верхней приводной плите 1, связанной с ползуном пресса, корпус 2, в котором установлены плавающие пуансоны 3 и прижим 4 склепываемого пакета.
Над верхни.ми торцами пуансонов 3 расположены гуоворотные проставки 5, жестко связанные вертикальными птангами 6 со следящими кулачками 7, установленнь ми на уровне верхней ступени пакета и контактирующими с последней, причем толщина поворотных проставок 5 равна толщине верхней ступени склепываемого пакета.
Вертикальные штанги б, установленные с возможностью поворота на кронштейне 8, закрепленном на нижней плите 9, проходят через отЕ ерстие корпуса 2 в направляющую втулку 10 верхней плиты 1 и имеют защемленные концами на штанге 6 и кронштейне 8 пружины 11 кручения. Верхняя плита 1 крепится к ползуну пресса и совершает с ним в процессе работы возвратно-поступательное движение.
Устройство работает следующи.м образом.
После подачи на таг ступенчатого пакета в зону клепки в направлении, обозначенном на фиг. 1 стрелкой, когда торец верхней ступени еще не контактирует с установленр-;ыми на ее уровне следящими кулачками 7, последние под действием пружины 1 остаются в исходном положении Связанные с кулачками 7 через вертикальную птангу 6 поворотные проставки 5 в это.м случае находятся в исходно.м положении пад ве,рх11и ш торцами пуансонов 3, тем самым фиксируя их в нижнем положении. При подаче на шаг, когда верхняя ступень пакета своим торцом поворачивает следящие кулачки 7 и связанные с ними поворотные проставки 5, последние освобождают верхние торцы пуансонов 3, обеспечивая тем самым их подъем при клепке на тОоицину верхней ступени пакета.
В том случае, когда верхняя ступень пакета своим торцом повернет один из следящих кулачков 7, например, правый, как показано на фиг. 3, левый пуансон будет занимать нижнее положение, а правый - верхнее (фиг. 1).
Использование предлагаемого устройства на высокопроизводительных кривошипношатунных прессах позволяет склепывать ступенчатые пакеты за один проход на одно.м прессе, в результате чего расширяются его технологические возможности и повьппается производительность.
(Pus. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для групповой клепки | 1985 |
|
SU1274839A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1992 |
|
RU2030946C1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
| Клепальный пресс | 1981 |
|
SU986573A2 |
| Штамп для групповой клепки ступенчатых деталей | 1990 |
|
SU1712057A1 |
| Станок для групповой клепки | 1987 |
|
SU1488096A1 |
| Устройство для групповой клепки | 1985 |
|
SU1319999A1 |
| Устройство к прессу для групповойКлЕпКи | 1979 |
|
SU804174A1 |
| Устройство для групповой клепки | 1973 |
|
SU439337A1 |

1. УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ СТУПЕНЧАТОГО ПАКЕТА, содержащее приводную плиту с закрепленным на ней корпусом, установленные в корпусе и подпружиненные относительно него пуансоны, прижим склепываемого пакета, а также механизм изменения положения пуансонов по высоте относительно склепываемого пакета, отличающееся тем,, что, с целью повышения производительности и расширения технологических возможностей путем использования прессов с постоянным ходом ползуна, механизм изменения положения пуансонов по высоте относительно склепываемого пакета выполнен в виде поворотных проставок, штанг и следяш,их кулачков, а в плите выполнен перпендикулярный оси пуансонов паз, при этом поворотные проставки установлены в упомянутом пазу с возможностью размещения между опорными торцами пуансонов и плиты, штанги установлены в корпусе параллельно оси пуансонов с возможностью поворота относительно собственной оси, подпружинены в угловом направлении относительно корпуса и сочленены с поворотными проставками подвижно в осевом направлении и неподвижно в плоскости поворота, а следящие кулачки неподвижно закреплены на штангах с возможностью взаимодействия со ступенью пакета. 2. Устройство по п. 1, отличающееся тем, что толщина поворотных проставок равна толщине ближайшей к пуансону ступени пакета.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для групповой клепки | 1973 |
|
SU439337A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
