Изобретение относится к сварке, а именно к устройствам для перемещения сварочной аппаратуры, и может быть использовано в сварочном производстве машиностроительных предприятий при ручной полуавтоматической сварке.
Известна колонна поворотная для сварочного полуавтомата, содержащая стойку, смонтированную на стойке каретку, консоль, соединенную с кареткой при помощи цилиндрического шарнира, включающего палец, винтовой привод каретки, включающий гайку, смонтированную на каретке, и ходовой винт 1.
Однако известная колонн.а ненадежна изза вибрации, появляющейся при перемещении каретки вследствие удаленности винтовой пары от центра перемещаемой по стойке массы.
Цель изобретения - повыщение надежности работы колонны путем расположения винтовой пары в месте, наиболее близком к центру тяжести перемещаемой по колонне массы.
Поставленная цель достигается тем, что в колонне поворотной для сварочного полуавтомата, содержащей стойку, смонтированную на стойке каретку, консоль, соединенную с кареткой при помощи цилиндрического шарнира, включающего палец, винтовой привод каретки, включающий гайку, смонтированную на каретке, и ходовой винт, палец цилиндрического щарнира выполнен полым, а гайка с ходовым винтом смонтированы внутри пальца, при этом вдоль стойки выполнена лыска, а каретка снабжена роликом, смонтированным на ней с возможностью взаимодействия с лыской стойки.
На фиг. 1 изображена колонна, общий вид сбоку; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. I; на фиг. 5 - сечение В-В на фиг. 2.
Колонна поворотная (фиг. 1) содержит стойку 1 круглого сечения, смонтированную на стойке 1 каретку 2, связанную посредством самоустанавливающейся гайки 3 с ходовым винтом 4 винтового привода 5 и снабженную цилиндрическим шарниром 6 с пальцем 7 (фиг. 4), на котором с возможностью поворота установлена двуплечая консоль 8. В нижней части каретки 2 между осями стойки 1 и щарнира 6 смонтирован ролик 9 (фиг. 2 и 3), взаимодействующий с лыской 10, выполненной на цилиндрической поверхности стойки 1 по длине хода каретки 2. Ролик 9 смонтирован на эксцентричном пальце 11, который при помощи клеммного крепления 12 обеспечивает поджим ролика 9 к лыске 10. Такое взаимодействие ролика 9 с лыской 10 обеспечивает ограничение проворота каретки 2 вокруг круглой стойки 1. В пальце 7 (фиг. 4) соосно его оси выполнены нижняя 13 и верхняя 14 внутренние
цилиндрические полости, причем диаметр полости 13 больще диаметра полости 14, а диаметр полости 14 больше диаметра резьбы ходового винта 4. В полости 13 смонтирована самоустанавливаюшаяся гайка 3, проворот которой в полости 13 ограничен болтом 15 и самоустановка которой обеспечивается тем, что ее верхняя торцовая плоскость 16 и взаимодействующая с ней плоскость пальца 7 выполнены сферическими. Палец 7 закреплен в каретке 2 при помощи запорного кольца 17 и болта 18 (фиг. 5). Двуплечая консоль 8 состоит из рычагов
19и 20, связанных между собой вертикально расположенным шарниром 21. На рычаге 20 закреплен подающий механизм 22 сварочного полуавтомата и установлена с возможностью поворота вокруг вертикальной оси кассета 23 со сварочной проволокой 24.
Колонна работает следующим образом.
При съеме пустой кассеты 23 и загрузке новой кассетой со сварочной проволокой 24 каретка 2 с консолью 8 находится в нижнем положении. После протяжки проволоки 24 в подающий механизм 22 сварочного полуавтомата сварщик поднимает подающий механизм 22 и кассету 23 в вертикальное положение, необходимое для сварки. Перемещение каретки 2 по стойке 1 производится приводным ходовым винтом 4, который свободно с радиальным зазором вращается внутри полости 14 пальца 7. При подъеме каретки 2 ходовой винт усилием, направленным вверх, создает в паре скольжения стойка 1 - ползун 2 крутящий момент, направленный против часовой стрелки (фиг. -1). Поскольку усилие от массы консоли 8 создает крутящий момент, который направлен по часовой стрелке и создает затирание каретки 2 на стойке 1, то крутящий момент, создаваемый усилием ходового винта 4 и направленный в противоположную сторону, противодействует такому затиранию при перемещении каретки 2 вверх по стойке 1, обеспечивая тем самым плавность перемещения. При перемещении каретки 2 по стойке 1 вниз ходовой винт 4 создает усилие, направленное вниз и способствующее созданию крутящего момента, направленного по часовой стрелке. Однако это усилие от ходового винта 4 воспринимается парой качения ролик 9 - лыска 10, что также противодействуетзатиранию каретки 2 при ее перемещении по стойке 1.
При перемещении сварщика в зоне сварки он вручную перемещает в горизонтальной плоскости подающий механизм 22 на двуплечей консоли 8.
При этом подающий механизм 22 поворачивается вместе с кассетой 23 на рычаге
20вокруг щарнира 21, -а рычаг 19 поворачивается вокруг неподвижного пальца 7. Шарниры 6 и 21 снабжены фрикционными тормозными устройствами, которые обеспечивают оптимальное усилие поворота рычагов 19 и 20 и предотвращают их от самопроизвольно1;о поворота (тормозные устройства не показаны).
Таким образом, предлагаемая колонна поворотная обладает следующими преимуществами. Расположение самоустанавливающейся гайки и ходового винта внутри пальца щарнирного узла позволяет: без увеличения консольных усилий, изгибающ-их стойку, улуцщить условия работы трущейся пары ползун-стойка при перемещении ползуна вверх, исключить затирание, рывки и т. д.; улучщить условия работы пары ходовой винт-гайка; повысить надежность работы колонны. Выполнение элемента, ограничивающего проворот ползуна вокруг стойки, в виде поджимного, ролика и расположения его в нижней- части ползуна улучщают условия перемещения ползуна по стойке вниз, повыщают надежность работы колонны. Разгрузка направляющей стойки от дополнительных динамических усилий при перемещении по ней каретки с консолью позволяет уменьщить жесткость стойки, т. е. уменьшить ее металлоемкость за счет уменьщения круглого сечения направляющей и уменьшения толщины ребер, из которых сварено основание стойки. В результате разгрузки направляющей стойки от динамических усилий и уменьшения массы ползуна металлоемкость колонны снижается на 22%.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закрепления каретки | 1982 |
|
SU1039677A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Установка для сварки внутренних и наружных швов отводов трубопроводов | 1981 |
|
SU996150A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Устройство для формования изделий "мюзле | 1977 |
|
SU751485A1 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| Сварочная установка | 1986 |
|
SU1388240A1 |
| Устройство для сборки и сварки двух продольных швов прямоугольных изделий | 1985 |
|
SU1338998A1 |
| КРАН-ШТАБЕЛЕР | 1972 |
|
SU419469A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СООСНЫХ ОТВЕРСТИЙ | 1999 |
|
RU2173242C2 |

КОЛОННА ПОВОРОТНАЯ ДЛЯ СВАРОЧНОГО ПОЛУАВТОМАТА, содержащая стойку, смонтированную на стойке каретку, консоль, соединенную с кареткой при помощи цилиндрического щарнира, включаюш,его палец, винтовой привод каретки, включающий гайку, смонтированную на каретке, и ходовой винт, отличающаяся тем, что, с целью повышения надежности работы колонны путем расположения винтовой пары в месте, наиболее близком к центру тяжести перемещаемой по колонне массы, палец цилиндрического шарнира выполнен полым, а гайка с ходовым винтом смонтированы внутри пальца, при этом вдоль стойки выполнена лыска, а каретка снабжена роликом, смонтированным на ней с возможностью взаимодействия с лыской стойки. (/)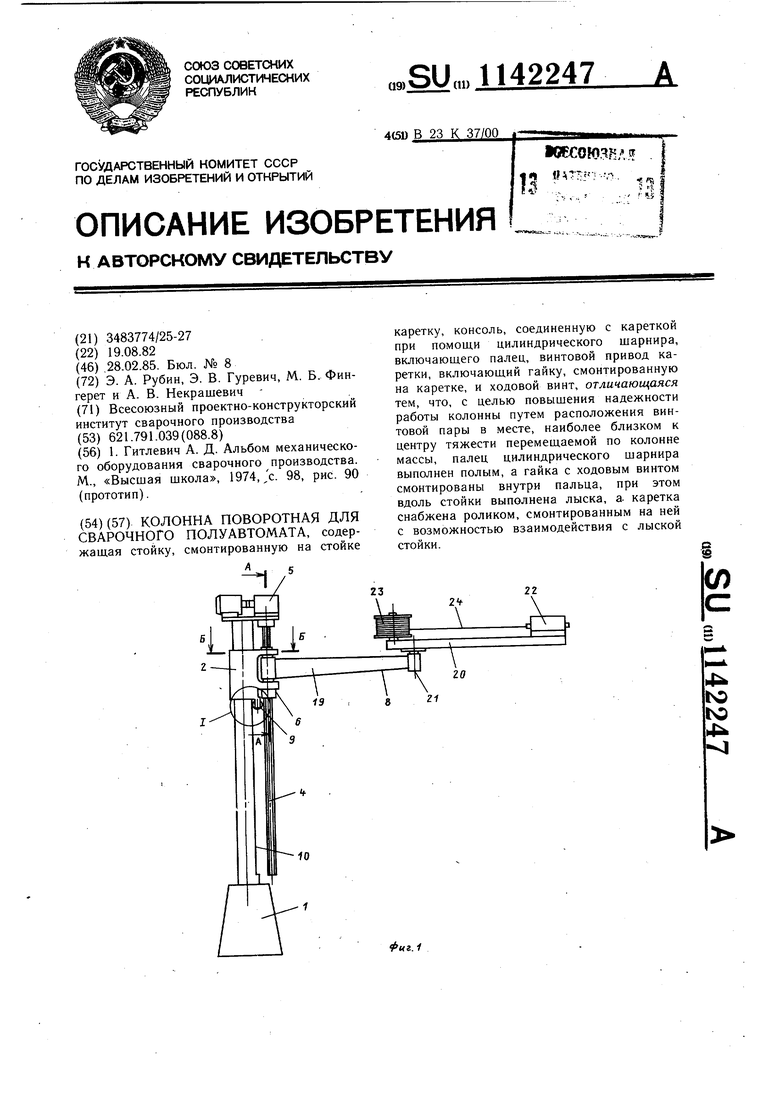
10 9 f
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гитлевич А | |||
| Д | |||
| Альбом механического оборудования сварочного производства | |||
| М., «Высшая школа, 1974,,с | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
