Изобретение относится к сварке, а именыо к конструкции устройства для сборки и сварки двух продольных швов прямоугольных изделий, преимущественно пускорегулирующих аппаратов люминесцентных ламп.
Цель изобретения - улучшение ка- нества путем повышения точности сборки изделий с требуемыми электромаг- ю нитными параметрами.
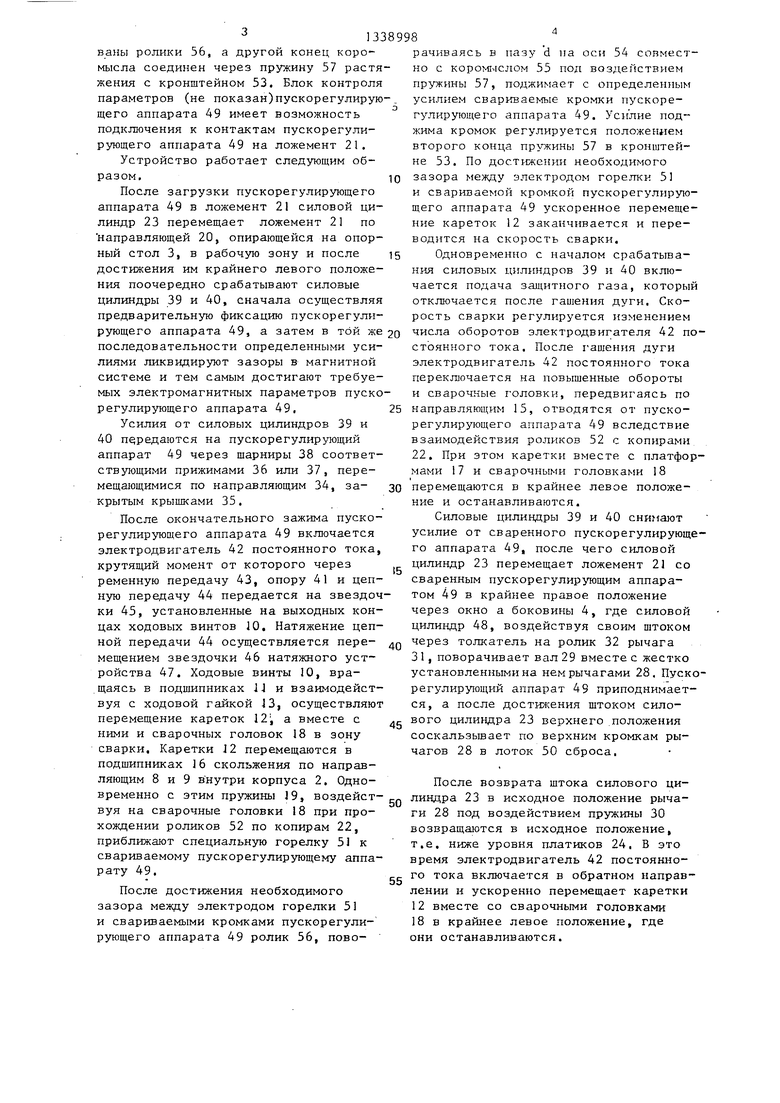
На фиг.1 изображено устройство для сборки и сварки двух продольных швов прямоугольных изделий, общий вид; на фиг.2 - разрез А-А на фиг.1; 15 на фиг.З - разрез Б-Б на фиг.1; на фиг.4 разрез В-Б на фиг.1; на ,5 - разрез Г-Г на фиг,4; на ,6 - разрез Д-Д на фиг.1; на .7 разрез Е-Е на фиг.15 на 20 ,8 - разрез Ж-Ж на фиг.7; на разрез 3-3 на фиг.8; на
фиг. фиг, фиг, фиг, фиг, фиг, фиг, фиг.
Q „
10- сечение И-И на фиг.; на
11- сечение К-К на фиг.2; на
12 - узел поджима кромкопускоре- гулируюшего аппарата.
Устройство содержит основание 1 , корпус 2, состоящий из опорного стола 3, боковины 4 и крышки 5, скреп
25
силового цилиндра 23j закрепленного снаружи корпуса, и представляет собой У образную призму с установленны ми на ней опорными платиками 24. В нижней части ложемента 21 имеются об работанные плоскости b для скольжения по Т-образной направляющей 20. Внутри ложемента 21 выполнены каналы с с двумя резьбовыми отверстиями на торце, в которые установлены патрубки 25 для подачи охлаждающей воды Патрубки 25 наружными концами закреп лены Б крони1тейне 26, который подде живается стержнем 27 и имеет возмож ность скольжения вдоль стержня.
На ложементе 21 смонтирован меха низм сброса, состоящий из двух рыча гов 28, закрепленных на валу 29, rip жины 30, посаженной на консоль вала 29 и упирающейся своими отогнутыми концами в ложемент 21 и рычаг 31. Ры чаг 31 соединен с валом 29, а на св бодном конце имеет ролик 32.
Крышка 5 представляет собой свар ную конструкцию, состоящую из двух боковин с фланцами, продольной V-об разной призмы 33, ребер жесткости, полос и пластин. На двух смежных пл
ленной болтами с корпусом 2, и состав-Ю костях призмы 33 закреплены направляющие 34, закрытые крышками 35, внутри которых расположены прижимы 36 и 37, соединенные через шарниры 38
ляющии жесткую силовую конструкцию. На станине 1 размещены воздуховод 6 и стол 7.
Внутри корпуса 2 смонтированы две пары направляюш,их 8 и 9, два ходовых винта 10, установленных в подшипниках 11 и предназначенных для продольного перемещения кареток 12. Ходовые гайки 13, образующие с ходовыми винтами 10 передачу винт-гайка, контактируют с пазом кронштейна 14, жестко закрепленного внизу каретки 2, На верхних стенках кареток 12 установлено по две направляющие 15, на которых на подшипниках 16 скольжения установлены платформы 17 со сварочными головками 18, каждая из которых подпружинена пружинами 19 сжатия и имеет возможность поперечного перемещения относительно ходового винта 10.
На опорном столе 3 установлена Т-образная направляющая 20, консоль- но выходящая над столом 7 за боковину 4 через окно а боковины 4, На направляющей 20 установлен ложемент
21,а на боковых поверхностях стола 3 закреплены два продольных копира
22.Ложемент 21 соединен со штоком
35
40
45
50
55
и 37, соединенные через
с приводами в виде силовых цилинд ров 39 и 40, закрепленными на крышке 5, соединенной с основанием 1, Усилие, развиваемое силовыми цилинд рами 39 и 40, может регулироваться.
Внутри основания 1 установлены опора 41 и электродвигатель 42 постоянного тока, соединенные ременной передачей 43, Противопололшый конец вала опоры соединен цепной передачей 44 со звездочками 45, закрепленными на концах ходовых винтов 10, а также со звездочкой 46 натяжного устрой ства 47 .
На столе 7 установлены силовой цилиндр 48 для сброса пускорегулирую щих аппаратов 49 и лоток 50 сброса.
Сварочная головка 18 содержит горелку 51, смонтированную на платформе 17, В передней части платформы 17 установлены ролики-52, контактирующие с копирами 22. Б верхней части платформы 17 установлены кронштейны 53, в прорези d которых на оси 54 установлено коромысло 55. На переднем конце коромысла 55 смонтиро
5 0
5
силового цилиндра 23j закрепленного снаружи корпуса, и представляет собой У образную призму с установленными на ней опорными платиками 24. В нижней части ложемента 21 имеются обработанные плоскости b для скольжения по Т-образной направляющей 20. Внутри ложемента 21 выполнены каналы с с двумя резьбовыми отверстиями на торце, в которые установлены патрубки 25 для подачи охлаждающей воды. Патрубки 25 наружными концами закреплены Б крони1тейне 26, который поддерживается стержнем 27 и имеет возможность скольжения вдоль стержня.
На ложементе 21 смонтирован механизм сброса, состоящий из двух рычагов 28, закрепленных на валу 29, ripy- жины 30, посаженной на консоль вала 29 и упирающейся своими отогнутыми концами в ложемент 21 и рычаг 31. Рычаг 31 соединен с валом 29, а на свободном конце имеет ролик 32.
Крышка 5 представляет собой сварную конструкцию, состоящую из двух боковин с фланцами, продольной V-об- разной призмы 33, ребер жесткости, полос и пластин. На двух смежных плосляющие 34, закрытые крышками 35, внутри которых расположены прижимы 36 и 37, соединенные через шарниры 38
5
0
5
0
5
и 37, соединенные через
с приводами в виде силовых цилиндров 39 и 40, закрепленными на крышке 5, соединенной с основанием 1, Усилие, развиваемое силовыми цилиндрами 39 и 40, может регулироваться.
Внутри основания 1 установлены опора 41 и электродвигатель 42 постоянного тока, соединенные ременной передачей 43, Противопололшый конец вала опоры соединен цепной передачей 44 со звездочками 45, закрепленными на концах ходовых винтов 10, а также со звездочкой 46 натяжного устройства 47 .
На столе 7 установлены силовой цилиндр 48 для сброса пускорегулирующих аппаратов 49 и лоток 50 сброса.
Сварочная головка 18 содержит горелку 51, смонтированную на платформе 17, В передней части платформы 17 установлены ролики-52, контактирующие с копирами 22. Б верхней части платформы 17 установлены кронштейны 53, в прорези d которых на оси 54 установлено коромысло 55. На переднем конце коромысла 55 смонтированы ролики 56, а другой конец коромысла соединен через пружину 57 растяжения с кронштейном 53, Блок контроля параметров (не показан)пускорегулирую щего аппарата 49 имеет возможность подключения к контактам пускорегули- рующего аппарата 49 на ложемент 21.
Устройство работает следующим образом,
После загрузки пускорегулирующего аппарата 49 в ложемент 21 силовой цилиндр 23 перемещает ложемент 21 по направляющей 20, опирающейся на опорный стол 3, в рабочую зону и после достижения им крайнего левого положения поочередно срабатывают силовые цилиндры 39 и 40, сначала осуществляя предварительную фиксацию пускорегулирующего аппарата 49, а затем в той же 20 числа оборотов злектродвиг;ателя 42 по
последовательности определенными усилиями ликвидируют зазоры в магнитной системе и тем самым достигают требуемых электромагнитных параметров пускорегулирующего аппарата 49,
Усилия от силовых цилиндров 39 и 40 передаются на пускорегулирующий аппарат 49 через щарниры 38 соответствующими прижимами 36 или 37, перемещающимися по направляющим 34, закрытым крышками 35,
После окончательного зажима пускорегулирующего аппарата 49 включается электродвигатель 42 постоянного тока, крутящий момент от которого через ременную передачу 43, опору 41 и цепную передачу 44 передается на звездочки 45, установленные на выходных концах ходовых винтов 10, Натяжение цепной передачи 44 осуществляется пере- мещением звездочки 46 натяжного устройства 47. Ходовые винты 10, вращаясь в подшипниках И и взаимодействуя с кодовой гайкой 43, осуществляют перемещение кареток 12 а вместе с ними и сварочных головок 18 в зону сварки. Каретки 12 перемещаются в подшипниках 16 скольжения по направляющим 8 и 9 внутри корпуса 2, Одновременно с этим пружины J9, воздействуя на сварочные головки 18 при прохождении роликов 52 по копирам 22, приближают специальную горелку 51 к свариваемому пускорегулирующему аппарату 49,
После достижения необходимого зазора между электродом горелки 51 и свариваемыми кромками пускорегулирующего аппарата 49 ролик 56, пово
рачиваясь в пазу d на оси 54 совместно с KopOMi icjiOM 55 под воздействием пружины 57, поджимает с определенным усилием свариваемые кромки пускорегулирующего аппарата 49, Усилие поджима кромок регулируется положением второго конца пр окины 57 в кронштейне 53, По достижении необходимого зазора между электродом горелки 51 и свариваемой кромкой пускорегулирующего аппарата 49 ускоренное перемещение кареток 12 заканчивается и переводится на скорость сварки.
Одновременно с началом срабатыва- няя силовых цилиндров 39 и 40 включается подача защитного газа, который отключается после гашения дуги. Скорость сварки регулируется изменением
0
5
о
стоянного тока. После г-ашения дуги электродвигатель 42 постоянного тока переключается на повышенные обороты и сварочные головки, передвигаясь по
5 направляющим 15, отводятся от пускорегулирующего аппарата 49 вследствие взаимодействия роликов 52 с копирами 22, При этом каретки вместе с платформами 17 и сварочными головками 18 перемещаются в крайнее левое положение и останавливаются.
Силовые цилиндры 39 и 40 снимшот усилие от сваренного пускорегулирующего аппарата 49, после чего силовой цилиндр 23 перемещает ложемент 21 со сваренным пускорегулирующим аппаратом 49 в крайнее правое положение через окно а боковины 4, где силовой цилиндр 48, воздействуя своим штоком через толкатель на ролик 32 рычага 31, поворачивает вал 29 вместе с жестко установленными на нем рычагами 28. Пускорегулирующий аппарат 49 приподнимается, а после достиясения щтоком силод вого цилиндра 23 верхнего положения соскальзьшает по верхним кромкам рычагов 28 в лоток 50 сброса.
После возврата штока силового цилиндра 23 в исходное положение рычаги 28 под воздействием пружины 30 возвращаются в исходное положение, т,е, ниже уровня платиков 24, В это время электродвигатель 42 постоянного тока включается в обратном направлении н ускоренно перемещает каретки 12 вместе со сварочными головками 18 в крайнее левое положение, где они останавливаются.
3389
Во время работы происходит постоянное охлаждение ползуна 21 за счет подачи охлаждающей воды ио патрубкам 25 в каналы с. При движении g ползуна 2I его обработанные плоскости Ь скользят по Т-образной направляющей 20, при этом кронштейн 26 .поддерживается и скользит вдоль стержня 27.10
Далее при установке деталей нового пускйрегулирующего аппарата 49 цикл работы повторяется.
15
Таким образом, устройство для сборки и сварки двух продольных швов прямоугольных изделий, преимущественно пускорегулирующих аппаратов люминес- . центнйх ламп, позволяет повысить ка- 20 чество изделий путем повышения точности сборки изделий с требуемыми электромагнитными параметрами.
g 10
рмула изобретения Устройство для сборки и сварки двух продольных швов прямоугольных изделий, преимущественно пускорегулирующих аппаратов люминесцентных ламп, содержаи1ее смонтированные на основании охлаждаемый ложемент для изделия, перемещаемые по копиру вдоль направ- ляюпщх сварочные головки, механизмы подачи заготовок в ложемент и сброса сваренного изделия из ложемента, отличающееся тем, что, с целью улучщения качества путем повышения точности сборки изделий с требуемыми электромагнитными параметрами, устройство оснащено смонтированными на основании приводами с шарнир- но установленными на них прижимами изделия к ложементу, а сварочные головки оснащены подпружиненньши роликами для поджима свариваемых кромок изделия в процессе сварки.
Фиг.1
SI
Б - 5 г 53 Sfst 57
Фиг.З
h-г
.«7
Фил1/
a±3в-L
s
TJ
7Z
ГГГ777
} n
Фиг 5
26
№
27
ж
V
Е-Е
Фтг.б
fPuB. 1
-19
U1.
-3:
,т
SO
Фиг 8
25
28 29
Фиг.Ш
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной сварки | 1978 |
|
SU764893A1 |
| Манипулятор для вращения в процессе сварки изделий | 1978 |
|
SU751547A1 |
| Машина для контактной сварки по контуру | 1978 |
|
SU747650A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Машина для контактной стыковой сварки | 1977 |
|
SU725839A1 |
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
| Устройство для сборки и сварки криволинейного днища с боковинами | 1990 |
|
SU1756085A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1985 |
|
SU1368146A1 |




Изобретение относится к сварке, а именно к конструкции устройства для сборки и сварки двух продольных швов прямоугольных изделий, преимущественно пускорегулирующих аппаратов люминесцентных ламп. Целью изобретения является улучшение качества изделий. Устройство содержит смонтированный на основании 1 охлаждаемый ложемент 21 для изделия и перемещаемые по копиру 22 вдоль направляющих 8 две сварочные головки. На основании закреплены приводы 39 и 40, с которыми шарнирно соединены прижимы 36 и 37 изделия к ложементу 21. Сварочные головки оснащены подпружиненными роликами 56 для поджима свариваемых кромок изделия 49 в процессе сварки. При поджиме изделия прижимами 36 и 37 и обкатке свариваемых кромок подпружиненными роликами 56 обеспечивается повышение точности сборки изделий с требуемыми электромагнитными параметрами, J2 ил. 1Г С/) J9 10 9 ао СО СО сх QD 00
7 X / X /
7//7/7/Л
К-К
77 J
I I
y//7//v /
35
Фиг. If
Jff
55
fid
37
21
Редактор П. Гереши
Составитель Е.Крюкова
Техред В.КадарКорректор В.Бутяга
Заказ 4172/11Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий П3035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная,, 4
Фиг.П
| 0 |
|
SU155254A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
