со
00 00
to
4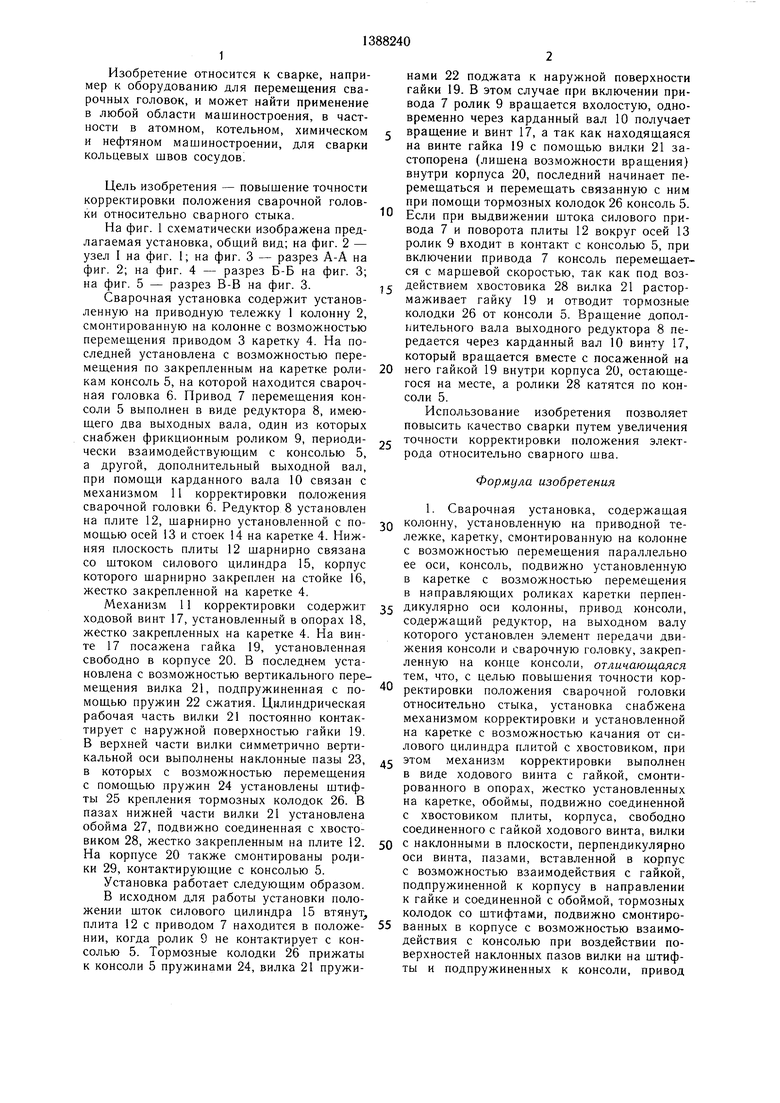
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочная установка | 1975 |
|
SU556919A1 |
| Устройство для снятия усилений сварных швов обечаек | 1986 |
|
SU1360918A1 |
| Машина для точечной контактной сварки | 1972 |
|
SU442903A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Сварочная установка | 1981 |
|
SU1031704A1 |
| Колонна поворотная для сварочного полуавтомата | 1982 |
|
SU1142247A1 |
| Установка для сварки | 1978 |
|
SU721298A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU1018832A1 |
| Установка для сварки кольцевых швов | 1986 |
|
SU1391850A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
Изобретение относится к сварке, в частности к оборудованию для перемеш,ения сварочных головок, и может найти применение в любой области машиностроения, например для сварки кольцевых швов сосудов. обечаек. Целью изобретения является повышение точности корректировки положения сварочной головки относительно сварного стыка. Смонтированная на колонне консоль (К) 5 имеет возможность маршевого и корректировочного перемешения с помошью привода 7, редуктор 8 которого имеет два выходных вала. На один вал установлен фрикционный ролик 9, а другой вал соединен посредством карданного вала 10 с механизмом корректировки (МК) П пoлdжeния сварочной головки. МК 11 выполнен в виде ходового винта 17, гайка которого может входить в зацепление с К 5. Редуктор 8 установлен на качающейся плите 12, шарнирно соединенной с кареткой 4, в которой смонтирована К 5. Поочередное соединение с К 5 фрикционного ролика или гайки МК И обеспечивает маршевое или корректировочное перемещение К 5. 2 з. п. ф-лы, 5 ил. сл
fS Фиг. 2
Изобретение относится к сварке, например к оборудованию для перемещения сварочных головок, и может найти применение в любой области машиностроения, в частности в атомном, котельном, химическом и нефтяном машиностроении, для сварки кольцевых швов сосудов
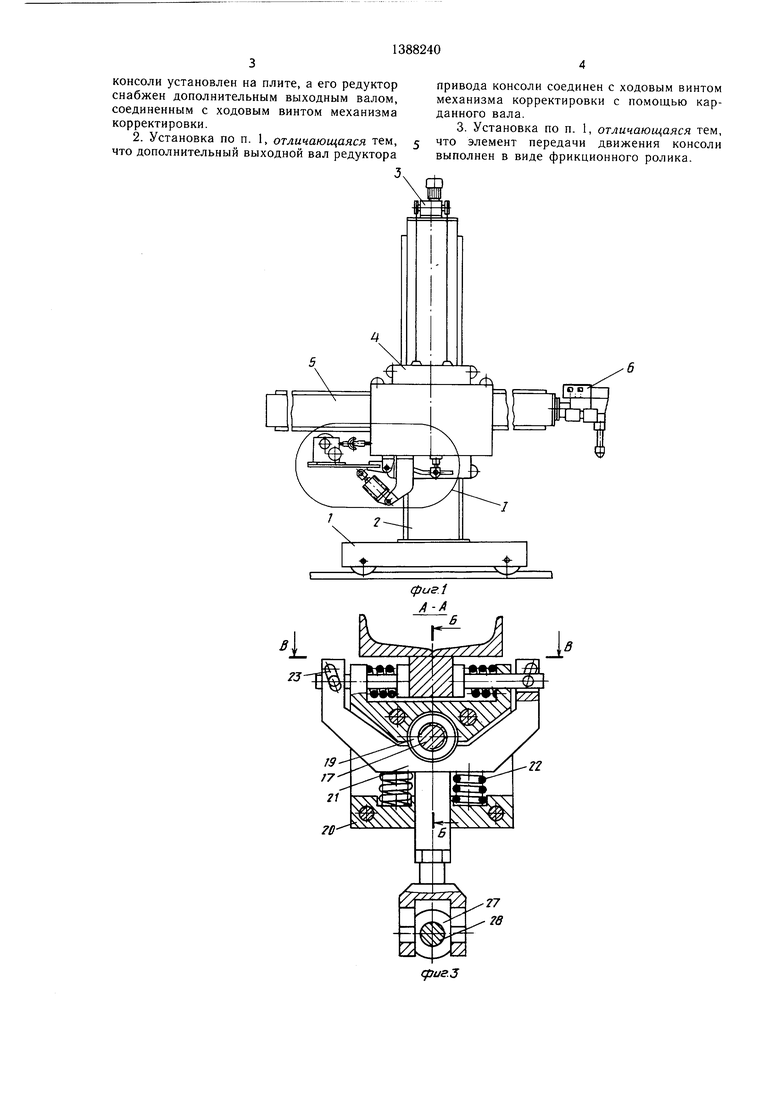
5 вращение и винт 17, а так как находящаяся на винте гайка 19 с помощью вилки 21 застопорена (лищена возможности вращения) внутри корпуса 20, последний начинает перемещаться и перемещать связанную с ним при помощи тормозных колодок 26 консоль 5.
0 Если при выдвижении штока силового привода 7 и поворота плиты 12 вокруг осей 13 ролик 9 входит в контакт с консолью 5, при включении привода 7 консоль перемещается с маршевой скоростью, так как под воз1 действием хвостовика 28 вилка 21 растормаживает гайку 19 и отводит тормозные колодки 26 от консоли 5. Вращение дополнительного вала выходного редуктора 8 передается через карданный вал 10 винту 17, который вращается вместе с посаженной на
20 него гайкой 19 внутри корпуса 20, остающегося на месте, а ролики 28 катятся по консоли 5.
Использование изобретения позволяет повысить качество сварки путем увеличения точности корректировки положения электрода относительно сварного шва.
Цель изобретения - повышение точности корректировки положения сварочной головки относительно сварного стыка.
На фиг. 1 схематически изображена предлагаемая установка, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 3.
Сварочная установка содержит установленную на приводную тележку 1 колонну 2, смонтированную на колонне с возможностью перемещения приводом 3 каретку 4. На последней установлена с возможностью перемещения по закрепленным на каретке роликам консоль 5, на которой находится сварочная головка 6. Привод 7 перемещения консоли 5 выполнен в виде редуктора 8, имеющего два выходных вала, один из которых снабжен фрикционным роликом 9, периоди- 25 чески взаимодействующим с консолью 5, а другой, дополнительный выходной вал, при помощи карданного вала 10 связан с механизмом 11 корректировки положения сварочной головки 6. Редуктор 8 установлен
на плите 12, шарнирно установленной с по- JQ колонну, установленную на приводной те- мощью осей 13 и стоек 14 на каретке 4. Нижняя плоскость плиты 12 щарнирно связана со штоком силового цилиндра 15, корпус которого шарнирно закреплен на стойке 16, жестко закрепленной на каретке 4.
Механизм 11 корректировки содержит 35 дикулярно оси колонны, привод консоли.
Формула изобретения 1. Сварочная установка, содержащая
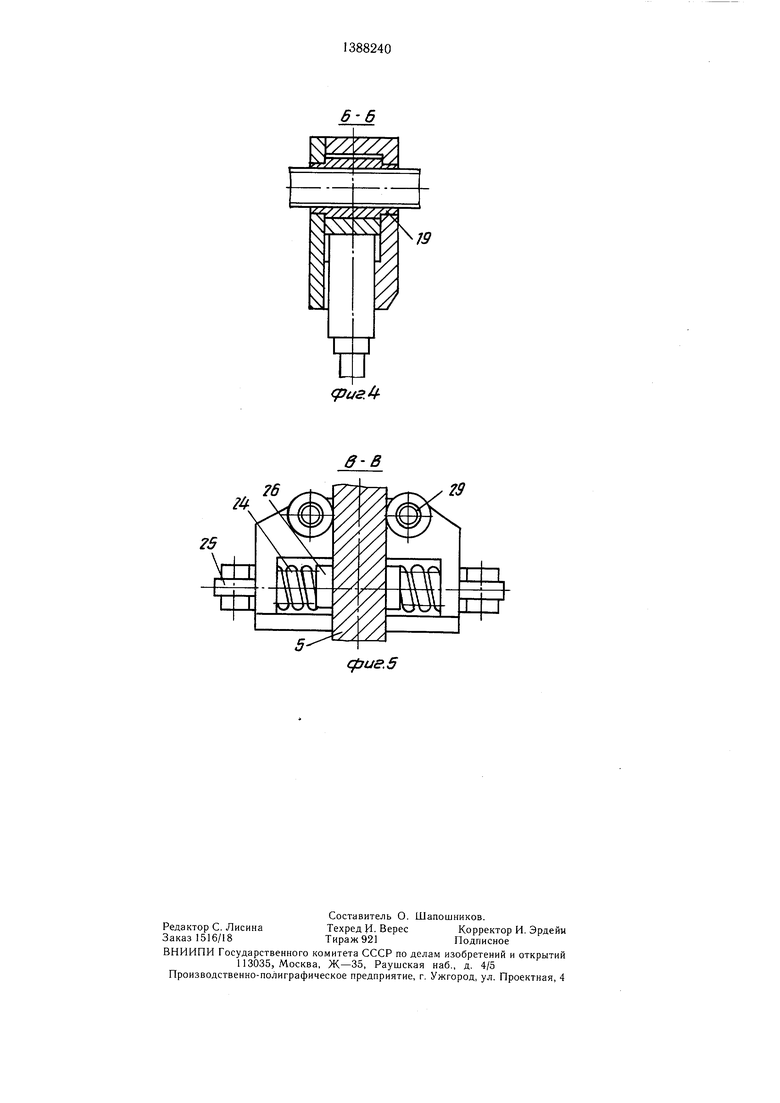
лежке, каретку, смонтированную на колонне с возможностью перемещения параллельно ее оси, консоль, подвижно установленную в каретке с возможностью перемещения в направляющих роликах каретки перпенходовой винт 17, установленный в опорах 18, жестко закрепленных на каретке 4. На винте 17 посажена гайка 19, установленная свободно в корпусе 20. В последнем установлена с возможностью вертикального перемещения вилка 21, подпружиненная с помощью пружин 22 сжатия. Цилиндрическая рабочая часть вилки 21 постоянно контактирует с наружной поверхностью гайки 19. В верхней части вилки симметрично вертикальной оси выполнены наклонные пазы 23, в которых с возможностью перемещения с помощью пружин 24 установлены штифты 25 крепления тормозных колодок 26. В пазах нижней части вилки 21 установлена обойма 27, подвижно соединенная с хвосто40
45
содержащий редуктор, на выходном валу которого установлен элемент передачи движения консоли и сварочную головку, закрепленную на конце консоли, отличающаяся тем, что, с целью повышения точности корректировки положения сварочной головки относительно стыка, установка снабжена механизмом корректировки и установленной на каретке с возможностью качания от силового цилиндра плитой с хвостовиком, при этом механизм корректировки выполнен в виде ходового винта с гайкой, смонтированного в опорах, жестко установленных на каретке, обоймы, подвижно соединенной с хвостовиком плиты, корпуса, свободно соединенного с гайкой ходового винта, вилки
виком 28, жестко закрепленным на плите 12. 50 с наклонными в плоскости, перпендикулярно На корпусе 20 также смонтированы ро;|и-оси винта, пазами, вставленной в корпус
ки 29, контактирующие с консолью 5.
Установка работает следующим образом.
В исходном для работы установки положении щток силового цилиндра 15 втянут
плита 12 с приводом 7 находится в положении, когда ролик 9 не контактирует с консолью 5. Тормозные колодки 26 прижаты к консоли 5 пружинами 24, вилка 21 пружис возможностью взаимодействия с гайкой, подпружиненной к корпусу в направлении к гайке и соединенной с обоймой, тормозных колодок со штифтами, подвижно смонтиро- 55 ванных в корпусе с возможностью взаимодействия с консолью при воздействии поверхностей наклонных пазов вилки на штифты и подпружиненных к консоли, привод
нами 22 поджата к наружной поверхности гайки 19. В этом случае при включении привода 7 ролик 9 враш,ается вхолостую, одновременно через карданный вал 10 получает
вращение и винт 17, а так как находящаяся на винте гайка 19 с помощью вилки 21 застопорена (лищена возможности вращения) внутри корпуса 20, последний начинает перемещаться и перемещать связанную с ним при помощи тормозных колодок 26 консоль 5.
Если при выдвижении штока силового привода 7 и поворота плиты 12 вокруг осей 13 ролик 9 входит в контакт с консолью 5, при включении привода 7 консоль перемещается с маршевой скоростью, так как под воздействием хвостовика 28 вилка 21 растормаживает гайку 19 и отводит тормозные колодки 26 от консоли 5. Вращение дополнительного вала выходного редуктора 8 передается через карданный вал 10 винту 17, который вращается вместе с посаженной на
него гайкой 19 внутри корпуса 20, остающегося на месте, а ролики 28 катятся по консоли 5.
Использование изобретения позволяет повысить качество сварки путем увеличения точности корректировки положения электрода относительно сварного шва.
онну, установленную на приводной те-
Формула изобретения 1. Сварочная установка, содержащая
колонну, установленную на приводной те-
лежке, каретку, смонтированную на колонне с возможностью перемещения параллельно ее оси, консоль, подвижно установленную в каретке с возможностью перемещения в направляющих роликах каретки перпен0
5
содержащий редуктор, на выходном валу которого установлен элемент передачи движения консоли и сварочную головку, закрепленную на конце консоли, отличающаяся тем, что, с целью повышения точности корректировки положения сварочной головки относительно стыка, установка снабжена механизмом корректировки и установленной на каретке с возможностью качания от силового цилиндра плитой с хвостовиком, при этом механизм корректировки выполнен в виде ходового винта с гайкой, смонтированного в опорах, жестко установленных на каретке, обоймы, подвижно соединенной с хвостовиком плиты, корпуса, свободно соединенного с гайкой ходового винта, вилки
с наклонными в плоскости, перпендикулярно оси винта, пазами, вставленной в корпус
с возможностью взаимодействия с гайкой, подпружиненной к корпусу в направлении к гайке и соединенной с обоймой, тормозных колодок со штифтами, подвижно смонтиро- ванных в корпусе с возможностью взаимодействия с консолью при воздействии поверхностей наклонных пазов вилки на штифты и подпружиненных к консоли, привод
консоли установлен на плите, а его редуктор снабжен дополнительным выходным валом, соединенным с ходовым винтом механизма корректировки.
J
привода консоли соединен с ходовым винтом механизма корректировки с помощью карданного вала.
/ //777%
1
vv
5S
ригЛ
29
cfjue.5
| Гитлевич А | |||
| Д | |||
| Альбом механического оборудования сварочного производства | |||
| М.: Высшая школа, 1974, с | |||
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| Парный автоматический сцепной прибор для железнодорожных вагонов | 0 |
|
SU78A1 |
| Сварочная установка | 1981 |
|
SU1031704A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
