Изобретение относится к машиностроению, в частности к подшипниковой промышленности, и может найти применение в автоматических линиях для создания межоперационных заделов.
Известен магазин-накопитель цилиндрических деталей, выполненный в виде секций, последовательно соеди-ненных между собой посредством подающих и отводящих лотков, механизма заполнения секций и механизма поштучной выдачи деталей 1.
Недостатком известного устройства является вероятность заклинивания деталей в подводящих лотках, что может вызвать повреждение их наружных поверхностей.
Цель изобретения - повышение надежности работы устройства за счет исключения повреждения деталей.
Поставленная цель достигается тем, что в магазине-накопителе цилиндрических деталей, выполненном в виде секций, последовательно соединенных между собой посредством подающих и отводящих лотков, механизма заполнения секций и механизма пощтучной выдачи деталей, подающие лотки каждой секции, кроме первой по ходу загрузки деталей секции, соединены с отводящими лотками предыдущих секций посредством дополнительно введенных вертикальных лотков, а механизм заполнения секций выполнен в виде гребенки, смонтированной под вертикальными лотками с возможностью возвратно-поступательного перемещения зубьев гребенки вдоль этих лотков.
Кроме того, механизм поштучной выдачи деталей выполнен в виде каретки с расположенными на ней питателем и лотком, причем каретка установлена с возможностью возвратно-поступательного перемещения вдоль секций.
На фиг. 1 изображен магазин-накопитель для цилиндрических деталей, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 вид Б на фиг. 1; на фиг. 4 - вид Г на фиг. 1.
Магазин-накопитель цилиндрических деталей содержит контейнер 1, составленный из отдельных секций 2 и установленный на раме 3 с помощью центрирующих штифтов 4. Контейнер 1 выполнен съемным.
К первой секции 2 сверху подведен загрузочный Лоток 5, который подстыкован к подающему лотку 6. Подающий лоток 6 через отверстие 7 в этом лотке соединен с отводящим лотком 8. Подающие лотки 6 каждой секции 2, кроме первой секции, соединены с отводящими лотками 8 предыдущих секций посредством дополнительно введенных в магазин-накопитель вертикальных лотков 9. Вертикальные лотки 9 расположены над каждой секцией 2.
Под вертикальными лотками 9 смонтирован механизм заполнения секций, выполненнйй в виде гребенки 10, установленной на щтоке пневмоцилиндра 11. Каждый зуб гребенки 10 расположен соосно относительно вертикального лотка 9 соответствующей
секций 2. Контроль заполнения деталями последней секции 2 осуществляется с помощью датчика 12, установленного на стенке данной секции.
В нижней части рамы 3 установлен механизм поштучной выдачи, выполненный в
виде каретки 13 с установленными на ней лотком 14 и пневмоцилиндром 15, на штоке которого закреплен питатель 16. Питатель 16 выполнен в виде толкателя 17 и ворошителя 18. Каретка 13 расположена под зоной
выдачи деталей из секции 2, т. е. под выходным карманом 19 и имеет возможность последовательного взаимодействия с каждой секцией 2 с помощью привода 20 по команде от датчика 21, установленного на загрузочном лотке 5.
Исходное положение каретки 13 определяется сигналом от датчика 22. Конечный выключатель 23 предназначен для включения реверса привода 20 каретки 13, т. е. для возвращения каретки из крайнего положения в исходное.
Под лотком 14 расположен приемный лоток 24 для передачи деталей из магазинанакопителя к технологическому оборудованию. На этом лотке установлен датчик 25, предназначенный для контроля наличия деталей.
Магазин-накопитель цилиндрических деталей может работать в трех режимах: на загрузку деталей, выгрузку деталей и на загрузку - выгрузку.
Работа магазина-накопителя на загрузку деталей происходит следующим образом. Детали по загрузочному лотку 5 попадают в первый подводящий лоток 6 и по инерции, пролетев через отверстие 7, попадают в первую секцию контейнера 1, причем первые детали попадают к выходу из секции 2, упираясь в борт выходного кармана 19, После заполнения секции 2 до отверстия последующие детали через отверстие 7 попадают в первый отводящий лоток 8, по которому открываются в нижнюю часть первого вертикального лотка 9, поднимаются по нему вверх возвратно-поступательно движущейся гребенкой 10, скатываются по второму отводящему лотку 8 во вторую секцию 2 контейнера 1, заполняют ее до отверстия 7,
а затем через него попадают в отводящий лоток 8. Таким образом, происходит заполнение всех секций контейнера.
На последнем лотке расположен датчик 12, сигнализирующий о том, что магазин деталями заполнен.
Работа магазина-накопителя на выгрузку деталей происходит следующим образом. Выдача деталей из магазина происходит по сигналам с датчика 25 лотка 24, расположенного перед технологическим оборудованием. При этом каретка 13 устанавливается по отношению к одной из секций контейнера 1 таким образом, чтобы толкатель 17 и ворошитель 18 были установлены против отверстий, имеющихся в дне секций контейнера 1. Шток цилиндра 11 совершает возвратно-поступательное движение, и детали, находящиеся в секции, толкателем 17 выталкиваются в лоток 14, затем в приемный лоток 24 и далее в транспортную систему. Ворошитель 18 при этом препятствует образованию сводов. Детали, поданные в лоток 24, проходя мимо датчика 25, подают сигнал о наличии их в секции, против которой стоит каретка 13. Если во время работы цилиндра 11 в течение определенного времени не приходит сигналов со стороны датчика 25, то каретка движется к другой секции и пневмоцилиндр 11 начинает подавать детали из нее. Таким образом происходит выдача деталей из всех секций.
После прохода последней секции каретка 13 движется дальше, нажимает на конечный выключатель 23 и движется в обратную
сторону до датчика 22, где и останавливается, если детали не требуются, или же движется вперед до первой секции, если они требуются на обработку.
Работа магазина-накопителя в режиме загрузка - выгрузка происходит следующим образом.
Если производительность технологичес-кого оборудования, установленного перед магазином-накопителем цилиндрических деталей, в отдельные промежутки времени больше производительности оборудования, установленного после магазина-накопителя, то последний может работать в ином режиме. В этом случае детали, движушиеся по.загрузочному лотку 5, включают датчик 21 и по сигналу этого датчика каретка 13 устанавливается напротив первой секции, подавая из нее детали. Когда детали в ней кончаются, а по загрузочному лотку 5 детали не поступают, работа накопителя происходит так, как описано.
Применение изобретения позволяет повысить надежность работы устройства за счет исключения повреждения деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1985 |
|
SU1313642A1 |
| Магазин-накопитель цилиндрических деталей | 1976 |
|
SU704757A1 |
| Загрузочное устройство | 1988 |
|
SU1583257A1 |
| Магазин-накопитель круглых деталей | 1990 |
|
SU1779541A1 |
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |
| Магазин-накопитель | 1984 |
|
SU1225759A1 |
| Устройство для ориентации деталей | 1987 |
|
SU1509221A1 |
| Загрузочное устройство | 1987 |
|
SU1542779A1 |
| Ориентирующее устройство | 1982 |
|
SU1052365A1 |
| Устройство для поштучной выдачидЕТАлЕй | 1979 |
|
SU841913A1 |
1. МАГАЗИН-НАКОПИТЕЛЬ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ, выполненный в виде секций, последовательно соединенных между собой посредством подающих и отводящих лотков, механизма заполнения секций и механизма поштучной выдачи деталей, отличающийся тем, что, с целью повышения надежности работы магазина-накопителя, подающие лотки каждой секции, кроме первой по ходу загрузки деталей секции, соединены с отводящими лотками предыдущих секций посредством дополнительно введенных в магазин-накопитель вертикальных лотков, а механизм заполнения секций выполнен в виде гребенки, смонтированной под вертикальными лотками с возможностью возвратно-поступательного перемещения зубьев гребенки вдоль этих лотков. 2. Магазин-накопитель по п. 1, отличающийся тем, что механизм поштучной выдачи деталей выполнен в виде каретки с расположенными на ней питателем и лотком, причем каретка установлена с возможностью возвратно-поступательного перемещения вдоль секций. (Л 4i Ю to ел 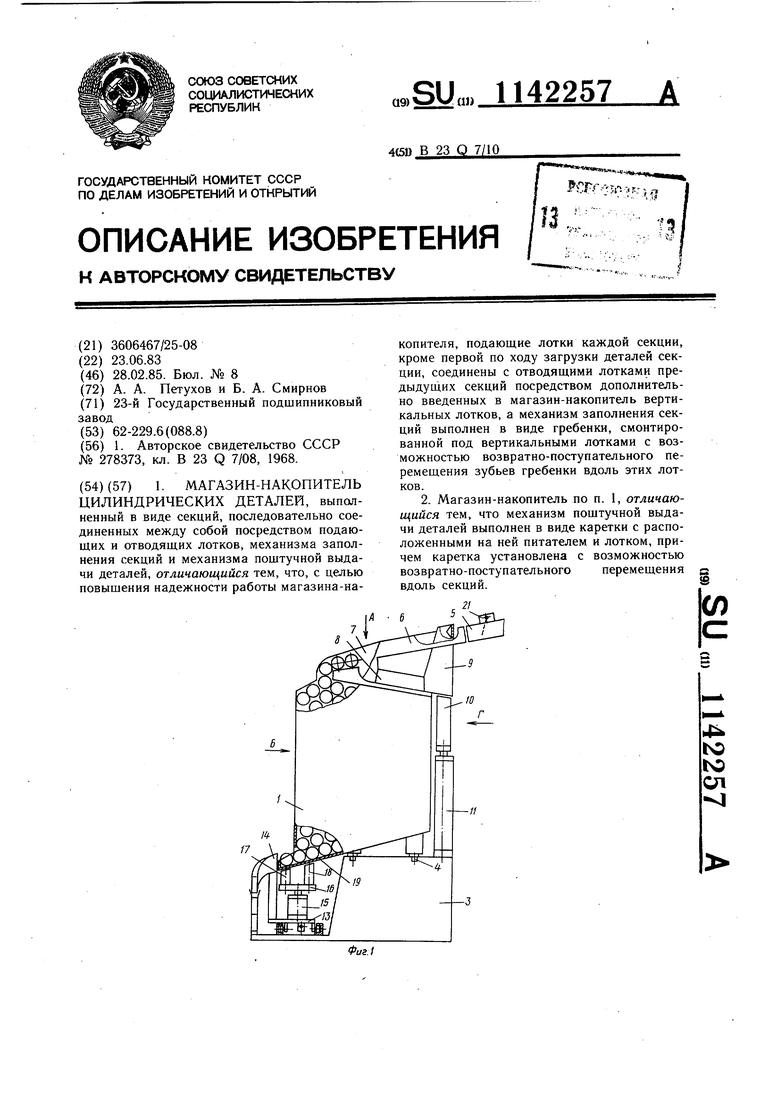
ВидА
Фи2.2
Видб
Видг
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| МАГАЗИННЫЙ НАКОПИТЕЛЬ ДЬТАЛЕЙ | 0 |
|
SU278373A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
