го механизма. На кронштейне 11 соосно зо на питателе, упирается в собачки 31, питателю установлен пневмоцилиндр 13 с поршнем 14, который взаимодействует с кольцом 15, установленным на тяге 16, расположенной в сквозном осевом отверстии 17 питателя |0 и имеющей 35 кольцевой бурт 18, который взаимодействует с сухарями 19, которые базируются по наклонным лыскам 20 питателя 10 и взаимодействуют с деталями 7 цилиндрическими поверхностями 21. На 40 питателе 10 выполнен копир 22, который может взаимодействовать с роликом 23 направляющей 24, установленной с
проворачивает их против часовой стрел ки, что позволяет ей пройти в зону об работки, а собачки под действием пру жин вернутся в исходное положение. После обработки внешней поверхности деталей питатель занимает крайнее левое положение и начинает движение назад. Отключается давление в силовом цилиндре 13. При этом обработанная деталь 7 упирается в собачки и по отводящему лотку 30 падает в бункер, затем направляющая 24 под действием пружины 25 возвращается в исходное по ложение согласно формы копира 22 пита
проворачивает их против часовой стрел ки, что позволяет ей пройти в зону о работки, а собачки под действием пру жин вернутся в исходное положение. После обработки внешней поверхности деталей питатель занимает крайнее левое положение и начинает движение назад. Отключается давление в силово цилиндре 13. При этом обработанная деталь 7 упирается в собачки и по от водящему лотку 30 падает в бункер, затем направляющая 24 под действием пружины 25 возвращается в исходное п ложение согласно формы копира 22 пит
возможностью поворота в вертикальной плоскости и подпружиненной относитель-45 теля. После этого упор 9 упирается в но станины пружиной 25. В отверстии упор 8, выводя упор 5 из зацепления направляющей базируется своим хвостовиком 26 приемная площадка 27 с упором 28, которая подпружинена относительно
с нижней деталью 7 бункера и она падает на приемную площадку 27, при эт упор 6 удерживает остальные детали о
на питателе, упирается в собачки 31,
проворачивает их против часовой стрелки, что позволяет ей пройти в зону обработки, а собачки под действием пружин вернутся в исходное положение. После обработки внешней поверхности деталей питатель занимает крайнее левое положение и начинает движение назад. Отключается давление в силовом цилиндре 13. При этом обработанная деталь 7 упирается в собачки и по отводящему лотку 30 падает в бункер, затем направляющая 24 под действием пружины 25 возвращается в исходное положение согласно формы копира 22 питателя. После этого упор 9 упирается в упор 8, выводя упор 5 из зацепления
теля. После этого упор 9 упирается в упор 8, выводя упор 5 из зацепления
с нижней деталью 7 бункера и она падает на приемную площадку 27, при этом упор 6 удерживает остальные детали от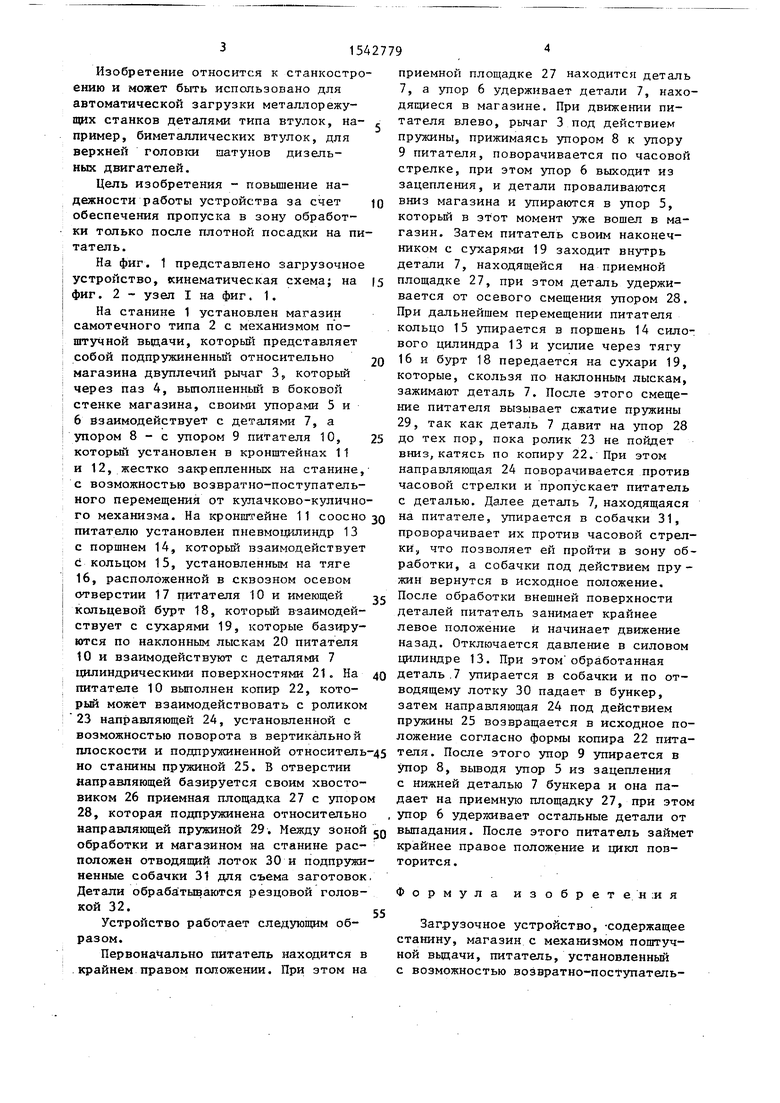
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Загрузочное устройство | 1985 |
|
SU1298038A1 |
| Копировально-фрезерный автомат | 1989 |
|
SU1683975A1 |
| Загрузочное устройство для поршней | 1984 |
|
SU1164034A1 |
| Загрузочное устройство | 1986 |
|
SU1335405A1 |
| Загрузочное устройство | 1990 |
|
SU1745514A1 |
| Загрузочное устройство | 1981 |
|
SU965718A1 |
| Устройство для расфасовки и упаковки сыпучих материалов в коробки | 1981 |
|
SU969598A1 |
| Загрузочное устройство | 1991 |
|
SU1816643A1 |
| Устройство для подачи штучных заготовок | 1988 |
|
SU1669618A1 |
Изобретение относится к станкостроению и может быть использовано для автоматической загрузки металлорежущих станков деталями типа втулок. Цель изобретения - повышение надежности за счет обеспечения пропуска детали в зону обработки только после плотной посадки на питатель. Загрузочное устройство содержит станину 1, магазин 2 с механизмом поштучной выдачи. Питатель 10 установлен с возможностью возвратно-поступательного перемещения и кинематически связан с механизмом поштучной выдачи. Приемная площадка расположена под окном магазина, снабжена упором 28, установлена с возможностью перемещения относительно дополнительно введенной направляющей 24 и подпружинена относительно нее. Направляющая 24 подпружинена относительно станины 1 и установлена с возможностью поворота в вертикальной плоскости и взаимодействия с питателем 10. Питатель 10, двигаясь влево, входит концом внутрь детали 7, которая удерживается от осевого смещения упором 28 приемной поверхности 27. После зажима детали копир 22, воздействуя на ролик 23 направляющей 24, поворачивает ее против часовой стрелки, позволяя детали пройти в зону обработки. При обратном движении питателя направляющая возвращается в исходное положение. 2 ил.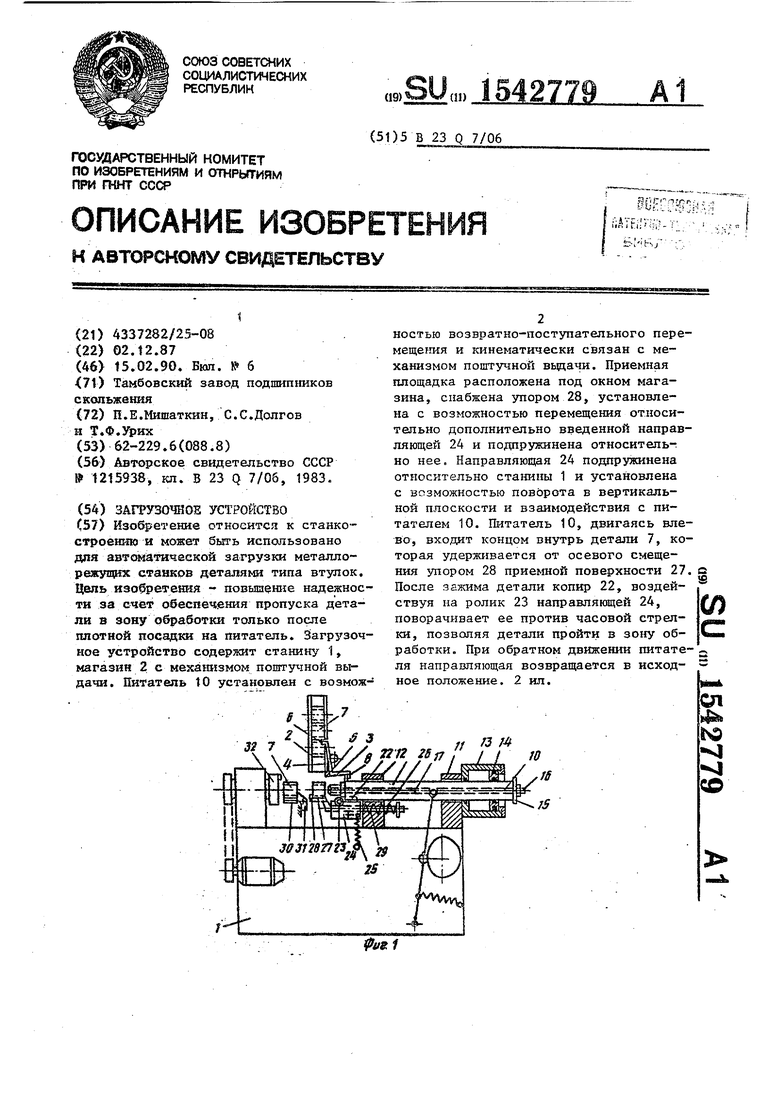
направляющей пружиной 29. Между зоной JQ выпадания. После этого питатель займет
обработки и магазином на станине рас- крайнее правое положение и цикл повположен отводящий лоток 30 и подпружи- торится.
ненные собачки 31 для съема заготовок,
Детали обрабатываются резцовой голов- Формула изобретен.и я
кой 32.55
Устройство работает следующим об- Загрузочное устройство, -содержащее разом.станину, магазин с механизмом поштучПервоначально питатель находится в ной выдачи, питатель, установленный крайнем правом положении. При этом на с возможностью возвратно-поступатель19 17 16 7 20
/О
| Загрузочное устройство | 1983 |
|
SU1215938A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
