Изобретение относится к машиностроению и может быть использовано в авто- матичеиских линиях для межоперационного накопления деталей.
Цель изобретения - расширение технологических возможностей магазина-накопителя.
Указанная цель достигается возможностью работы магазина и как тупикового, и как транзитного, причем использование
магазина как транзитного позволяет при как предыдущее оборудование, так и последующее. В этом случае детали 3 по подводящему лотку 30 передаются гребенкой 31 на отводящий лоток 32 и поступают на последующее оборудование. При этом команда на перемещение гребенки 3 вправо
встраивании его в автолинию передавать детали от станка к станку, не пропуская их через магазин, что обеспечивается наличием прямой связи между подводящим и отводящим лотками.
дующее. В этом случае детали 3 по подводящему лотку 30 передаются гребенкой 31 на отводящий лоток 32 и поступают на последующее оборудование. При этом команда на перемещение гребенки 3 вправо
Предлагаемое техническое решение обес- 15 подается датчиком 34 при освобождении печивает работу автоматической .линии и при пластины-перегружателя 29 от детали. Датчи -: 35 отключен.
Во втором режиме не работает обору20
отказе отдельных станков - последующие станки питаются из накопителя, и при отказе накопителя - линия работает напрямую, без его использования.
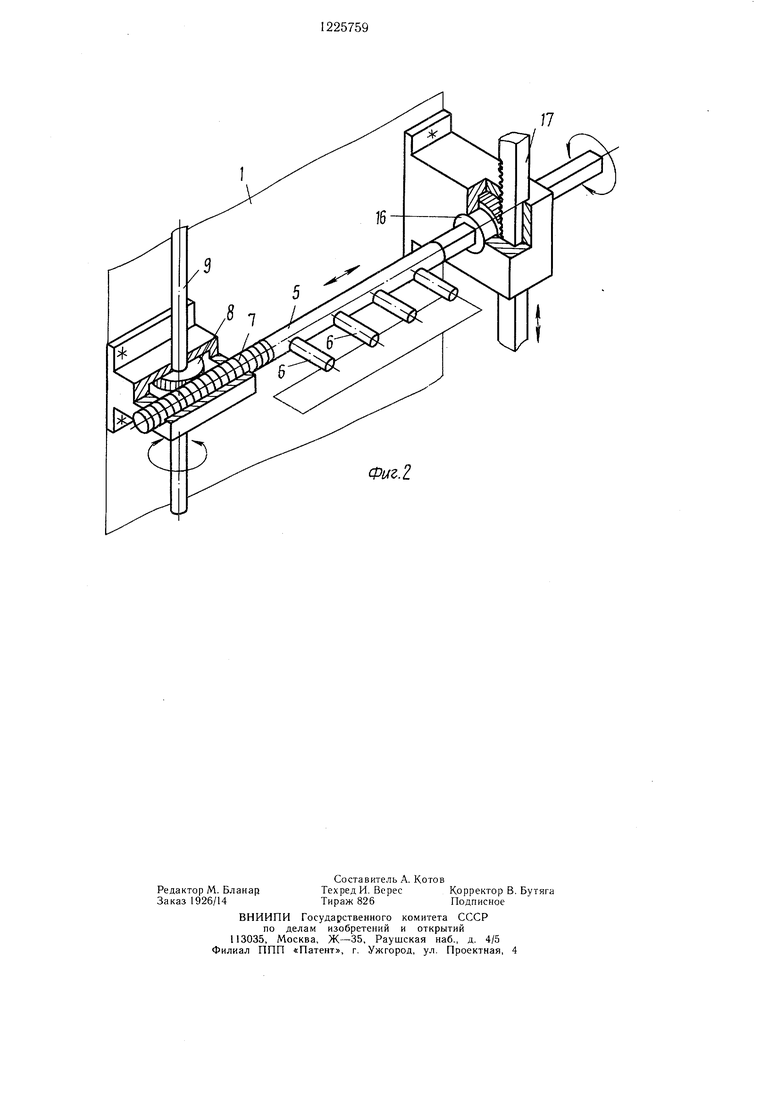
Ка фиг. 1 из{ бражеиа схема магазина- накопителя; на фиг. 2 - механизм перемещения деталей на полках.
Магазин-накопитель деталей состоит из вертикальных стоек 1, на которых закреплено несколько рядов горизонтальных полок- 25 2а и 2в, установленных одна над другой и выполненны.х в виде прямоугольных пластин. Над каждой полкой, со стороны торца укладываемой на нее детали 3, установлены гребенки 4а и 4в, выполненные в виде скалок 5 с пальцами 6. Скалки 5 закреплены в вертикальных стойках I на расстоянии 1/2 диаметра укладываемой ма полку детали (при круглых деталях). Один конец скалок 5 выг олнен в виде реек 7, входящих в зацепление с шестернями 8, зак30
дование, расположенное за накопителем. В этом случае подается команда на включение датчика 35, который начинает работать в режиме накопителя, т. е. подается команда на прекращение подачи деталей на отво- лоток 32 и одновременно щток 19 начинает перемещаться вверх. Вместе со штоком 19 вверх начинают перемещаться жестко закрепленные на нем пластина-пе- регружатадь 29 с деталью 3, щтанга 24 с плас тинами-перегружателями 27, на которых могут находиться детали 3, и кронштейны 18 с рейками 17. Шестерни 16, поворачи- каясь от pefK 17, в свою очередь, поворачивают гребенки 4а и 4в. Кронштейн 18, поднимаясь вверх, заставляет коромысло 25 совер1лить одно полукачателыюе движение, при этом вертикальные штанги 26 с закрепленными на них г ластинами-перегружарепленными на валу 9, который кинематиче- 35 тестями 28 опускаются вниз, на перегружаски через зубчатые коническую 10 и реечную И передачи связан с силовым цилиндром 12, щток-рейка которого несет кулачок 13, взаимодействующий с датчиками 14 и 15.
Противоположный конец скалок 5 снабжен шестернями 16, взаимодействующими с рейками 7 кронштейнов 18, причем последние связаны со щтоком 19 силового цилиндра 20, причем на штоке 19 расположен кулачок 21, взаимодействующий с датчиками 22 и 23.
Со штоком 19 также жестко связаны вертикальные штанги 24, шарнирпо закрепленные на коромысле 25. Другой конец коромысла 25 щарнирно соединен с вертикальными штангами 26, размещенными на другой стороне полок. На вертикальных штангах 24 и 26 установлены пластины-перегружатели 27 и 28. Со штоком 19 жестко связана и пластина-перегружатель 29 для деталей 3, находящихся на последней позиции подводящего лотка 30, расположенного под магазином и снабженного гребенками 3 с автономным приводом (не показан) для перемещения по нему деталей. Отводящий ло40
телях 28 деталей в это время нет.
Шток 9 перемещается вверх до тех пор, пока перегружатель 29 не достигает нижней полки накопителя, перегружатели 27 не достигают первых вышележащих полок 2а и 2в, перегружатели 28 не достигают первых нижележаш,их полок 2а и 2в, гре - бейки 4а и 4в не поворачиваются на 90°. При этом пальцы 6 гребенок 4а занимают горизонтальное положение и входят между 45 деталями, находящимися на полках 2а, пальцы 6 гребенок 4в занимают вертикальное положение и выходят из зазоров между деталями, находящимися на полках 2в.
В конце своего хода шток 19 кулачком 21 нажимает на датчик 22 и подается команда на цилиндр 12, щток-рейка которого, перемещаясь, поворачиваег вал 9 с шестернями 8. Каждая из шестерен 8, взаимодействуя с рейкой 7, перемещает до этого находящиеся в крайнем правом положении , гребенки налево, при этом, гребенки 4в, с вертикально расположенными пальцами, перемещаются свободно вдоль полок 2в, не взаимодействуя с деталями, а гребенки 4а,
50
ток 32 установлен на одном уровне с подводящим лотком 30 и отстоит от него с проемом для размещения пластин-перегружателей. 29. Гребенка 31 снабжена кулачком 33, взаимодействующим с датчиком 34.
Для контроля за работой магазина-нако- питепя на нем установлены датчики 35 и 36.
Магазин-накопитель работает в трех режимах.
В первом режиме (транзитный) работает
дующее. В этом случае детали 3 по подводящему лотку 30 передаются гребенкой 31 на отводящий лоток 32 и поступают на последующее оборудование. При этом команда на перемещение гребенки 3 вправо
подается датчиком 34 при освобождении пластины-перегружателя 29 от детали. Дат
дование, расположенное за накопителем. В этом случае подается команда на включение датчика 35, который начинает работать в режиме накопителя, т. е. подается команда на прекращение подачи деталей на отво- лоток 32 и одновременно щток 19 начинает перемещаться вверх. Вместе со штоком 19 вверх начинают перемещаться жестко закрепленные на нем пластина-пе- регружатадь 29 с деталью 3, щтанга 24 с плас тинами-перегружателями 27, на которых могут находиться детали 3, и кронштейны 18 с рейками 17. Шестерни 16, поворачи- каясь от pefK 17, в свою очередь, поворачивают гребенки 4а и 4в. Кронштейн 18, поднимаясь вверх, заставляет коромысло 25 совер1лить одно полукачателыюе движение, при этом вертикальные штанги 26 с закрепленными на них г ластинами-перегружатестями 28 опускаются вниз, на перегружа
телях 28 деталей в это время нет.
Шток 9 перемещается вверх до тех пор, пока перегружатель 29 не достигает нижней полки накопителя, перегружатели 27 не достигают первых вышележащих полок 2а и 2в, перегружатели 28 не достигают первых нижележаш,их полок 2а и 2в, гре - бейки 4а и 4в не поворачиваются на 90°. При этом пальцы 6 гребенок 4а занимают горизонтальное положение и входят между деталями, находящимися на полках 2а, пальцы 6 гребенок 4в занимают вертикальное положение и выходят из зазоров между деталями, находящимися на полках 2в.
В конце своего хода шток 19 кулачком 21 нажимает на датчик 22 и подается команда на цилиндр 12, щток-рейка которого, перемещаясь, поворачиваег вал 9 с шестернями 8. Каждая из шестерен 8, взаимодействуя с рейкой 7, перемещает до этого находящиеся в крайнем правом положении гребенки налево, при этом, гребенки 4в, с вертикально расположенными пальцами, перемещаются свободно вдоль полок 2в, не взаимодействуя с деталями, а гребенки 4а,
с горизонтально расположенными пальцами, перемещают детали, находящиеся на полках 2а накопителя, на шаг.
Причем деталь 3, поднятая перегружателем 29, перемещается на нижнюю полку 2а накопителя, детали, находящиеся на перегружателях 27, перемещаются на нолки 2а, детали, находящиеся на полках 2а перед перегружателями 28, перемещаются на них.
Одновременно кулачок 13 щток-рейки нажимает на датчик 14 и подается коман- да на силовой цилиндр 20, шток 19 которого начинает перемещаться вниз. Вместе с ним вниз перемещаются освободившиеся от деталей перегружатель 29 и щтанги 24. Вниз также перемещается кронштейн 18 с рейками 17, которые путем взаимодействия с щестер- нями 16 начинают поворачивать гребенки 4а и 4в. При этом щтанги 26 с перегружателями 28, на которые перемещаются детали, начинают перемещаться вверх. Перемещение штока 19 вниз происходит до тех пор, пока вся система не приходит в первоначальное положение, при этом перегружатель 29 опускается на уровень подводящего лотка 30, а гребенки 4а и 4в поворачиваются на 90° в обратную сторону. При этом пальцы 6 гребенок 4а занимают вертикальное по- ложение и выходят из зазоров между деталями, находящимися на полках 2а, пальцы 6 гребенок 4в занимают горизонтальное положение и входят между деталями, находящимися на полках 2в.
В конце своего перемещения шток 19 нажимает кулачком 21 на датчик 23 и подается команда на цилиндр 12, шток-рейка которого начинает перемещаться и через коническую передачу 10, вал 9, шестерни 8 перемешает гребенки 4а и 4в слева направо. При этом гребенки 4а с вертикально рас- положенными пальцами 6 свободно перемещаются вдоль полок 2а, гребенки 4в с горизонтально расположенными пальцами перемещают детали, находящиеся на полках 2в накопителя, на шаг. Детали, находящи- еся на перегружателях 28, перемещаются на полки 2в, а детали, находящиеся на полках перед перегружателями 27, перемещаются на них.
Одновременно с подачей команды на цилиндр 12 подается и команда на движение гребенки 31 вправо для перемещения деталей по лотку 30 и подачи следуюшей детали на перегружатель 29. Как только деталь попала на перегружатель 29, срабатывает датчик 35 и весь цикл повторится.
Если же по каким-либо причинам детали 3 на опоре 29 не оказалось, то от датчика 34 поступает команда на повторное возвратно-поступательное перемещение гребенки 31.
Таким образом, детали последовательно перемещаются вверх, передвигаясь с одной полки на другую, пока не срабатывает датчик 36, который дает сигнал, что накопитель заполнен.
В третьем режиме, при котором оборудование перед накопителем прекратило работу и лоток 30 пуст, а оборудование за накопителем продолжает работу, необходимо про извести выдачу деталей из накопителя. В этом случае подается команда на включение датчика 35, который начинает работать в режиме выдачи, т. е. подается команда на силовой цилиндр 20, щток 19 которого начинает перемещаться вверх. Вместе со щтоком вверх перемешаются свободный от детали перегружатель 29, штанга 24 с перегружателями 27, на которых деталей нет, и кронштейн 18 с рейками 17, которые путем взаимодействия с шестернями 16 поворачивают гребенки 4а и 4в.
При этом пальцы 6 гребенок 4 а занимают горизонтальное положение и входят между деталями, находящимися на полках 2а, пальцы 6 гребенок 4в занимают вертикальное положение и выходят из зазоров между деталями, находящимися на полках 2в. В это время штанга 26 с перегружателями 28 с деталями опускается вниз.
В конце своего хода штока 19 кулачком 21 нажимает на датчик 22 и подается команда на цилиндр 12 шток-рейка которого перемещаясь, перемещает гребенки слева направо. При этом гребенки 4в с вертикальным расположением пальцев 6 перемещаются свободно вдоль полок 2в, а гребенки 4а с горизонтальным расположением пальцев 6 перемещают детали, расположенные на полках 2а накопителя, на шаг слева направо. Деталь, находящаяся на полке 2а перед перегружателем 29, перемещается на нее, деталь, находящаяся на перегружателях 28, стоящих па одном уровне с полкой 2а, перемещается на последнюю, детали находящиеся на полках, перемещаются на перегружатели 27. Затем шток 19 опускается вниз вместе с перегружателем 29, на котором находится деталь, которая сдвигается гребенкой 31 на отводящий лоток 32, а детали на полках перемещаются справо налево. После этого цикл повторяется.
Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи заготовок | 1984 |
|
SU1196224A1 |
| Магазин-накопитель | 1986 |
|
SU1313641A1 |
| Устройство для установки теплоотдающих элементов в трубные решетки | 1985 |
|
SU1250365A1 |
| Магазин-накопитель цилиндрических деталей | 1983 |
|
SU1142257A1 |
| Устройство для сборки элементов радиосхем | 1986 |
|
SU1378098A1 |
| Транспортная система автоматической линии | 1983 |
|
SU1169907A1 |
| Накопитель для цилиндрических деталей | 1981 |
|
SU996164A1 |
| Устройство для стапелирования обработанных деталей | 1982 |
|
SU1072966A1 |
| МЕЖСТАНОЧНЫЙ МНОГОСЕКЦИОННЫЙ НАКОПИТЕЛЬ | 1989 |
|
RU2044615C1 |
| Устройство для шаговой подачи рабочего органа | 1983 |
|
SU1134824A1 |

Составитель А. Котов
Техред И. ВересКорректор В. Бутяга
Тираж 826Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретеиий и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Магазин-накопитель | 1981 |
|
SU1000229A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
