ж
Т
.
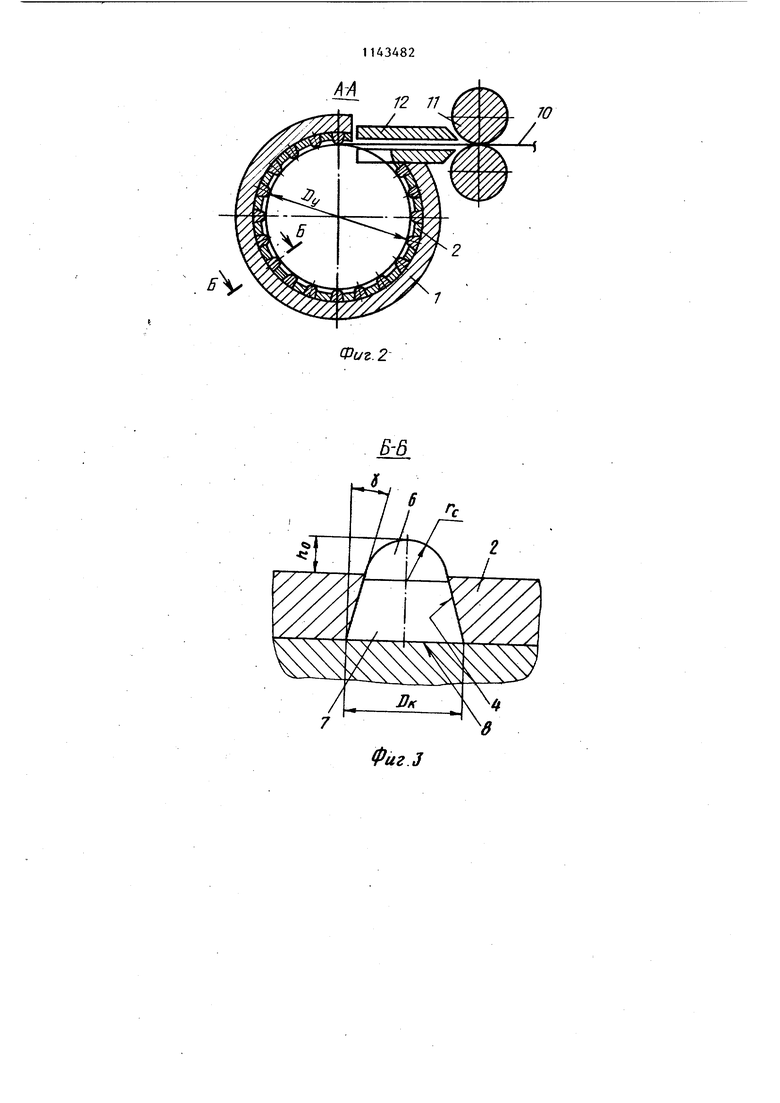
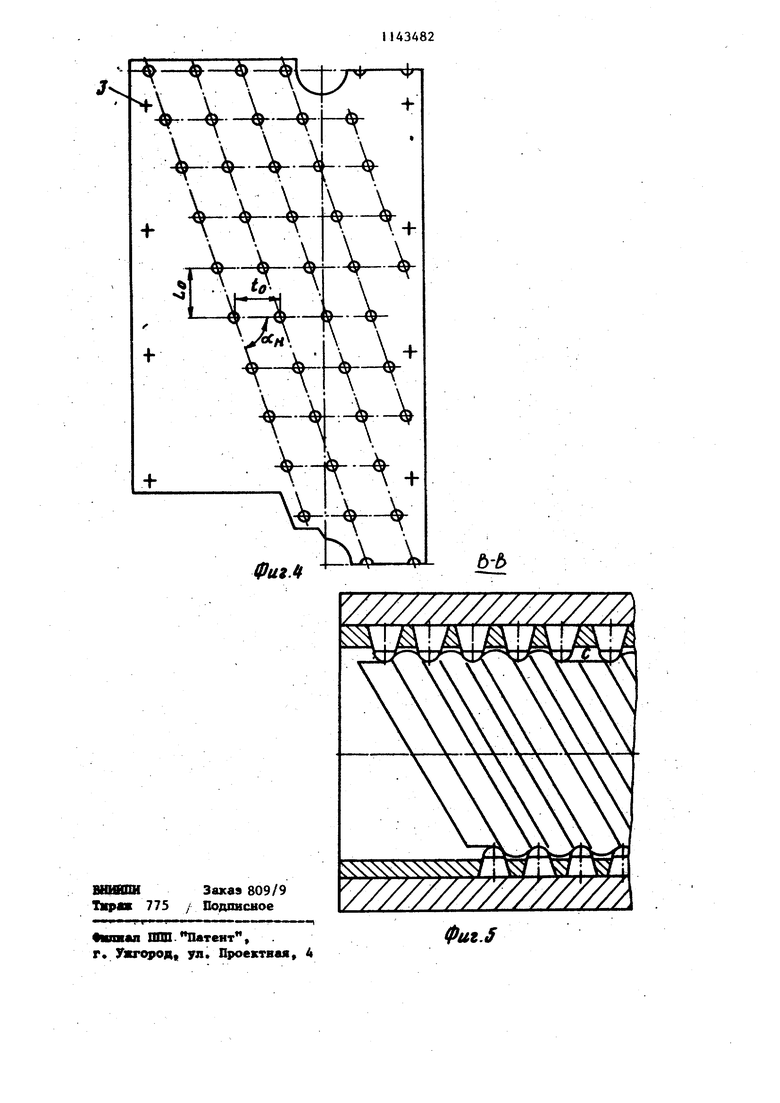
Раг f Изобретение относится к производ ству труб и наиболее эффективно може быть исиользовано при изготовлении спирально-шовных труб. Цель изобретения - улучшение качестна труб, обеспечение возможности формовки гофрированных труб и повышение производительности устройства путем снижения сил трения, В результате существенного уменьшения влияния вредных сил трения при формовке спирально-шовных труб повышается надежность работы устройства увеличивается срок службы его, улучшается качество труб и повышается производительность. На фиг. 1 изображено устройство для формовки спирально-шовных труб, вид; на фиг. 2 - разрез А-А на фиг. на фиг. 3 - разрез Б-Б на фиг. 2 на фиг. 4 - развертка вну ренней поверхности-устройства, на фиг. 5 - разрез В-В на фиг. 1. Устройство для формовки спиральн шовных труб содержит цилиндрическую обойму 1 с внутренним диаметром D 360 мм в которой смонтирован сепаратор 2, выполненный в виде полого цилиндра с наружным диаметром, равным внутреннему диаметру обоймы и внутренним диаметромD 330 мм. Сепаратор 2 закреплен в обойме 1 болтами 3. По периметру сепаратора 2 под углом формовки с)ц 60 50 с шагом i 50 мм выполнено несколько рядов конических отверстий 4, с основанием конуса на наружной поверхности сепаратора 2, и удаленных друг от друга на расстояние hg 100 мм. В отверстиях 4 установлены опорные элементы 5,своей сферической вершиной 6 выступакщие над внутренним диаметром D сепаратора 2 на величину ho 2,5-3,0 мм и образующие рабочую поверхность устройств 0(1 325 мм. Опорный элемент 5 выполиен в форме усеченного конуса 7 со сферической вершиной 6. Диаметр основания 8 конуса 7 D(( 16 мм, угол наклона образующих V 15 , радиус сферы г 6,5 мм. Насьш енность устройства опорными элементами 5, т.е. расстояния to и kg , назначают в зависимости от диаметра изготавливаемых труб и параметров исходной полосы. Так, например, с уменьшением диаметра трубы ЭБ-гр и увеличением толщины полосы значения io и h уменьшают, с увеличением же Pfp и уменьшением толщины полосы значения t о увеличивают. В случае необходимости опорные элементы 5 могут быть размещены в сепараторе 2 в шахматном . Для задачи полосы 10 в устройство и удержания ее в требуемом положении служат задакяцая машина 11 и проводки 12. Устройство работает следующим образом. Полосу 10 размером 500x1,5 задающей машиной 11 подают в устройство для формовки спирально-шовных труб под углом формовки с} ц 60 50 . Перемещая по сферической поверхности опорных элементов 5 полосу формуют на номинальный диаметр трубы D-jp 325 мм. Сформованные смежные кромки сваривают в точке С сварочным устройством и летучим отрезным устройством (не показаны) разрезают на мерные длины. По мере износа рабочей (сферической) поверхности заменяют лишь износившиеся опорные элементы 5 и лишь в отдельных случаях сепаратор 2, многократно используя металлическую обойму 1 о
/1У|
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спирально-шовных труб и устройство для его осуществления | 1988 |
|
SU1574310A1 |
| Способ изготовления спирально-шовных труб | 1986 |
|
SU1389898A1 |
| Способ изготовления спирально-шовных труб | 1985 |
|
SU1279698A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1995 |
|
RU2081267C1 |
| Способ изготовления спиральношовных труб | 1984 |
|
SU1192875A1 |
| Способ изготовления спиральношовных труб | 1985 |
|
SU1303208A1 |
| ЦЕНТРОБЕЖНЫЙ СЕПАРАТОР | 2011 |
|
RU2468851C1 |
| ПАРОГЕНЕРАТОРНАЯ УСТАНОВКА | 2012 |
|
RU2491477C1 |
| Способ прокатки колец шарикоподшипников и устройство для его осуществления | 1980 |
|
SU967636A1 |
| ЦИКЛОННАЯ УСТАНОВКА | 2007 |
|
RU2336956C1 |
УСТРОЙСТВО ДЛЯ ФОРМОВКИ СПИРАЛЬНО-fflOBHbJX ТРУБ, содержащее цилиндрическую обойму и сменные опорные элементы, отлича-ющееся тем, что, с целью улучшения качества труб, обеспечения возможности формовки гофрированных труб и повышения производительности устройства путем снижения сил трения, оно снабжено установленным в обойме сепаратором с рядами конических отверстий, рясположенных по винтовой линии, а сменные опорные злементы выполнены в виде усеченного конуса со сферической вершиной и размещены в конических отверстиях сепаратора таким образом, : что сферическая поверхность каждого опорного элемента выступает над внутренней поверхностью сепаратора.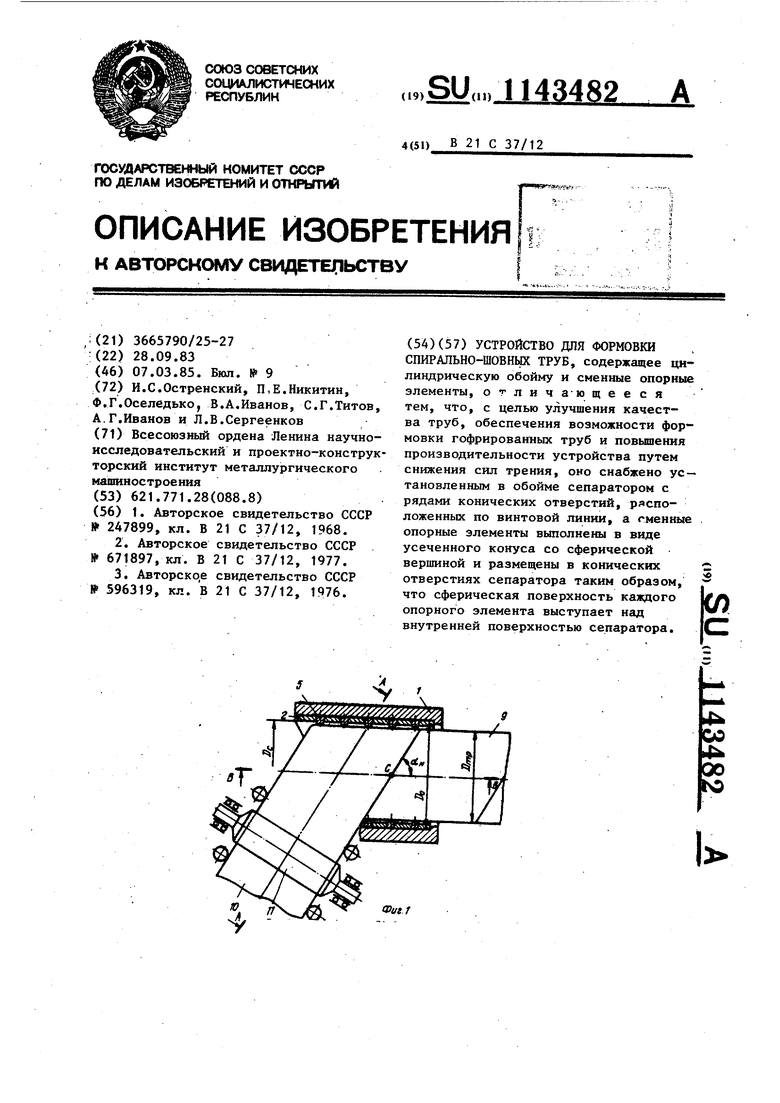
ФигЗ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ФОРМОВОЧНАЯ ВТУЛКА ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНОШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 0 |
|
SU247899A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
