Изобретение относится к производству труб и наиболее эффективно може быть использовано при изготовлении сварных труб.
Цель изобретения - улучшение качества изготавливаемых труб и повышение производительности.
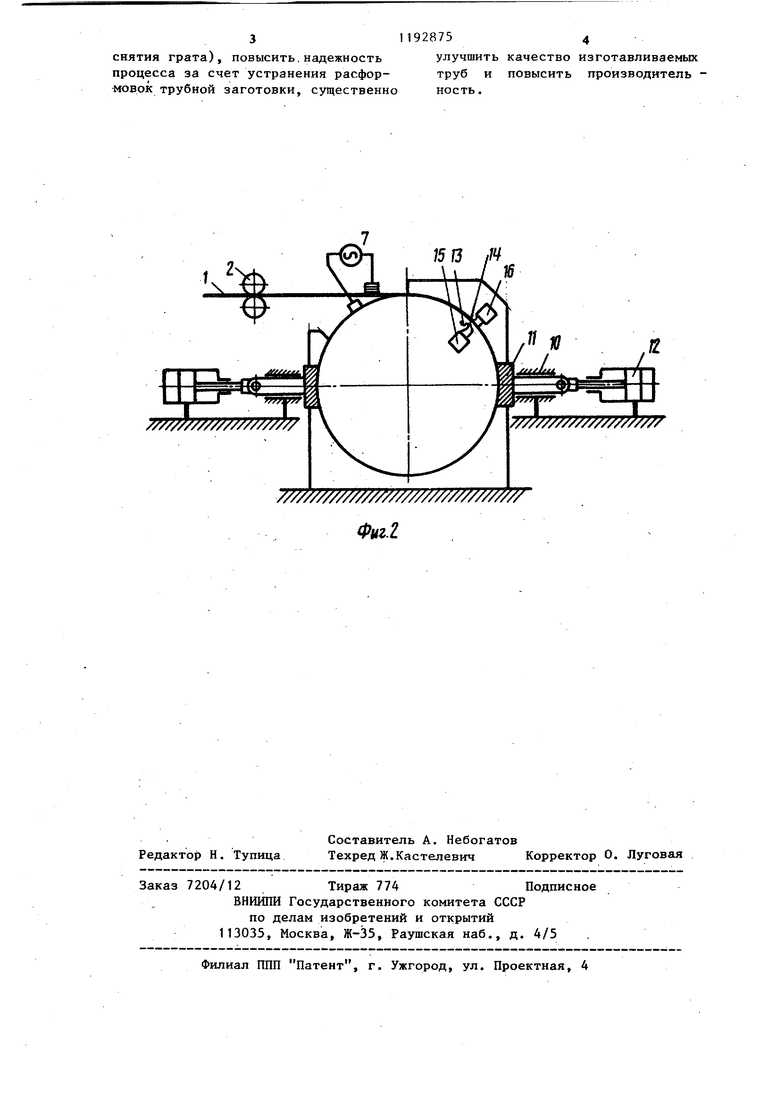
На фиг. 1 и 2 изображена схема устройства для реализации предлагаемого способа.
Исходную полосу 1 задающей машино 2 подают в формующее устройство 3 где ее изгибают по спирали в трубную заготовку 4. Смежные кромки 5 и 6 сварочным устройством 7 разогревают до температуры сварки и осаживают (устройство не показано). К выходяще из формующего устройства 3 трубе 8 прикладывают усилие А , препятствующее ее продвижению. Это усилие создают тормозной клетью 9, содержащейкорпус 10, в направляющих которого .перемещаются башмаки 11, шарнирно со диненные с гидроцилиндрами 12. Беличину усилия прижатия башмаков 11 к трубе 8 назначают в зависимости от усилия резания, возникающего при снятии грата, и определяют по формуле
JJ Ррез,51п 2
где Ppg,, - усилие резанияJ oi - угол формовки; - коэффициент трения между башмаками и трубой.
Образовавшийся в процессе сварки кромок внутренний 13 и наружный 14 грат удаляют гратоснимателями 15 и 16. Во избежание поломки резцов снятие грата начинают при установившемся процессе формовки, и сварки. В момент начала снятия грата усилие прижатия башмаков к трубе постепенно уменьшают и при полном врезании резцов в вцдавленный над поверхностью трубы металл усилие Q снимают полностью, т.е. башмаки 11 гидроцилиндрами 12 отводят от поверхности трубы 8.
Пример. Изготовляют трубы диаметром 219 мм из полосы Шириной 400 мм и толщиной 3,0 мм, угол формовки oi 53°50. Для получения качественного сварного шва площадь поперечного сечения металла, выдавленного в грат над поверхностью трубы, составляет: наружного х. 2,Ъ мм, внутреннего т 1,5 мм . При скорос1928752
ти сварки 0,5 м/с номинальное усилие резания при снятии наружного грата Ppgj ( 160 кгс, а при снятии внутреннего грата Ррез в кгс. J Суммарное усилие резания, возникающее при снятии наружного и внутреннего грата составит:
1рр„ 250 кгс.
Для стабилизации процесса и сохранения первоначальных параметров формовки в момент начала снятия грата, перед сваркой, к трубе прикладывают сжимающее усилие Q ,препятствующее ее продвижению, зквивалентное усилию резания 2 Ppg, . Величина сжимающего усилия равна:
. кгс
Zf
2
где 0,15, s(n cL 0,808.
Сжимающее усилие Я создают тормоной клетью 9 путем поджатия к трубе 8 башмаков 11 от гидроцилиндров 12. Величина Q прямо пропорциональна давлению в гидроцилиндрах 12.
При установившемся процессе формовки и сварки, т.е. после стабилизации процесса, гратоснимателем 16 начинают снятие наружного грата 14, причем по мере врезания резца в выдавленный над поверхностью трубы металл (грат) усилие прижатия башмаков .11 постепенно уменьшают путем уменьшения давления в гидроцилиндре 12 и при полном врезании резца наружного гратоснимателя 16 усилие прижатия башмаков 11 к трубе 8 доводят до 240 кгс. Затем гратоснимателем 15 начинают снятие внутреннего грата 13, уменьшая усилие прижатия башмаков 11 к трубе 8 по мере врезания резца гратоснимателя 15 и доводя это усилие до нуля при полном врезании резца, т.е. при установившемся процессе удаления грата. Башмаки 11 гидроцилиндрами 12 отводят от трубы 8.
Выполнение предлагаемого способа изготовления спирально-шовных труб позволит сохранить в заданном диапазоне параметры формовки и сварки при врезании резцов гратоснимателей в вьздавленный над поверхностью трубы металл (т.е. в момент начала
311928754
снятия грата), повысить,надежность улучшить качество изготавливаемых процесса за счет устранения расфор- труб и повысить производитель мовок трубной заготовки, существенно ность.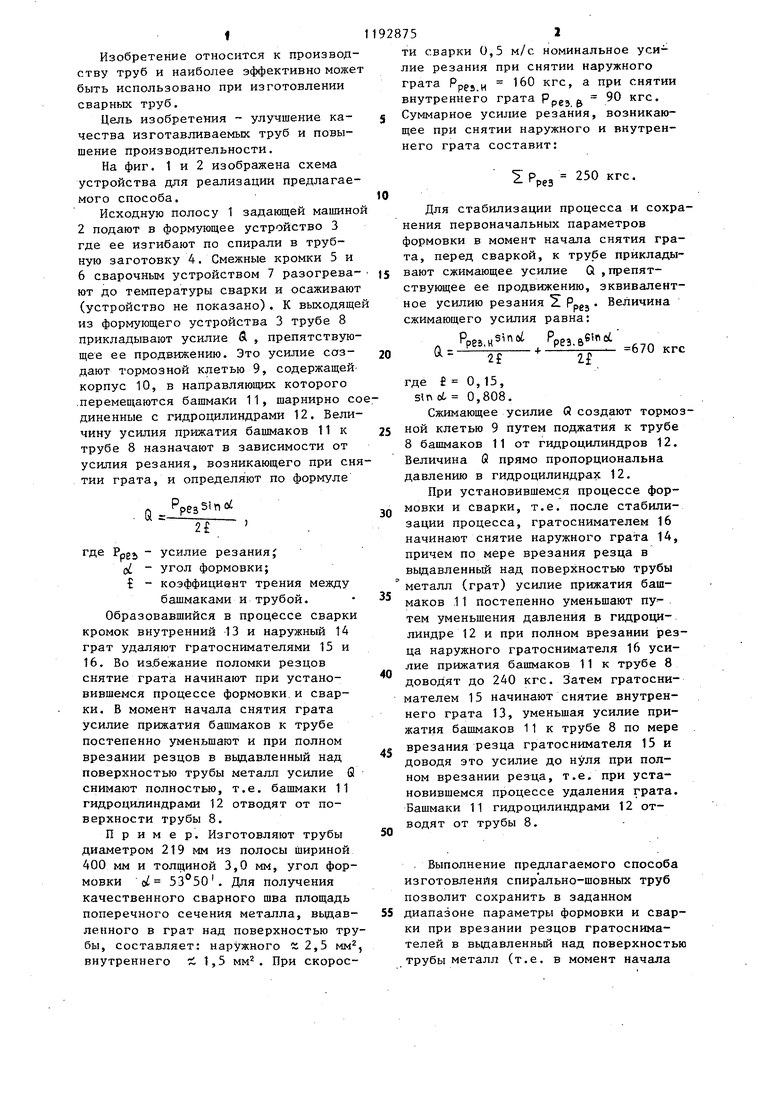
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спирально-шовных труб | 1985 |
|
SU1279698A1 |
| Способ изготовления спиральношовных труб | 1984 |
|
SU1215786A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2000 |
|
RU2199425C2 |
| Способ изготовления спирально-шовных труб и устройство для его осуществления | 1988 |
|
SU1574310A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 1996 |
|
RU2100169C1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2014 |
|
RU2595163C2 |
| Трубоукладочная баржа с трубосварочным комплексом | 1984 |
|
SU1327403A1 |
| Способ изготовления спиральношовных труб | 1986 |
|
SU1388134A1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299106C1 |
| ГРАТОСНИМАТЕЛЬ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2006 |
|
RU2299105C1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ, при котором полосу в трубную заготовку, смежные кромки разогревают и сваривают с приложением давления, а затем удаляют образовавшийся грат, отличающийся тем, что, с целью улучшения качества труб, перед началом процесса удаления грата к трубе прикладывают усилие, эквивалентное по величине усилию резания, возникаю-. щему при удалении грата, а после стабилизации процесса формовки и сварки в момент начала удаления грата усилие постепенно уменьшают до нулевого значения при установившемся процессе удаления грата.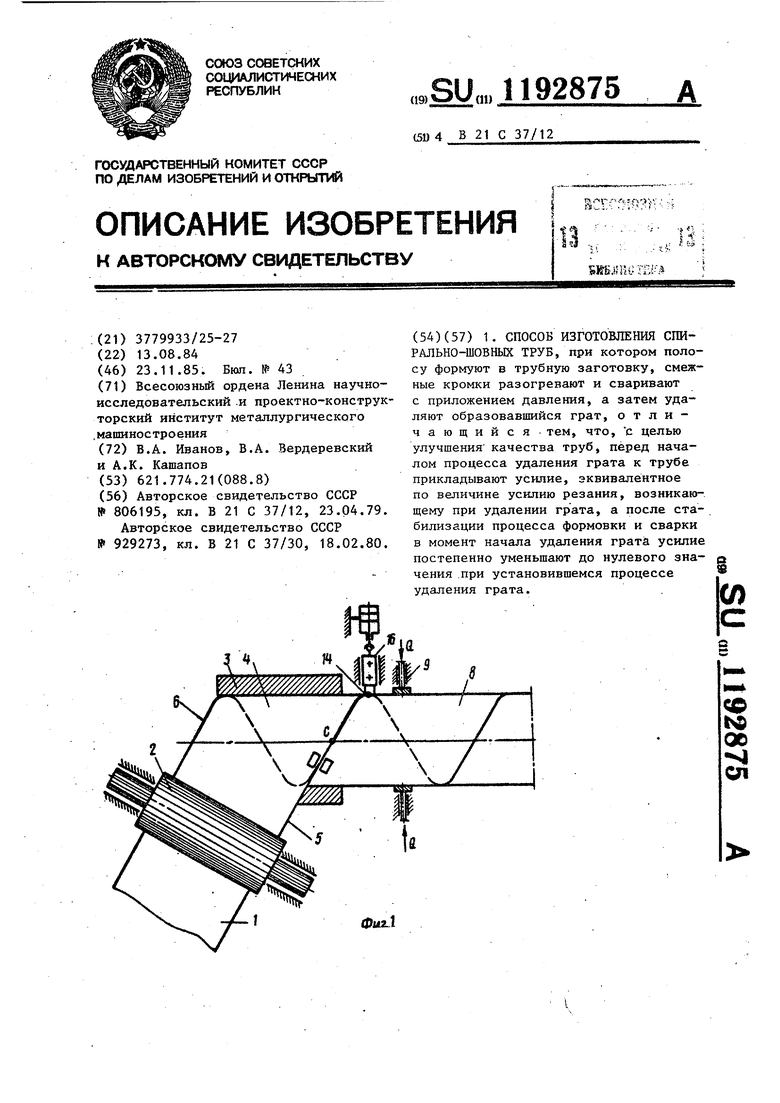
/////////////////////////////////////
0 /W Фиг.2
| Способ производства спирально-шОВНыХ ТРуб | 1979 |
|
SU806195A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ установки устройства для удаления грата со спирально-шовной трубы | 1980 |
|
SU929273A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
