ел
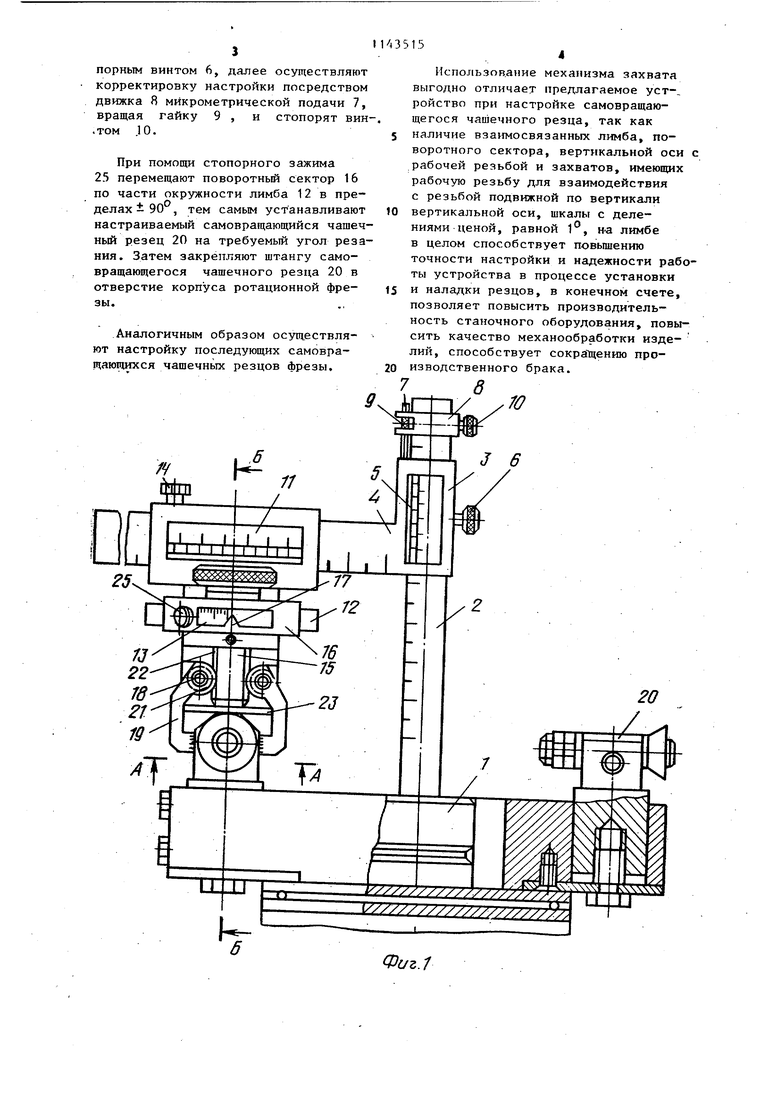
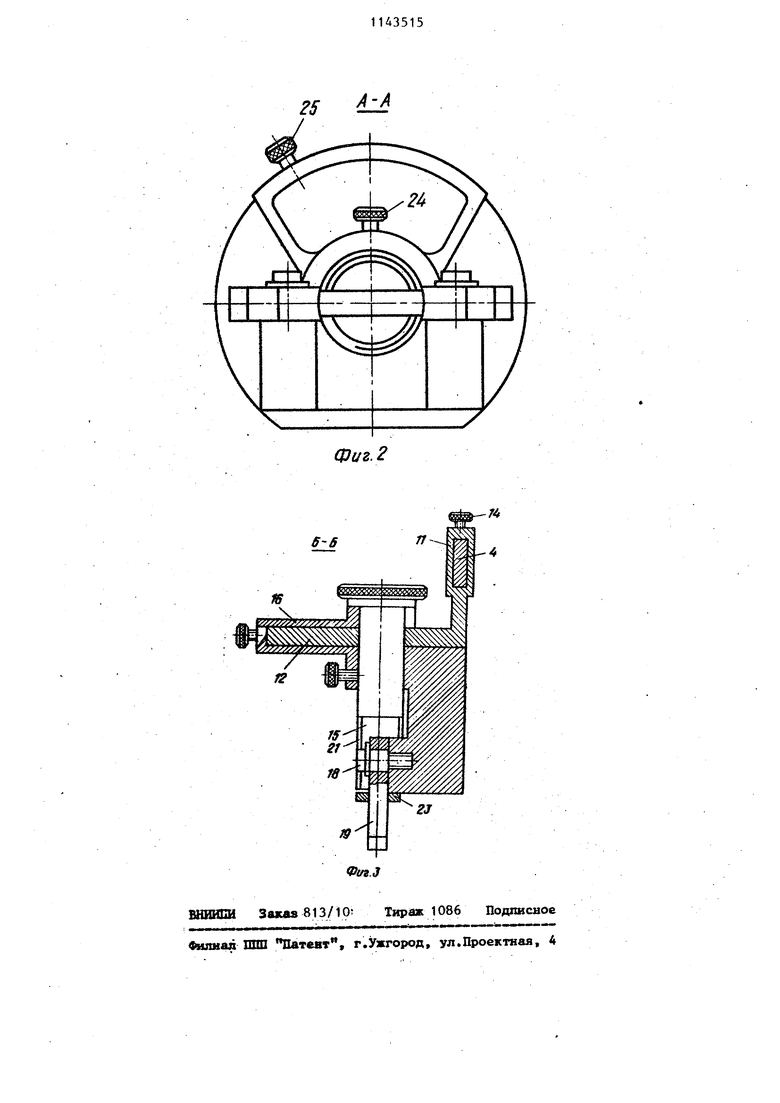
if Изобретение относится к металлообработке, конкретно к устройствам для настройки фрез вне станка. Известно устройство для настройк фрез, содержащее основание с вертикальной стойкой, с закрепленной на ней измерительной головкой, установ ленной с возможностью перемещения в продольном И вертикальном направ лениях l . Недостатком известного устройств является невозможность настройки фрез с самовращающимися чашечными пластинами, которые требуется фикси ровать с разворотом на заданный уго Цель изобретения - повышение точ ности настройки фрез. Поставленная цель достигается тем, что в устройстве для настройки фрез с чашечными резцами, содержаще основание с вертикальной стойкой, установленной на ней с возможностью вертикального и радиального перемещения измерительной головкой с вертикальной осью, измерительная г-оловка снабжена установленным на вер тикальной оси с возможностью поворо та сектором с закрепленным на нем механизмом захвата чашечного резца и упором для чашечного резца, На фиг. 1 изображено предлагаемо устройство, общий вид на фиг. 2 разрез А-А на фиг. 1 на фИг. 3 разрез В-Б на фиг. 1. Устройство для настройки самовращающегося чашечного резца содержит основание 1, сменное в зависимости от диаметра установочного отверстия корпуса ротационной фрезы, на котором установлена имеющая шкалу с делениями вертикальная стой ка 2, на которой подвижно установле рамка 3, выполненная монолитно с горизонтальной направляющей А с нониусом 5 и стопорным винтом 6, и микрометрическая подача 7, включающая движок 8, гайку 9 и стопорный винт 10. Каретка 11 механизма захва та монолитно вьтолнена с лимбом 12, имеющим шкалу 13 с ценой деления, равной 1°, установлена на горизонтальной направляющей 4 с возможностью возвратно-поступательного перемещения и имеет стопорный винт На подвижной вертикальной оси 15 установлены лимб 12 и поворотный сектор 16. Последний имеет отсчетну стрелку - указатель 17 и вьтолнен 152 охватывающим лимб 12 своей секторной частью в пределах +90°, в нижней части своего,корпуса (не показан) имеет установленные «вращающимися на осях 18 Г-образной формы захваты 9 для зажима настраиваемого самовращающегося чашечного резца 20 за его штангу. Захваты 19 имеют для их привода в положения зажима и разжима резца 2П рабочую резьбу 21, выполненную с возможностью вращения захватов 19 на своих ойях 18 в преде лах 180° в зависимости от диаметра штанги настраиваемого резца 20. Рабочая резьба 21 захватов 19 взаимодействует с вьшолненной рабочей резьбой 22 на подвижной вертикальной оси 15. На днище корпуса поворотного сектора 16 укреплен упор 23, выполненный в виде пластины из твердого сплава и служащий для ограничения исходного положения настраиваемого резца 20. Для исключения самопроизвольного высвобождения уже захваченного резца 20 подвижная вертикальная ось 15 снабжена стопорным зажимным винтом 24. Устройство работает следующим образом. На сменное основание 1 с диаметром, соответствующим диаметру установочного отверстия корпуса ротационной фрезы, устанавливают вертикальную стойку 2 со всеми элементами в собранном виде. Каретку 11 перемещают по горизонтальной направляющей 4, располагая ее над настраиваемым самовращающимся чашечным резцом 2П. Затем передвигают рамку 3 по вертикальной стойке 2 до тех пор, пока настраиваемый самовращающчйся чашечный резец 20 не соприкоснется с ограничительньм элементом 23 пластиной. Далее вращают вертикальную ось 15 по часовой стрелке с тем, чтобы захваты 19, перемещаясь своей рабочей резьбой 21 по рабочей резьбе 22 подвижной вертикальной оси 15, осуществили захват настраиваемого самовращающегося чашечного резца 20 за его штангу (не показана). После этого для исключения самопроизвольного высвобождения захваченного резца 20 вертикальную ось 15 стопорят зажимным винтом 24. Затем рамку 3 передйигают по вертикальной стойке 2 на требуемую высоту и фиксируют это положение стопорным винтом 6, далее осуществляют корректировку настройки посредством движка 8 микрометрической подачи 7, вращая гайку 9 , и стопорят вин . том .10. При помощи стопорного зажима 25 перемещают поворотный сектор 16 по части окружности лимба 12 в пределах i 90, тем самым устанавливают настраиваемый самовращающийся чашечный резец 20 на требуемый угол резания. Затем закрепляют штангу самовращающегося чашечного резца 20 в отверстие корпуса ротационной фрезы. Аналогичным образом осуществляют настройку последующих самовращающихся чашечных резцов фрезы. Использование механизма захвата выгодно отличает предлагаемое уст- ройство при настройке самовращающегося чашечного резца, так как наличие взаимосвязанных лимба, поворотного сектора, вертикальной оси с рабочей резьбой и захватов, имеющих рабочую резьбу для взаимодействия с резьбой подвижной по вертикали вертикальной оси, шкалы с делениями ценой, равной 1°, на лимбе в целом способствует повьшению точности настройки и надежности работы устройства в процессе установки и наладки резцов, в конечном счете, позволяет повысить производительность станочного оборудования, повысить качество механообработки изделий, способствует сокраТцению производственного брака. г.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущий инструмент | 1979 |
|
SU804237A1 |
| ОТРАЖАТЕЛЬНЫЙ УГЛОМЕРНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2190188C1 |
| Торцовая фреза | 1976 |
|
SU608621A1 |
| Устройство для обработки поверхности фланца корпуса ядерного реактора | 1989 |
|
SU1660864A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Автоматически управляемая резцовая головка | 1982 |
|
SU1115859A1 |
| СПОСОБ НАРЕЗАНИЯ ЛИМБА С ТРАПЕЦЕИДАЛЬНОЙ ФОРМОЙ ШТРИХОВ И КРУГОВАЯ ДЕЛИТЕЛЬНАЯ МАШИНА ДЛЯ ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2094205C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| Полуавтоматический станок для продораживания коллекторов электрических машин | 1977 |
|
SU691969A1 |
| Устройство для заточки резцов | 1932 |
|
SU45178A1 |
УСТРОЙСТВО ДЛЯ НАСТРОЙКИ . ФРЕЗ С ЧАШЕЧНЫМИ РЕЗЦАМИ, содержащее основание с вертикальной стойкой, установленной на ней с возможностью вертикального и радиального перемещения измерительной головкой с вертикальной осью, отличающееся тем, что, с целью повышения точности настройки фрез, измерительная головка снабжена установленньм на вертикальной оси с возможностью поворота сектором с закрепленными на нем механизмом захвата чашечного резца и упором для чашечного резца. S
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Лещенко М.И | |||
| и др | |||
| Настройка .инструмента на металлорежущих станках | |||
| Киев, Техника, 1983, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
