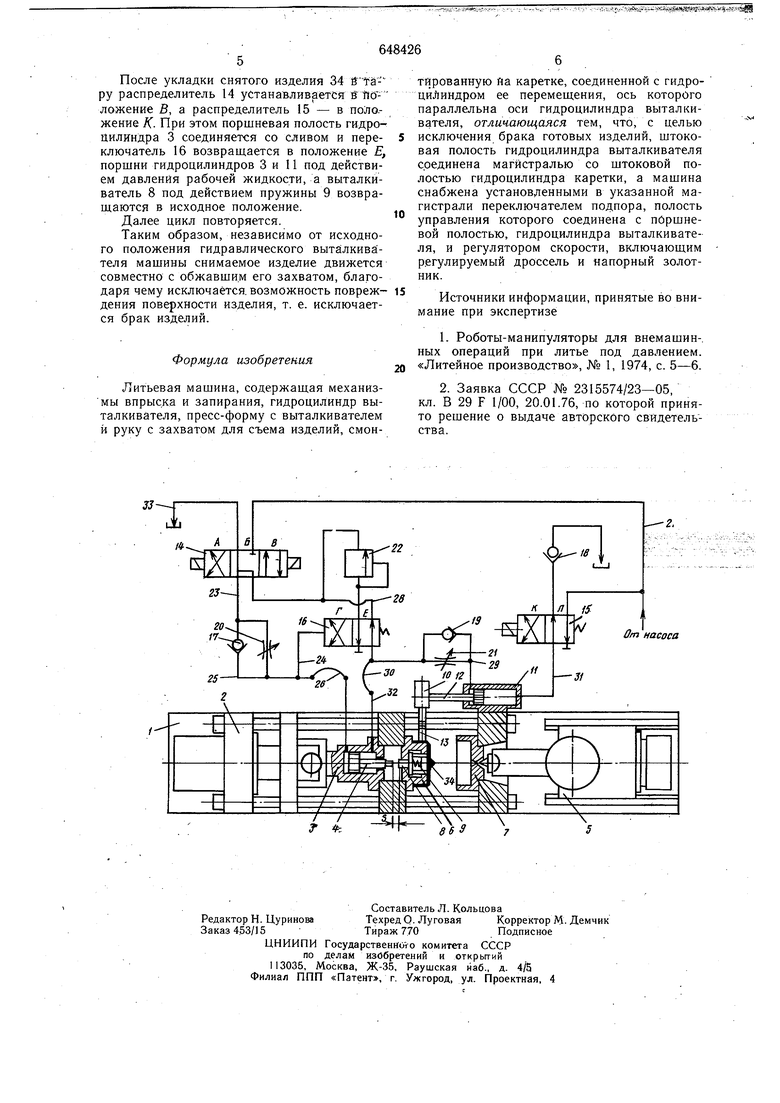
(54) ЛИТЬЕВАЯ МАШИНА ййделие, сразу же с момента подачи давления рабочей жидкости в гидроцилиндр перемещений каретки. Это рассогласование в начальный момент съема изделия может ir prt&ectH Tf ribBpekAeHiiro поверхности этого изделия. Целью изобретения является исключение брака готовых изделий. Это достигается благодаря тому, что што шваяполость тидроцилиндра выталкивания соединена магистралью со штоковой полостью гидроцилиндра каретки, а машина снабжена установленными в указанной магистрали переключётёЛём подпЬра, полость упра1зЛенйя которого соединена с поршневой полостью гидроцилиндра выталкивателя, и регулятором скорости, включающим регулируемый дроссель и напорный золотник. Литьевaiя м ашика пока зана на чертеже. Машина состоит из станины 1, механизма запирания 2, гидроцилиндра 3 выталкивателя со штоком 4, механизма впрыска 5, пресс-формы, включающей пуансон 6, матрицу 7, выталкиватель возвратную пружину 9, устройства для съема готовых изделий, включающего каретку 10, перемещаемую вдоль оси литьевой машины гидроцил-индрбм 11, имеющим щток 12, руку с захватом 13, который может в заданный момент цикла обжать и удержать отЛитое изделие, гидропривод с распределителями 14 и 15, переключателем подпора 16, обратными клапанами 17, 18 и 19, дросселем 20, регулято ром скорости, включающим регулируемый дроссель 21 и напорный золотник 22 и трубопроводы 23-33. Распределитель 14 три положения: А, Б и В. Распределитель 15 имеет два положения: К и Л. Переключатель подпора 16 Имеет два положения: Г и . Так как гидроцилиндр 3 подвижен, то предусмотрены трубопроводы в виде гибких элементов 26 и 30. Магистраль, соединяющая штоковыё полости гидроцилиндра 3 выталкивателя и гидроцилиндра 11 каретки 10, включает трубопроводы 24, 26, 28, 30, 32. Работа машины осуществляется в следующей последовательности. 1. Исходное положение: пресс-форма раскрыта (пуансон6 и матрица 7 разведены); поршень гидроцилиндра 3 находится в левом положении; поршень гидроцйлиндра 11 находится в левом положении; рука с захватом 13 выведена йз зоны мёжштампового пространства литьевой машины (fexaнизмы, выводящие руку с.захва- ом 13 из зоны машины и осуществляющие обжим изделия, устанавливается на каретке 10); распределитель 14 установлен в положении Б; распределитель 15 установлен в положении JT, переключатель подпора 16 установлен в положении Е. 2. Производитсязапирание пресс-формы, при этом сомкнувшиеся пуансон 6 и матрица 7 образуют полость, соответствующую конфигурации отливаемого на мащине изделия. Механизм впрыска 5 осуществляет впрыск расплава пластмассы в пресс-форму через литниковое отверстие в матрице 7. Производится выдержка времени, при которой в Механизме впрыска 5 подготавливается новая порция расплава, а расплав, находящийся в пресс-форме, застывает, образуя изделие 34. Происходит раскрытие пресс-формы до исходного положения, причем изделие 34 остается на пуансоне 6. Рука.с захватом 13 вводится в зону машины и обжимает изделие 34. Подается давление в порщневую полость гидроцилиндра 3, и шток 4 без йагрузки проходит расстояние S; распределитель 14 находится при этом в положении А и рабочая жидкость от насоса по трубопроводам 27, 29у, через дроссель 20, по трубопроводу 26 поступает в поршневую полость гидроцилиндра 3, а из штоковой полости этого же гидроци линдра через трубопроводы 32, 30, переключатель подпора 16, трубопровод 28, распределитель 14 и трубопровод 33 поступает на слив; шток 12 при этом не движется, так как штбковая полость соединена со сливом, а поршневая - заперта обратным клапаном 18, обеспечивающим подпор I - 2 кгс/см. При дальнейшем перемещении штока 4 его торец воздействует на выталкиватель 8, и в поршневой полости гидроцилиндра 3 растет давление рабочей жидкости, которое устанавливает переключатель подпора 16 в положение Г, в результате чего рабочая жидкость из штоковой полости гидроцилиндра 3 с давлением, определяемым настройкой напорного золотника 22, через регулируемый дроссель 21 поступает в штоковую полость гидроцилиндра 11, а из поршневой нолости гидроцилиндра 11 через трубопровод 31, распределитель 15 и обратный клапан 18 сливается в бак. При этом осуществляется одновременное перемещение вдоль оси нащины снимаемого с пуансона 6 изделия 34 и каретки 10, несущей руку с захватом 13, обжимающим изделие 34. Это одновременное перемещение происходит до полного съема изделия 34 с пуансона 6, после чего изделие 34 выносится из зоны межштампового пространства литьевой мащины (механизмы, осуществляющие это движение, не показаны). После укладки снятого изделия 34 ру распределитель 14 устанавливается fftioложение В, а распределитель 15 - в положение К. При этом поршневая полость гидроцилиндра 3 соединяется со сливом и переключатель 16 возвращается в положение Е, поршни гидроцилиндров 3 и 11 под действием давления рабочей жидкости, а выталкиватель 8 под действием пружины 9 возвращаются в исходное положение. Далее цикл повторяется. Таким образом, независимо от исходного положения гидравлического выталкива теля машины снимаемое изделие движется совместно с обжавшим его захватом, благодаря чему исключается, возможность повреждения поверхности изделия, т. е. исключается брак изделий. Формула изобретения Литьевая машина, содержащая механизмы впрыска и запирания, гидроцилиндр выталкивателя, пресс-форму с выталкивателем и руку с захватом для съема изделий, смонтированную йа каретке, соединенной с гидроцилиндром ее перемещения, ось которого параллельна оси гидроцилиндра выталкивателя, отличающаяся тем, что, с целью исключения брака готовых изделий, штоковая полость гидроцилиндра выталкивателя соединена магистралью со щтоковой полостью гидроцилиндра каретки, а мащина снабжена установленными в указанной магистрали переключателем подпора, полость управления которого соединена с поршневой полостью, гидроцилиндра выталкивателя, и регулятором скорости, включающим регулируемый дроссель и напорный золотник. Источники информации, принятые во внимание при экспертизе 1.Роботы-манипуляторы для внемашин-. ных операций при литье под давлением. «Литейное производство, № 1, 1974, с. 5-6. 2.Заявка СССР № 2315574/23-05, кл. В 29 F 1/00, 20.01.76, по которой принято решение о выдаче авторского свидетельства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая машина | 1986 |
|
SU1361006A1 |
| Установка для литья изделий из пластмасс | 1976 |
|
SU562435A1 |
| Литьевая машина | 1984 |
|
SU1206118A1 |
| Автоматический формовочный агрегат | 1990 |
|
SU1827347A1 |
| Устройство для удаления изделий из литьевой машины | 1979 |
|
SU789279A1 |
| Гидравлический пресс | 1977 |
|
SU737242A1 |
| Система управления гидравлическим прессом | 1980 |
|
SU929463A1 |
| ГИДРАВЛИЧЕСКИЙ ПРИВОД ПРЕССА | 2003 |
|
RU2250828C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ РУЛОНОВ ПОЛОСЫ НА РАЗМАТЫВАТЕЛЕ | 2004 |
|
RU2268804C1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2100191C1 |
JJ- Г
