:о эо
35
:л
:о
Изобретение относится к литейному производству, в частности к литью под давлением металлов и сплавов.
Известно устройство для удаления воздуха из формы на машине литья под давлением, содержащее пресс-форму, цилиндр прессования с прессующим поршнем, вакуум-насос, ресивер, откачивающий трубопровод, систему . синхронизации процессов заполнения металлом пресс-формы, вакуумирования и перекрытрш вентиляционных каналов С 1 1,
Недостатком этого устройства является необходимость использования дополнительного материалоемкого оборудования, в частности вакуум-насоса, ресивера, датчиков и т.д. .
Наиболее близким к изобретению является устройство для вакуумирования пресс-форм литья под давлением, содержащее цилиндр вакуумирования с крышками, поршневая полость которого соединена с рабочей полостью пресс-формы через вентиляционный канал, а поршень жестко связан с прессующим поршнем камеры прессования. Для регулирования момента окончания процесса вакуумирования пресс-формы в известном устройстве в крышке цилиндра вакуумирования выполнено отверстие, а поршень цилиндра вакуумирования снабжен штангой, регулируемой по длине и размещенной в этом отверстии. В устройстве принята максимальная реально возможная площадь поперечного сечениявентиляционных каналов, предотвращающая попадание расплава в систему вакуумирования, которая значительно меньше расчетно-необходимой площади 2 3.
Недостатком известного устройства является невозможность применения вентиляционных каналов с площадью поперечного сечения, близкой к расчетно-необходимой, так как увеличивается риск попадания расплава в систему вакуумирования.
Принятая площадь не позволяет удалить весь объем газов из рабочей полости пресс-формы и свободного объена камеры прессования, при этом оставшаяся часть газов переходит в отливку в виде пористости, что снижает качество отливки.
Цель изобретения - повьпнение качества отливок путем снижения их пористости.
Эта цель достигается тем, что устройство, содержащее цилиндр вакуумирования с , поршневая полость которого соединена с рабочей полостью пресс-формы через вентиляционный канал, а поршень связан
с прессукнцим поршнем камеры прессования и имеет штангу регулируемой длины, закрепленную на поршне со стороны поршневой полости и размещенную в отверстии крышки цилиндра вакуумирования, снабжено клапаном для перекрытия вентиляционного канала, вьшолненным в виде цилиндра, штоковая полость которого соединена с поршневой полостью цилиндра вакуумирования, а поршневая полость - с его штоковой полостью, при этом в противоположной крьшгке цилиндра вакуумирования выполнено дополнительное отверстие, а поршень снабжен
дополнительной штангой, вьшолненной регулируемой по длине и размещенной в этом отверстии.
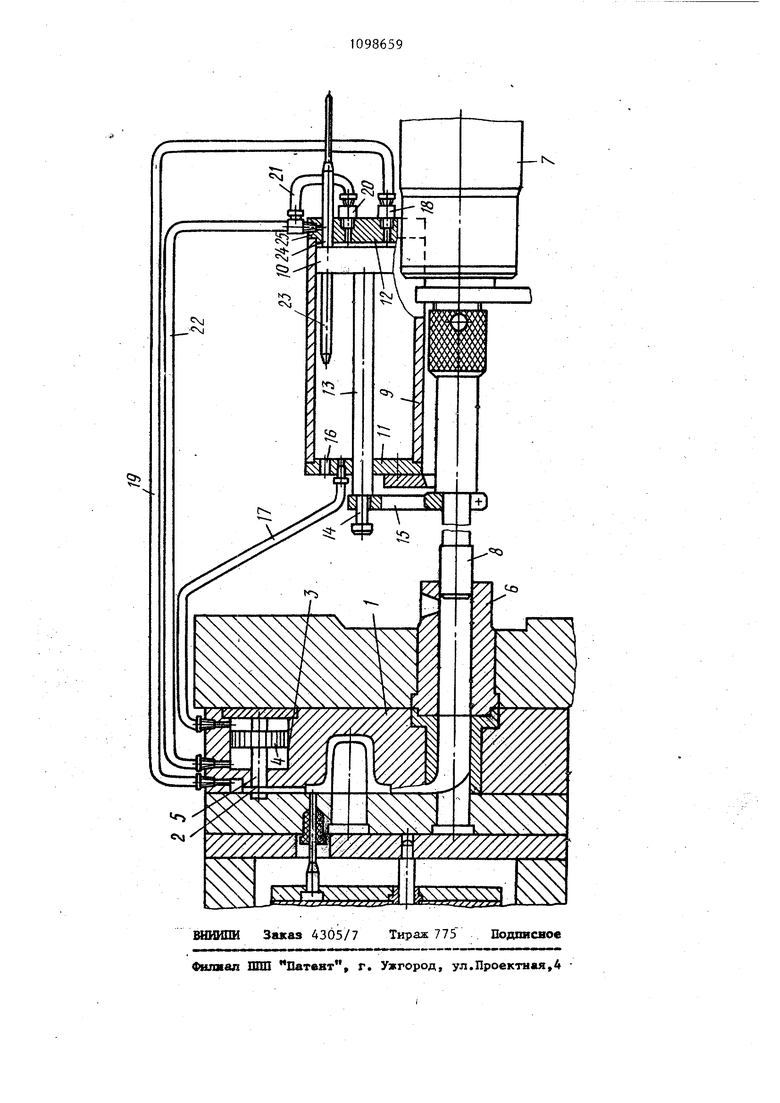
На чертеже показано устройство для вакуумирования пресс-форм литья i под давлением, разрез.
Устройство содержит пресс-форму 1 с рабочей полостью и вентиляционным каналом 2, клапан для перекрытия вентиляционного канала 2, выполненный в виде и(Ш1индра 3 с поршнем 4 и
штоком 5, камеру 6 прессования, цилиндр 7 прессования с прессующим поршнем 8, цилиндр 9 вакуумирования с поршнем 10 и крьш1ками 11 и 12, установленный параллельно оси камеры
6 прессования, поршень 10 цилиндра 9 посредством штока 13 с канавкой .14 и рычагом 15, входящим в зацепление с канавкой 14, связан с прессующим поршнем 8. Штоковая полость цилиндра 9 вакуумирования соединена через отверстие 16 в крышке 11 с атмосферой и через трубопровод 17 с поршневой полостью цилиндра 3, а поршневая полость цилиндра 9 вакуумирования соединена через обратный пневмоклапан 18 с вакуумным трубопроводом 19 и через обратный пневмоклапан 20 и трубопроводы 21 и 22 - со штоковой полостью цилиндра 3. Поршень 10 цилиндра 9 вакуумирования снабжен штангами 23 и 24 регулируемой длины и входящими в отверстия 16 и 25, выполненные в крышках 11 и 12.
Устройство работает следующим образом.
В исходном положении поршень 10 цилиндра 9 вакуумирования с прессующим поршнем 8 находится в правом крайнем положении. При движении прессукщего поршня 8 влево соединительный рычаг 15 перемещается по канавке 14 в штоке 13 и, дойдя до упора, приводит в движение щток 13. Длина канавки 14 выбирается с таким расчетом, чтобы движение штока 13 начиналось после прохождения прессующим поршнем 8 заливочного окна камеры 6 прессования. При движении поршня 10 влево в поршневой полости цилиндра 9 вакуумирования создается разрежение, причем глубина вакуума нарастает прямо пропорционально величине перемещения поршня 10 влево. Газы из пресс-формы откачиваются по трубопроводу 19 со скоростью истечения, прямопропорциональной глубине вакуума. Воздух из щтоковой полости цилиндра вакуумирования 9 удаляется через отверстие 16 крьш1ки 11 в атмосферу до тех пор, пока шта;га 23, настроенная на заданньй момент перекрытия вентиляционных каналов, который определяется необхоримой степенью заполнения металлом рабочей полости пресс-формы 1, не перекроет отверстие 16 в крьш1ке 11, расположенное соосно со штангой 23. В результате этого в штоковой полости цилиндра 9 вакуумирования появляется нарастающее избыточное давление, которое передается по трубопроводу 17 в поршневую полость цилиндра 3, обеспечивая перемещение
поршня 4 и штока 5 на перекрытие вентиляционного канала. При этом, как только штанга 23 перекроет отверстие 16 в крьш1ке 11 и в штоковой полости цилиндра 9 вакуумирования появится нарастающее избыточное давление. Другая штанга 24, настроенная регулировкой, выходит из зацепления с крьш1кой 12, отключает вакуумирование, а воздух из штоковой полости цилиндра 3 через трубопровод 22 и открытое отверстие 25 в крьш1ке 12 стравливается в атмосферу. Открытие вентиляционного канала происходит при возвращении прессующего поршня 8 в исходное положение, при этом после перекрытия штангой 24 в отверстия в крьш1кё 12 и открытия щтангой 23 отверстия в крышке 11 в порщневой полости цилиндра 9 вакуумиро- вания появится нарастающее избыточное давление, которое через обратный пневмоклапан 20 и трубопроводы 21 и 22 передается в штоковую полост цилиндра 3. При этом обеспечивается перемещение поршня 4 и перекрывающего штока 5 вправо и открывание вен типяционного канала 2, а воздух из поршневой полости цилиндра 3 через трубопровод 17 и открытое штангой 23 отверстие в крышке 11 стравливается в атмосферу.
Предлагаемое устройство для вакуумирования пресс-форм литья под давлением позволит обеспечить удаление всего объема газов и одновременно предотвратить попадание расплава в систему вакуумирования, вследствие чего снижается брак отливок по их. негерметичности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вакуумирования пресс-форм литья под давлением | 1987 |
|
SU1574356A1 |
| Устройство для вакуумирования пресс-форм литья под давлением | 1980 |
|
SU910345A1 |
| Устройство для обдува и смазки пресс-формы и прессующего поршня машины литья под давлением | 1981 |
|
SU1033257A1 |
| УСТРОЙСТВО ДЛЯ ВАКУУМИРОВАНИЯ ПРЕСС-ФОРМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2114716C1 |
| Механизм прессования машины литья под давлением | 1990 |
|
SU1733189A1 |
| Механизм прессования машины литья под давлением | 1979 |
|
SU891211A2 |
| Механизм прессования машины литья под давлением | 1980 |
|
SU891213A1 |
| Механизм прессования машины для литья под давлением | 1988 |
|
SU1729692A1 |
| Устройство для вакуумирования пресс-формы литья под давлением | 1983 |
|
SU1109251A1 |
| Узел прессования машины литья под давлением | 1981 |
|
SU984659A1 |
УСТРОЙСТВО ДЛЯ ВАКУУМИРОВАНИЯ ПРЕСС-ФОРМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ, содержащее цилиндр вакуумирования, с крышками поршневая полость которого соединена с рабочей полостью пресс-формы через вентиляционный канал, а поршень связан с прессукицим поршнем камеры прессования и имеет штангу регулируемой длины, зaкpJeплeннyю на поршне со стороны поршневой полости и размещенную в отверстии крьш1ки цилиндра . вакуумирования, отличающ 4 е с я тем, что, с целью повышения качества отливок путем снижения их пористости, оно снабжено клапаном для перекрытия вентиляционного канала, выполненным в виде цилиндра, штоковая полость которого соединена с поршневой полостью цилиндра вакуумирования, а поршневая полость - его штоковой полостью, при этом в противоположной крышке цилиндра вакуумирования выполнено дополнительное отверстие, а поршень (П снабжен дополнительной штангой, выполненной регулируемой по длине и С размещенной в этом отверстии.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для установки и закрепления деталей | 1987 |
|
SU1458136A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для вакуумирования пресс-форм литья под давлением | 1980 |
|
SU910345A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
