Изобретение относится к холодной про катке труб и касается усовершенствовакГИя механизмов подачи станов холодной прокатки труб. Известен механизм подачи станов холодной прокатки труб, включающий привод ной профильный кулачок, соединенную с ним рычажно-кулисную систему, муфту обгона, систему валов с шестернями, при водимую ими гайку винта подачи, которы имеет привод ускоренного отвода его i Недостатком этого механизма являют ся большие динамические нагрузки в его звеньях, обусловленные большим количеством соединительных деталей в пени механизмаК предложенному механизму наиболее близок механизм подачи стана , холодной прокатки труб, содержащий винт подачи, его привод ускоренного перемещения с клинорёменной передачей, установленную на винте гайку, ее привод прерывистого поворота с муфтой обгона, системой валов и шестерен, приводимых от кулачка. зубчатой кулачковой муфтой, имеющей привод расцепления шестерен (27 . Недостатками этого механизма подачи являются также сложность и большие динамические нагрузки в его звеньях, обусловленные большим количеством соединительных деталей, работающих в тяжелом динамическом режиме, что приводит к недостаточной надежности в его работе. Целью изобретения является повышение надежности в работе механизкла путем уменьшения динамических нагрузок в его звеньях и упрощение конструкций. Цепь достигается тем, что в известном механизме подачи стана холодной прокатки труб, содержащем винт подачи, его привод обратного ускоренного перемещения с клинорёменной передачей, установленную на винте гайку, ее привод прерывистого поворота с муфтой обгона, приподным кулачком и зубчатой кулачковой муфтой, имеющей привод расцепления половин, на наружной поверхности гайки выполиеиы обод шкива клиноременной передачи и венеп звездочки муфты обгона, обойма которой снабжена зубьями, расположенными на торцовой поверхности со стороны зубьев одной из половин зубчатой кулачковой муфгы, которая связана с приводным кулачком н приводом расцепления половин.
Указанные отличительные признаки позволюЬт значительно уменьшить количество деталей в цепи механизма, работающих в динамическом режиме, что дает возможность продлить срок службы работы деталей механизма, снизить простои и повысить надежность в работе механизма.
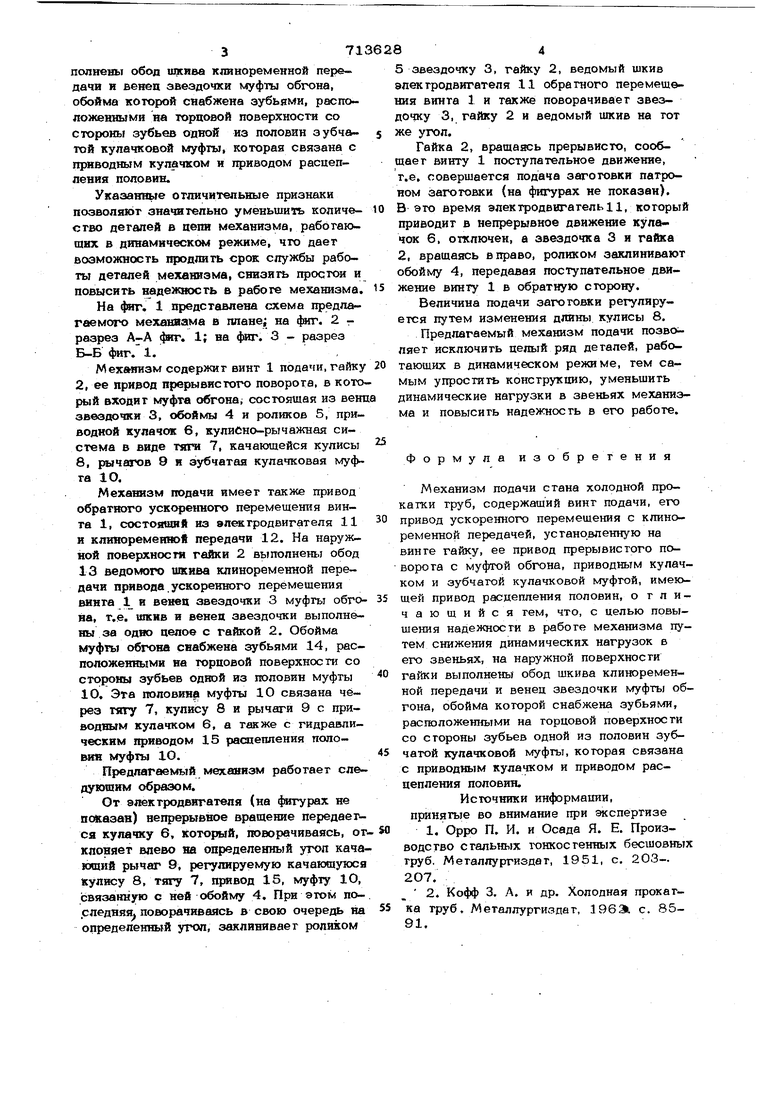
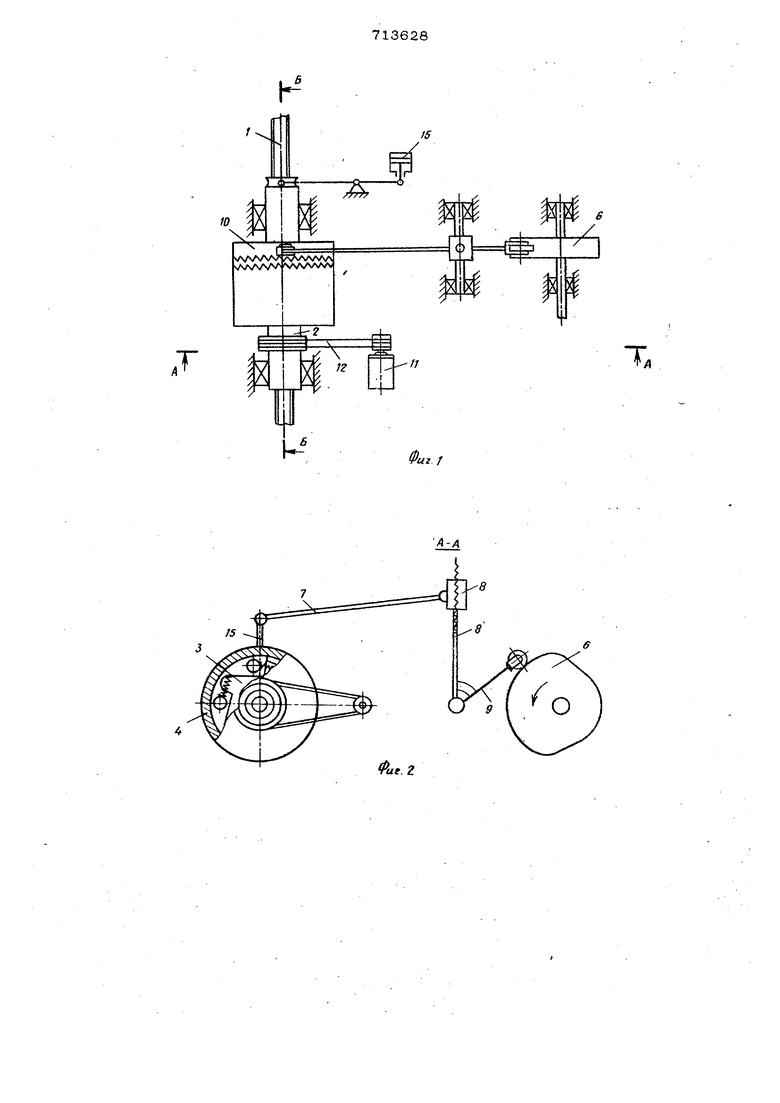
На фиг. 1 представлена схема предлагаемого мехавшама в плане; на жг, 2 граэрез А-А (|иг. 1; на фиг. 3 - разрез Б-Б фиг. 1.,
Механизм содержит винт 1 подачи, гайку 2, ее привод прерывистого поворота, в который входит муфта с гона; состоящая из веш звездочки 3, обоймы 4 и роликов 5, приводной кулачок 6, кулиСно-рычажная система в виде тяги 7, качающейся кулисы 8, рычахюв 9 и зубчатая кулачковая муф та 1О,
Механизм подачи имеет также привод обратного ускоренного перемещения винта 1, состоящий из электродвигателя 11 и клиноремешюЙ передачи 12. На наружной поверхности гайки 2 выполнены обод 13 ведомого шкива клиноременной передачи привода ускоренного перемешения винта 1 и венец звездочки 3 муфгы обгона, т.е. шкив и венео звездочки выполнены за одно целое с гайкой 2. Обойма муфты обгона снабжена зубьями 14, расположенными на торцовой поверхности со стороны зубьев одной из половин муфты 10. Эта половина муфты Ю связана через тягу 7, кулису 8 и рычаги 9 с приводным кулачком 6, а также с гидравлическим приводом 15 расцепления половин муфты 1О.
Предлагаемый механизм работает следуюшим образом.
От электродвигателя (на cjairypax не п(Жазан) непрерывное вращение передае ся кулачку 6, который, поворачиваясь, от клоняет влево на определенный угол качающий рычаг 9, регулируемую качаюшукхзя Кулису 8, тягу 7, привод 15, муфту 10, связанную с ней обойму 4. При этом последняя. поворачиваясь в свою очередь на определенный угол, заклинивает роликом
5 звездочку 3, гайку 2, ведомый шкив электродвигателя 11 обратного перемешения винта 1 и также поворачивает звездочку 3, гайку 2 и ведомый шкив на тот же угол.
Гайка 2, вращаясь прерывисто, сообщает винту 1 поступательное движение, т.е. совершается подача заготовки патроном заготовки (на фигурах не показан). В это время электродвигатель 11, которы приводит в непрерывное движение 6. отключен, а звездочка 3 и гайка 2, вращаясь вправо, роликом заклинивают обойму 4, передавая поступательное движение винту 1 в обратную сторону.
Величина подачи заготовки регулируется путем изменения длины кулисы 8.
Предлагаемый механизм подачи позво ляет исключить целый ряд деталей, работающих в динамическом режиме, тем самым упростить конструкцию, уменьшить динамические нагрузки в звеньях механизма и повысить надежность в его работе.
Формула изобретения
Механизм подачи стана холодной прокатки труб, содержащий винт подачи, его привод ускоренного перемещения с клиноременной передачей, установленную на винге гайку, ее привод прерывистого поворота с муфтой обгона, приводным кулачком и зубчатой кулачковой муфтой, имеющей привод расцепления половин, отличающийся тем, что, с целью повышения надежности в работе механизма путем снижения динамических нагрузок в его звеньях, на наружной поверхности гайки выполнены обод шкива клиноременной передачи и венец звездочки муфты обгона, обойма которой снабжена зубьями, расположенными на торцовой поверхности со стороны зубьев одной из половин зубчатой кулачковой муфты, которая связана с приводным кулачком и приводом расцепления половин.
Источники информации,
принятые во внимание при экспертизе
1. Орро П. И. и Осада Я. Е. Производство стальных тонкостенных бесшовных труб, Металлургиздат, 1951, с, 203- 2О7.
2. Кофф 3. А, и др. Холодная прокатка труб. Металлургизпат, 196. с. 8591,
Т л I
15
Т,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи заготовок стана холодной прокатки труб | 1982 |
|
SU1080891A1 |
| Распределительно-подающий механизмСТАНА ХОлОдНОй пРОКАТКи ТРуб | 1979 |
|
SU845897A1 |
| Распределительный подающе-поворот-Ный МЕХАНизМ CTAHA ХОлОдНОй пРОКАТ-Ки ТРуб | 1979 |
|
SU839630A1 |
| Стан пилигримовой прокатки труб | 1987 |
|
SU1405923A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Устройство для изменения размера ячеи сети к сетевязальной машине | 1980 |
|
SU1000497A1 |
| Механизм подачи стана холодной прокатки труб | 1979 |
|
SU768500A1 |
| Механизм подачи стана холодной прокатки труб | 1983 |
|
SU1144739A1 |
| Распределительно-подающий механизм редукторного типа | 1959 |
|
SU124400A1 |
| Распределительный подающе-поворотныйМЕХАНизМ CTAHA ХОлОдНОй пРОКАТКиТРуб | 1978 |
|
SU831239A1 |
Фи.г
1
