Изобретение относится к обработке металлов давлением и может быть использовано в процессах штамповки деталей из трубчатых заготовок.
Наиболее близким к предлагаемому является штамп для штамповки трубчатых заготовок, содержащий закрепленный на верхней подвижной плите штампа ступенчатый шток с конической рабочей частью, обойму с установленной в ней разъемной матрицей, смонтированную на нижней плите штампа, и помещенный в матрицу пуансон из эластичного материала, выполненный в виде втулки с внутренней полостью, имеюшей форму конуса 1.
Однако известный штамп характеризуется недостаточной надежностью вследствие низкой стойкости эластичного пуансона, что связано с его интенсивным разогревом и износом в процессе взаимодействия со штоком. Кроме того, необходимость час той замены пуансона увеличивает эксплуатационные расходы на штамповку.
Цель изобретения - повышение надежности штампа.
Поставленная цель достигается тем, что штамп для штамповки трубчатых заготовок, содержащий закрепленный на верхней подвижной плите штампа ступенчатый шток с конической рабочей частью, обойму с установленной в нем разъемной матрицей, смонтированную на нижней плите штампа, и помешенный в матрицу пуансон из ..эластичного материала, выполненный в виде втулки с внутренней полостью, имеющей форму конуса, снабжен установленной в полости пуансона прокладкой из антифрикционного материала, выполненной в виде тонкостенной конической обечайки с незамкнутыми по контуру кромками.
ВПОЛОСТИ пуансона может быть выполнено кольцевое поднутрение, соответствующее размерам и форме указанной прокладки.
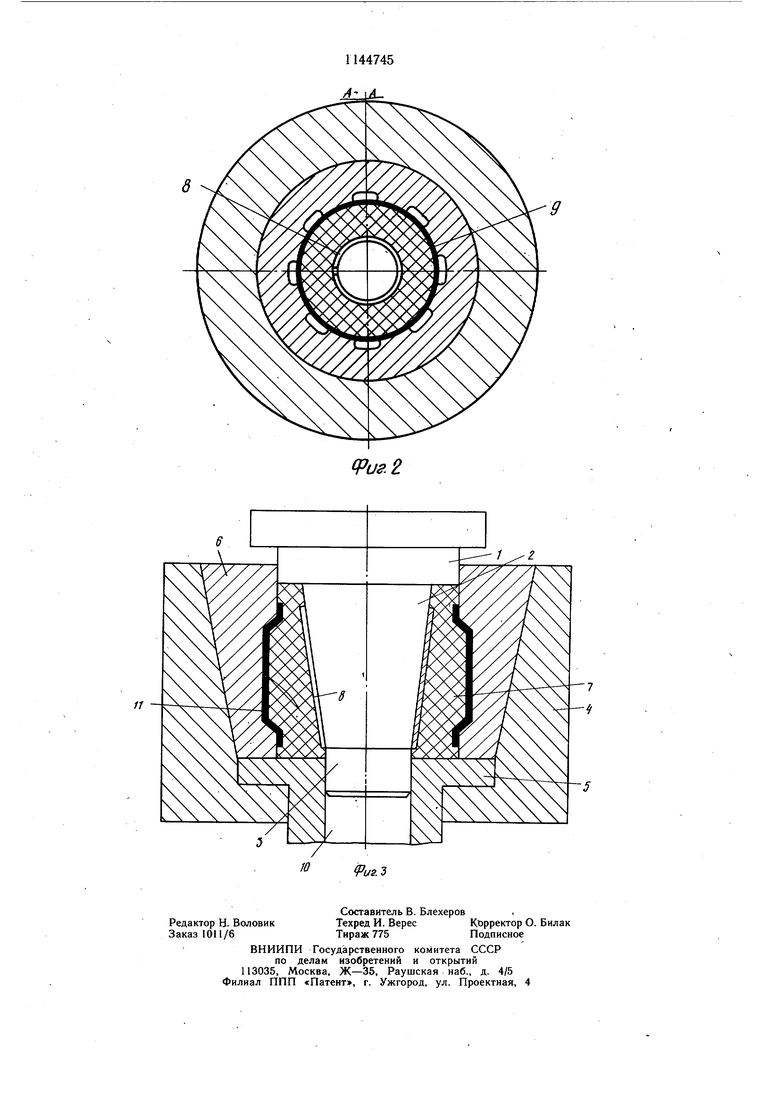
На фиг. 1 изображен штамп в исходном для штамповки положении, продольны разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - штамп в конечной стадии штамповки, увеличенный разрез. Штамп содержит закрепленный на верхней плите (не показана) ступенчатый шток 1, с конической рабочей частью 2,и цилиндрическим пояском 3. На нижней плите штампа (не показана) закреплена обойма 4, в
которой на выталкивателе 5 установлены состоящая из двух частей разъемная матрица 6 и пуансон 7 из эластичного материала (например полиуретана). Пуансон 7 имеет форму втулки с, внутренней конической полостью. В полости пуансона выполнено
поднутрение, в котором помещена прокладка 8 из антифрикционного материала (например бронзы), выполненная в виде тонкостенной конической обечайки с незамкнутыми по. контуру кромками.
Штамп работает следующим образом. Между матрицей 6 и пуансоном 7 помещают трубчатую заготовку 9. При ходе верхней плиты штампа вниз коническая часть 2 штока 1 входит в полость эластичного пуансона 7 до соприкосновения с антифрикционной прокладкой 8. При этом цилиндрический поясок 3 штока 1 входит в отверстие 10 выталкивателя 5, а ступенчатая часть штока 1 замыкает полость матрицы 6. При дальнейшем ходе штампа коническая часть 2 штока скользит по антифрикционной прокладке 8 и через прокладку осуществляет раздачу эластичного пуансона 7 и формообразование заготовки 9 по матрице 6. По окончании штамповки деталь 11 с помощью выталкивателя 5 извлекается из штампа, после чего цикл повторяется.
Применение изобретения позволяет существенно повысить стойкость эластичного пуансона и сократить затраты на штамповку.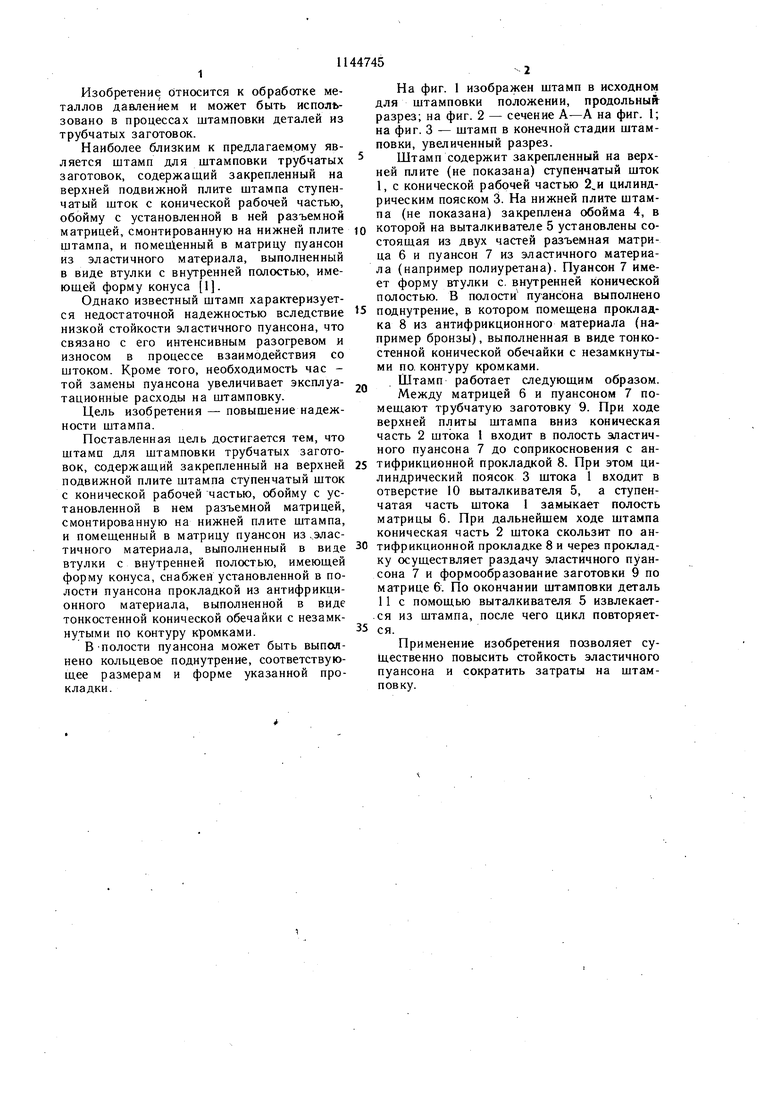
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1992 |
|
RU2057613C1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| Штамп для высадки утолщений на трубных заготовках | 1985 |
|
SU1355341A1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| Штамп с разъемными матрицами | 1982 |
|
SU1047574A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1997 |
|
RU2111824C1 |
| Устройство для формирования сильфонов повышенной эластичности | 1975 |
|
SU554044A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
1. ШТАМП ДЛЯ ШТАМПОВКИ ТРУБЧАТЫХ ЗАГОТОВОК, содержащий закрепленный на верхней подвижной плите штампа ступенчатый шток с конической рабочей частью, обойму с установленной в ней разъемной матрицей, смонтированную на нижней плите штампа, и помещенный в матрицу пуансон из эластичного материала, выполненный в виде втулки с внутренней полостью, имеющей форму конуса, отличающийся тем, что, с целью повышения надежности, он снабжен установленной в полости пуансона прокладкой из антифрикционного металла, выполненной в виде тонкостенной конической обечайки с незамкнутыми по контуру кромками. 2. Штамп ло п. 1, отличающийся тем, что в полости пуансона выполнено кольцевое поднутрение, соответствующее размерам и форме указанной прокладки. N | 4 СД
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Альбом чертежей штамповой оснастки с применением полиуретана | |||
| Под ред | |||
| М | |||
| А | |||
| Блинова | |||
| Пермь, Западно-Уральский центр научно-технической информации, 1975, с | |||
| Насос | 1917 |
|
SU13A1 |
