штамп содержит верхнюю плиту 1, обойму 2, пуансон 3, подпирающую втулку 4, направляющий стержень 5, соединительный элемент 6, эластичное кольцо 7, матрицу 8 и выталкиватель 9, При штамповке жестко связанные подпирающая втулка 4 и направляющий
1
Изобретение относится к обработке металлов давлением и может быть использовано для получения утолщений на торцах трубчатых заготовок.
Цель изобретения - расширение технологических возможностей штампа путем обеспечения высадки внутренних утолщений.
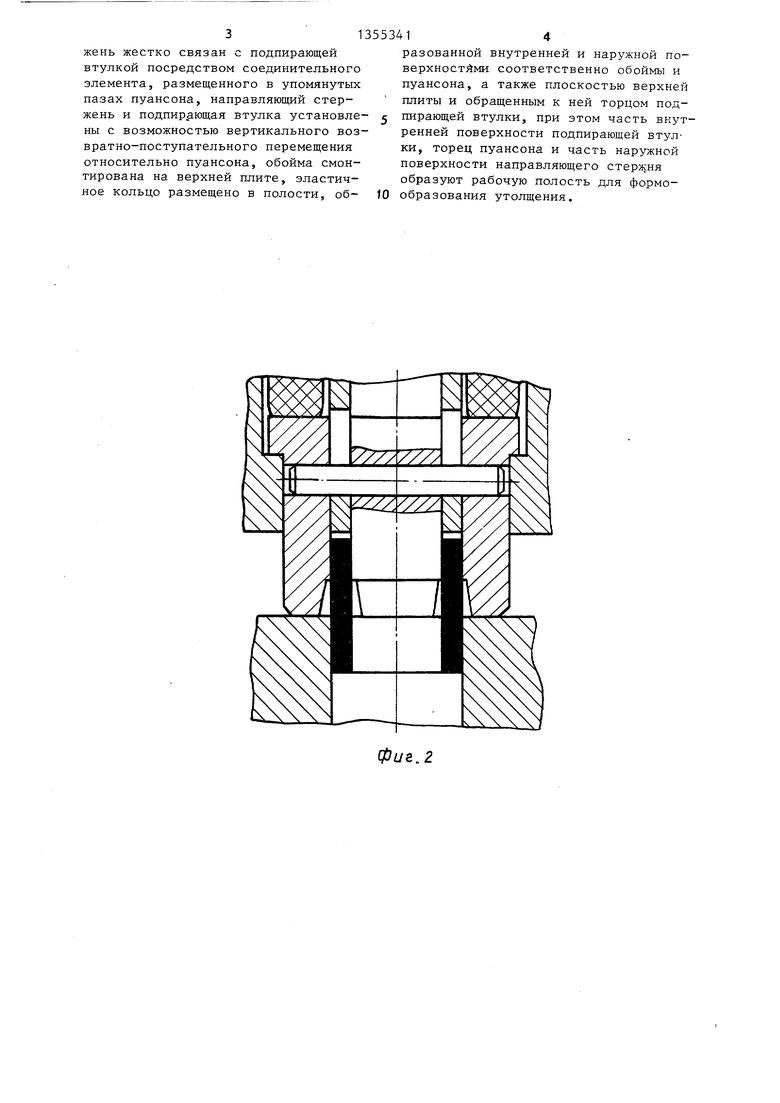
На фиг.1 изображен штамп, общий вид, разрез (на левой половине разреза штамп изображен в исходном положении, а на правой - в конечной стадии высадки); на фиг.2-4 - стадии высадки.
Штамп содержит верхнюю плиту 1, обойму 2, пуансон 3, подпирающую втулку 4, направляющий стержень 5, соединительный элемент 6, эластичное кольцо 7, матрицу 8, выталкиватель 9.
Устройство работает следующим образом.
Заготовку, на которой необходимо получить утолщение, помещают в матри цу 8. Нижний торец заготовки опирается на выталкиватель 9. При рабочем ходе инструмента подпирающая втулка 4 и направляющий стержень 5, жестко связанные соединительным элементом 6 смыкаются с матрицей 8. Заготовка размещается в кольцевых цилиндрической и фасонной полостях (фиг.2), образованных подпирающей втулкой 4, направляющим стержнем 5, матрицей 8 и нижним торцом пуансона 3.
Верхняя плита 1 и подпирающая втулка 4 сжимают эластичное кольцо 7 при этом до начала воздействия пуансона 3 на заготовку, возникает упругая сила, достаточная для компенсации осевой силы, появляющейся после соприкосновения металла с фасонными поверхностями рабочей полости (фиг.З и являющейся составляющей от силы
стержень 5 смыкаются с матрицей 8, образуя рабочую полость. Затем пуансон 3 воздействует на торец трубной заготовки, вьщавливает металл в наружное и внутреннее утолщения, форма которых задается фасонными поверхностями рабочей полости. 4 ил.
5
0
5
0
давления деформируемого металла на стенки формообразующей полости. После полного заполнения металлов фасонной полости осевая сила интенсивно возрастает и преодолевает упругую силу. Подпирающая втулка 4 и направляющий стержень 5 приподнимаются относительно матрицы 8 (фиг.4), что предохраняет формообразуюш;ий инструмент от перегрузки.
По окончании высадки верхняя плита 1 с подвижным инструментом поднимается, выталкиватель 9, вытолкнув отштампованное изделие, возвращается в исходное положение. Штамп готов к следующей операции.
Применение предлагаемой конструкции штампа позволяет получить утолщение одновременно на внутренней и наружной поверхностях трубной заготовки. Кроме того, в штампе можно получить изделия с фасонными утолщениями только на наружной или только на внутренней поверхностях. При этом утолщения, форма которых задается конфигурацией рабочей полости инструмента, могут быть коническими, цилиндрическими, ступенчатыми и т.д.
Формула изобретения
Штамп для высадки утолщений на трубных заготовках, содержашрй смонтированные на верхней плите пуансон, направляющий стержень, а также эластичное кольцо и обойму, охватывающую подпирающую втулку, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения высадки внутренних утолщений, пуансон выполнен со сквозными продольными диаметрально расположенными пазами, направляющий стер31
жень жестко связан с подпирающей втулкой посредством соединительного элемента, размещенного в упомянутых пазах пуансона, направляющий стержень и подпирающая втулка установле ны с возможностью вертикального воЗ вратно-поступательного перемещения относительно пуансона, обойма смонтирована на верхней плите, эластичное кольцо размещено в полости, об553414
разованной внутренней и наружной по- верхностйми соответственно обоймы и пуансона, а также плоскостью верхней плиты и обращенным к ней торцом под2 пирающей втулки, при этом часть внутренней поверхности подпирающей втулки, торец пуансона и часть наружной поверхности направляющего стержня образуют рабочую полость для формо- fO образования утолщения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для высадки утолщений на концах труб | 1980 |
|
SU969400A1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| Штамп для высадки утолщений на концах труб | 1973 |
|
SU439335A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Устройство для высадки | 1981 |
|
SU996027A1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Штамп для объемного деформирования | 1988 |
|
SU1593774A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1997 |
|
RU2111824C1 |

Изобретение относится к инструменту для получения утолщений на концах трубных заготовок. Цель изобретения - расширение технологических возможностей путем обеспечения высадки внутренних утолщений. Для этого (Л : ел СП 00 4::
Фиг.2
фиг.З
Редактор Т.Парфенова
Составитель Б.Гречищев Техред Л.Олийнык
Заказ 5741/10Тираж 583Подписное
ВНИШ1И Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-иолиграфйческое предприятие, г. Ужгород, ул. Проектная, 4
ue.ff
Корректор О.Кравцова
| Штамп для высадки утолщений на концах труб | 1981 |
|
SU997940A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
