(54) СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ
НЕЖЕСТКИХ ВРАПиЮЩИХСЯ
I
Изобретение относится к металлообработке и может быть использовано при токарной обработке,нежестких деталей на станках с применением систем автоматического управления, в том числе с ЧПУ, в различных отраслях промышленности.
.Известен способ обработки нежестких вращающихся деталей с зажимом и приложением растягивающего усилия {1).
Недостатки известного способа заключаются в том, что продольное растяжение достигается статической силой, а также ограничеиные технологические возможности и относительно н&высокая точ1юсть обработки.
Цель изобретения - повышение точности обработки путем повыщения жесткости системы. СПИД.
Указанная цель достигается тем, что растяпгеающее усилие прилагают путем возбуждения
центробежных сил во вращающихся злемеитах,
зажима, а регулировку усилия осуществляют
иэмеиением скорости вращения этих злементов.
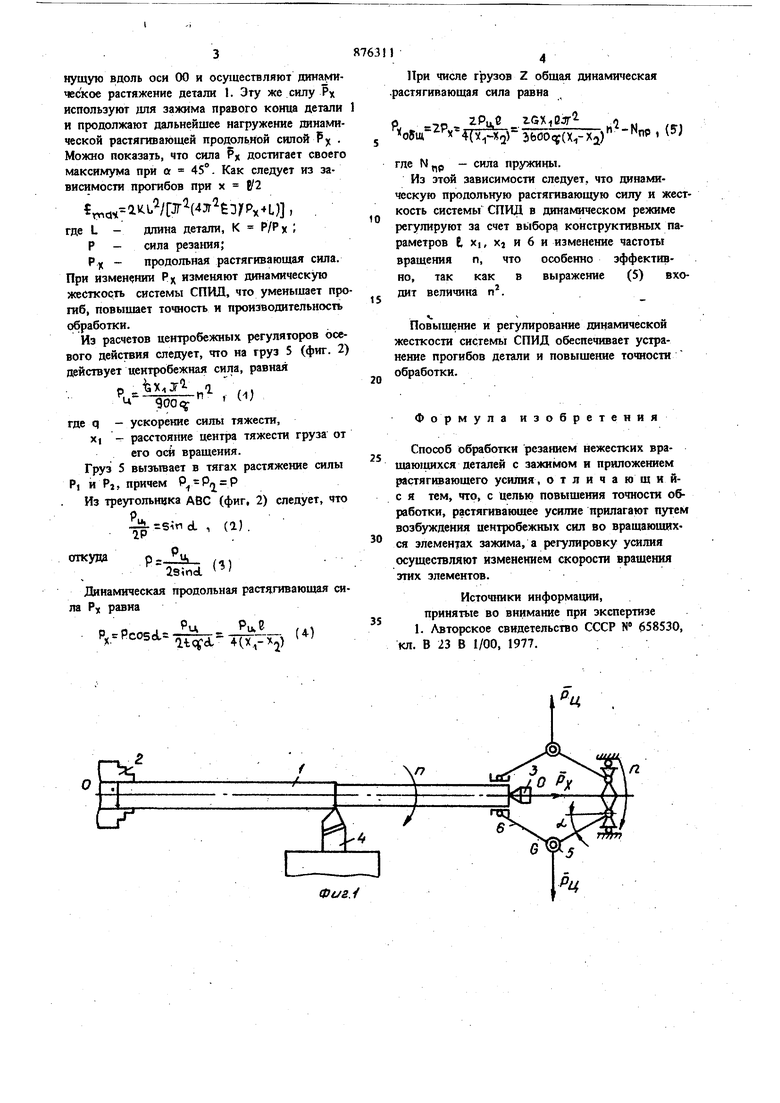
На фиг. 1 представлена схема нагружеиия заготовки динамической продолг ной растягиДЕТАЛЕЙ
вающей силой; на фиг. 2 - расчетная схема устройства для реализации способа.
Устройство содержит деталь 1, зажимной патрон 2 станка, подпружиненный центр 3, резец 4, груз 5, установленный в тягах 6, при этом Р U, центробежная сила груза весом G, Ру - продольная динамическая растягивающая сила, а - угол, п - частота вращения груза, Р| и Р} - подпружиненный центр.
Сущность предлагаемого способа-обработки
10 заключается в следующем.
Деталь 1 устанавливают в патроне 2 токарного станка, поджимают подпружиненным центром 3 и иачииают врезание резца 4 в деталь 1 (фиг. 1). После врезания и обработки участка
15 детали, достаточного для зажима (при этом прогибы детали еще ие оказывают существенного влияния на процесс образования погрещности) к этому концу детали кинематически подсоединяют грузы 5 весом G иа тягах 6.
Грузы 5 вращают вокруг оси 00 со скоростью п, чем развивают центробежную силу Рц . Центробежиой силой п вращающихся грузов 5 создают динамическую продольную силу Ру , тянущую вдоль оси 00 и осуществляют динамическое растяжение детали I. Эту же силу РХ используют для зажима правого коица детали и продолжают дальнейшее нагружение дина тческой растягивающей продольной силой Р у . Можно показать, что сила РХ достигает своего максимума при а 45. Как следует из зависимости прогибов при X Е/2
./ г : ЧзурхЧ), .
где L - длина детали, К Р/Ру I
Р - сила резания;
Р. - продольная растягивающая сила. При изменении РХ изменяют динамическую жесткость системы СПИД, что уменьшает прогиб, повышает точность и производительность
обработки.
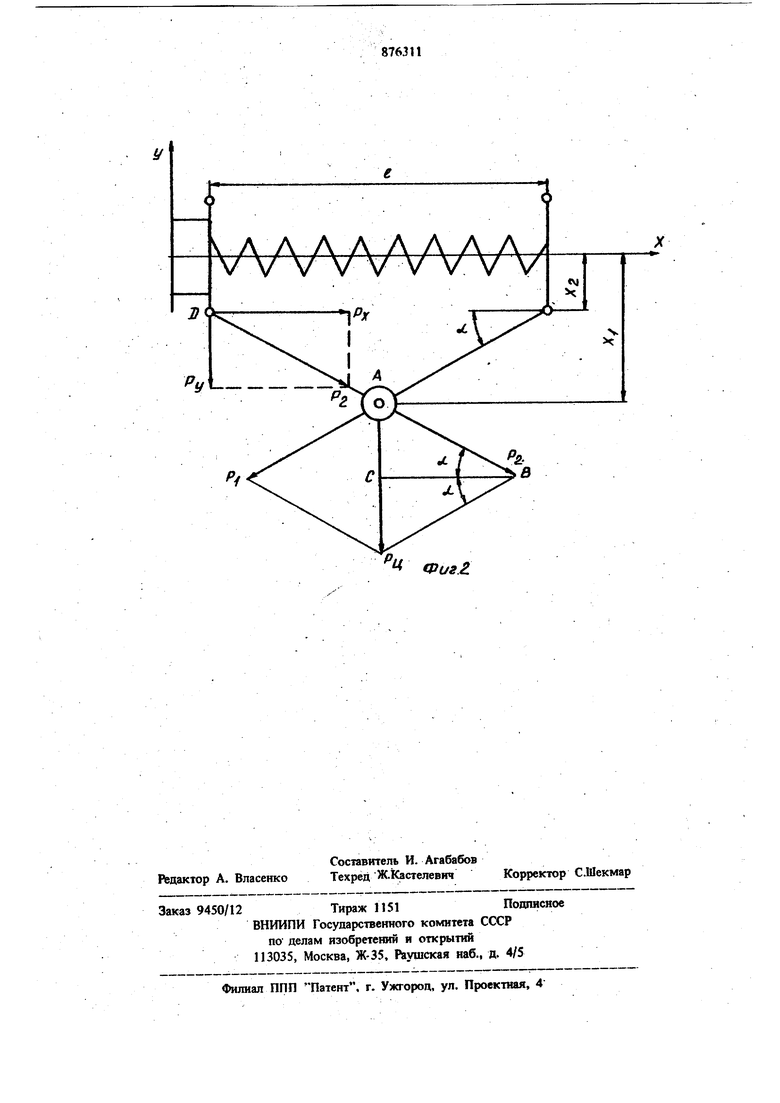
Из расчетов центробежных регуляторов осевого действия следует, что на груз 5 (фиг. 2) действует центробежная сила, равная
vH.)
где q - ускорение силы тяжести,
XI - расстояние центра тяжести груза от
его оси вращения.
Груз 5 вызьгеает в тягах растяжение силы PI и PI, причем Р Р|2 Р
Из треугольника ABC (фиг, 2) следует, что
. , (1). оггкуда ,-,
ISSod
Динамическая продольная растягивающая сила Р равна
00 . PUРиВ
(4)
P, Pc05cl j -При числе грузов Z общая динамическая .растягивающая сила равна
р iPufi и /в-1
) (х,- ха)
где NPP - сила пружины.
Из этой зависимости следует, что динамическую продольную растягивающую силу и жесткость системы СПИД в динамическом режиме регулируют за счет вь1бора конструктивных параметров С, Х|, X} и 6 и изменение частоты вращения п, что особенно зффективно, так как в выражение (5) входит величина п.
Повышение и регулирование динамической жесткости системы СПИД обеспечивает устранение прогибов детали и повышение точности обработки.
Ф о р мула изобретения
Способ обработки резанием нежестких вращаю1цихся деталей с зажимом и приложением растягивающего усилия, отличающийс я тем, что, с целью повышения точности обработки, растягивающее усилие прилагают путем возбуждения центробежных сил во вращающихся элементах зажима, а регулировку усилия осуществляют изменением скорости вращения зтих злементов.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 658530, кл. В 23 В 1/00, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Задняя бабка токарного станка | 1980 |
|
SU878417A1 |
| Задняя бабка токарного станка | 1980 |
|
SU931306A2 |
| Способ обработки нежестких деталей | 1979 |
|
SU869972A1 |
| Задняя бабка токарного станка | 1980 |
|
SU921687A1 |
| Устройство для программного управления обработкой нежестких деталей | 1979 |
|
SU881677A2 |
| Устройство для программного управления обработкой нежестких деталей | 1977 |
|
SU658530A1 |
| Способ обработки нежестких де-ТАлЕй ТипА ВАлОВ | 1979 |
|
SU852447A1 |
| Способ обработки резанием нежестких длинномерных вращающихся деталей и устройство для его осуществления | 1982 |
|
SU1049191A1 |
| ЗАДНЯЯ БАБКА ТОКАРНОГО СТАНКА | 1997 |
|
RU2162770C2 |
| Задняя бабка токарного станка | 1981 |
|
SU982849A1 |
С
Г
cz
Фс/г.
