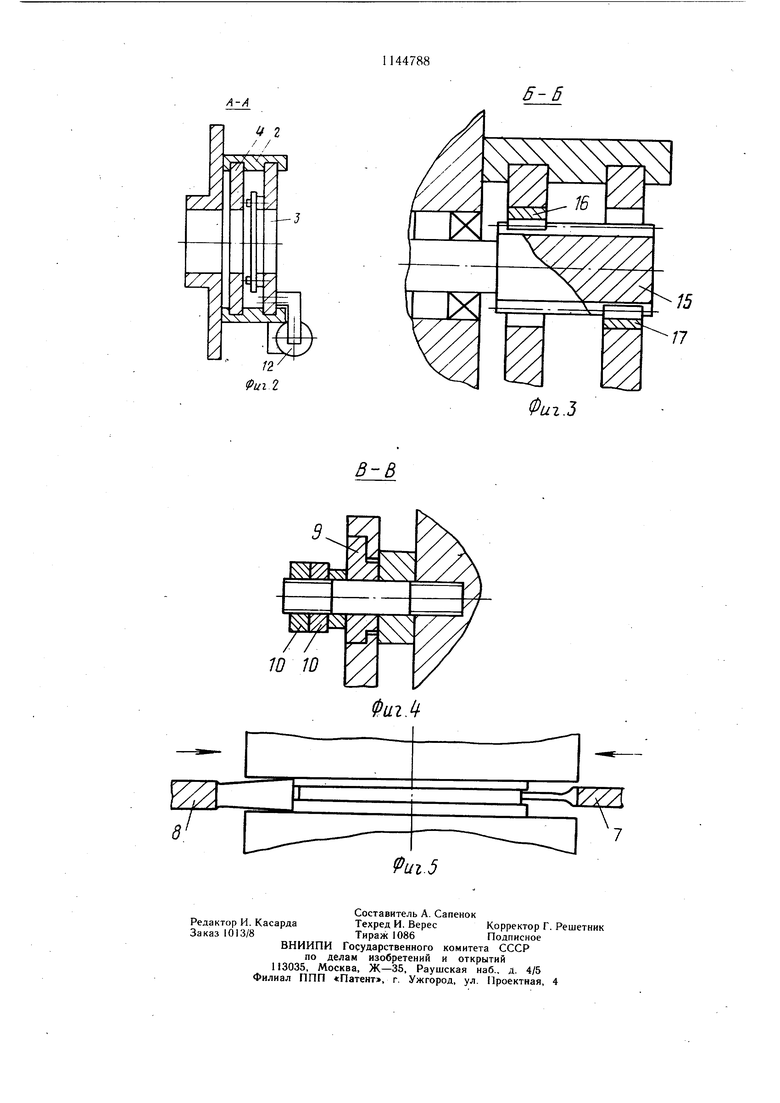
Изобретение относится к обработке металлов резанием, в частности к резцовым головкам для бесцентровой обработки и может быть использовано при точении и отрезании длинномерных заготовок с искривленной осью, например проката, труб. Известна резцовая головка, содержащая корпус, установленные на корпусе с возможностью радиального перемещения во встречных направлениях держатели с закрепленными на них и расположенными в одной плоскости, перпендикулярной оси корпуса, резцами, и привод перемещения держателей в виде силового цилиндра 1. Недостатком известной резцовой головки является низкая жесткость держателей, вызванная наличием большого числа шарниров и, как следствие, малая производительность обработки. . Цель изобретения - повышение жесткости держателей резцовой головки. Указанная цель достигается тем, что в резцовой головке, содержащей корпус, установленные на корпусе с возможностью радиального перемещения во встречных направлениях держатели с закрепленными на них и расположенными в одной плоскости, перпендикулярной оси корпуса, резцами, и привод перемещения держателей в виде силового цилиндра, держатели выполнены в виде пластин с окнами для прохода заготовки, установленных параллельно друг другу в направляющих, выполненных в корпусе, и металлических полос с закрепленными в их средней части резцами, установленных на пластинах в поперечном относительно окон направлении с возможностью растяжения в этом же направлении, при этом силовой цилиндр соединен только с одной из пластин, а между собой пластины кинематически связаны посредством введенного в головку зубчато-реечного механизма в виде установленного в корпусе с возможностью вращения зубчатого колеса и сцепленных с ним с противоположных сторон зубчатых реек, закрепленных на пластинах. На фиг. 1 изображена резцовая головка, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - схема расположения резцов. Корпус I головки закреплен на шпинделе станка и во время обработки вращается в направлении, показанном стрелкой. В корпусе 1 выполнены направляющие 2, в которых установлены держатели в виде пластин 3 и 4 с окнами для прохода заготовки и металлических полос 5 и б с закрепленными в их средней части резцами 7 и 8. Полосы 5 и 6 установлены на пластинах в поперечном относительно окон направлении с возможностью растяжения в этом направлении посредством эксцентриковых втулок 9 с последующей фиксацией гайками 10. Шток 11 силового цилиндра 12 жестко связан с пластиной 3. Цилиндр закреплен на корпусе и соединен каналами 13 и 14 с гидросистемой. Пластины 3 и 4 кинематически связаны между собой посредством зубчато-реечного механизма в виде установленных в корпусе с возможностью вращения зубчатого колеса 15 и сцепленных с ним с противоположных сторон зубчатых реек 16 и 17, закрепленных на пластинах. Резцы 7 и 8 имеют различную заготовку. Резец 7 ближе к центру заготовки относительно резца 8 на некоторую величину (например, величину подачи резцов на оборот резцовой головки) и имеет ширину режущей кромки, равную половине ширины режущей кромки резца 8. Тем самым, слой металла, срезаемый каждым резцом, по ширине составляет половину ширины паза, что обеспечивает свободное удаление стружки из зоны резания. Во время обраб.отки заготовку 18 базируют в центрирующих устройствах станка. Жидкость под давлением поступает через канал 13 в поршневую полость гидроцилиндра 12 и шток 11 перемещает держатель с резцом 7 к центру заготовки. Благодаря зубчатым рейкам 16 и 17 и зубчатому колесу 15 вместе с ними перемещается к центру заготовки и держатель с резцом 8. Подача осуществляется до тех пор, пока не достигается необходимая глубина резания при точении, либо,не производится отрезание заготовки. Установка цилиндра 12 на корпусе 1 производится таким образом, чтобы при окончании хода порщня между вершинами резцов оставался зазор, исключающий поломку последних. После окончания процесса обработки жидкость под давлением поступает в штоковую полость цилиндра 12 и резцовая головка приводится в исходное положение. Полосы 5 и 6, несущие резцы 7 и 8, находятся в напряженном из-за растяжения посредством эксцентриковых втулок 9 состояния, чем повышается жесткость держателей, и улучшаются условия резания. Этим обеспечивается увеличение производительности обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЦОВАЯ ГОЛОВКА | 2011 |
|
RU2456135C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Устройство для дробления стружки при чистовом точении на токарных автоматах | 1990 |
|
SU1745411A1 |
| Режуще-резьбонакатная головка | 1986 |
|
SU1315180A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Вращающийся многорезцовый инструмент | 1990 |
|
SU1726149A1 |
| Двух резцовое устройство для обработки отверстий | 2023 |
|
RU2820295C1 |
| РЕЗЕЦ С ВИБРОГАШЕНИЕМ | 2024 |
|
RU2837761C1 |
РЕ-ЗЦОВАЯ ГОЛОВКА, содержащая корпус, установленнью на K0)iiyce с возможностью радиальпогч) перемещения во встречны.х направления.х держатели с закрепленными на ни.х и расноложеины.ми в одной плоскости, перпендикулярной оси корнуса, резца.ми, и привод неременхения держателей в виде силового цилиндра, отличающаяся тем, что, с целью повышения жесткости держателей, носледние вынолнены в виде пластин с окнами для прохода заготовки, установленных параллельно друг другу в нанравляюп1их, выполненных в корпусе, и металлических полос с закрепленными в их средней части резцами, установленных на Пластинах в ноперечном относительно окон направлении с возможностью растяжения в этом же направлении, при этом силовой цилипд :) соединен только с одной нз пластин, а между собой пластины кинематически связаны носредством введенного в головку зубчато-реечного механизма в виде устаHOB.ieHHoro в корнусе с возможностью вращения зубчатого колеса и сцепленных с ним с нротивоно.чожных сторон зубчатых реек. Ф закреп;1снпых на пластипах. (Л 4;: . 00 оо
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Резцовая головка | 1978 |
|
SU667335A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
