4
00 00
оо
Изобретение относится к промышленности строительных материалов и предназначено для использования на предприятиях по производству глиняного кирпича.
Известен способ загрузки и автоматическая линия для его осуществления, содержащая формовочный пресс, однострунный автомат отрезки мерного бруса, многострунный автомат резки кирпича, автомат комплектования и раздвижки сырца, автоматукладчик сырца на сущильные вагонетки, сушильные вагонетки с комплектом технологической оснастки (рейки, рамки), жестко закрепленной на ее вилах, толкатель ватонеток, сушило, систему автоматического управления (пульт управления) и автомат вертикально-шагового перемещения сущильной вагонетки, выполненный в виде пространственной рамы с направляющими, в которых установлена подъемная клеть 1.
Недостатками линии являются потеря производительности из-за наличия холостых ходов: опускание консольной вагонетки под загрузку и подъем загруженной вагонетки, ненадежность устройства, обеспечивающего одновременную загрузку четырьмя комплектами кирпича-сырца, большая энергоемкость.
Наиболее близкой к предлагаемой является установка для резки и укладки кирпича-сырца на консольные вагонетки, содержащая установленные в технологической последовательности формовочный пресс, автомат отрезки мерного бруса, транспортер обгона, многострунный автомат резки кирпича-сырца, автомат комплектования и раздвижки кирпича-сырца, состоящий из элементов раздвижки и рольганга, и автомат укладки кирпича-сырца на консольные вагонетки, выполненный в виде закрепленных на поворотной направляющей подвижных консольных балок, расположенных между роликами рольганга 2.
Недостатками известной установки являются поочередная загрузка левой и правой половин консольной вагонетки, а также потеря производительности из-за наличия холостых ходов: ввод и вывод тележки из зоны загрузки одной половины и повторение цикла для загрузки второй половины консольной вагонетки, а также разворот тележки два раза на 90° и один раз на 180° и знакопеременные нагрузки консолей вагонетки.
Цель изобретения - повыщение производительности установки.
Поставленная цель достигается тем, что в установке для резки и укладки кирпичасырца на консольные вагонетки, содержащей установленные в технологической последовательности формовочный пресс, автомат отрезки мерного бруса, транспортер обгона, многострунный автомат резки кирпичасырца, автомат комплектования и раздвижки кирпича-сырца, состоящий из элементов раздвижки и рольганга, и автомат укладки кирпича-сырца на консольные вагонетки, выполненный в виде закрепленных на поворотной направляющей подвижных консольных балок, расположенных между роликами рольганга, автомат комплектования и раздвижки кирпича-сырца снабжен двумя дополнительными передающими рольгангами и цепными контурами, охватывающими
рольганги, а на консольных балках смонтированы ролики и ограничительные упору, при этом каждый из дополнительных рольгангов закреплен одной стороной на внутренней образующей одного из цепных контуров, а другой стороной - на внешней образующей другого цепного контура, при этом .цепные контуры, охватывающие каждый из рольгангов, выполнены с общим приводом, а каждая консольная балка закреплена на индивидуальной направляющей.
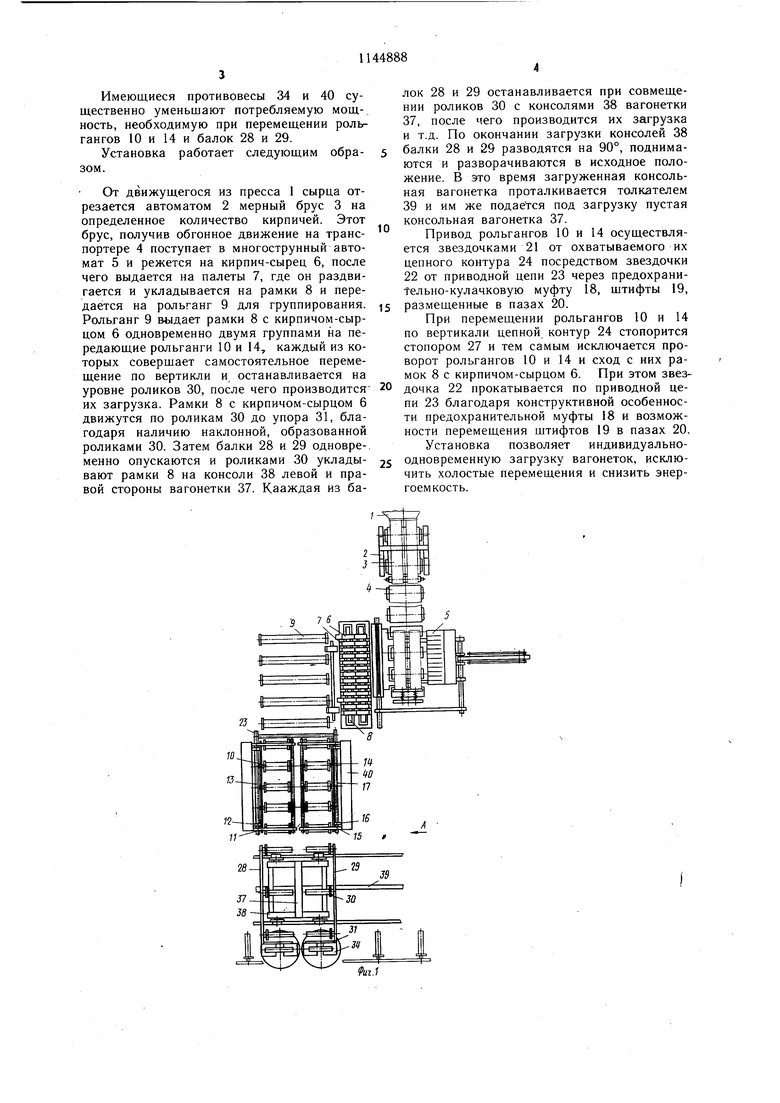
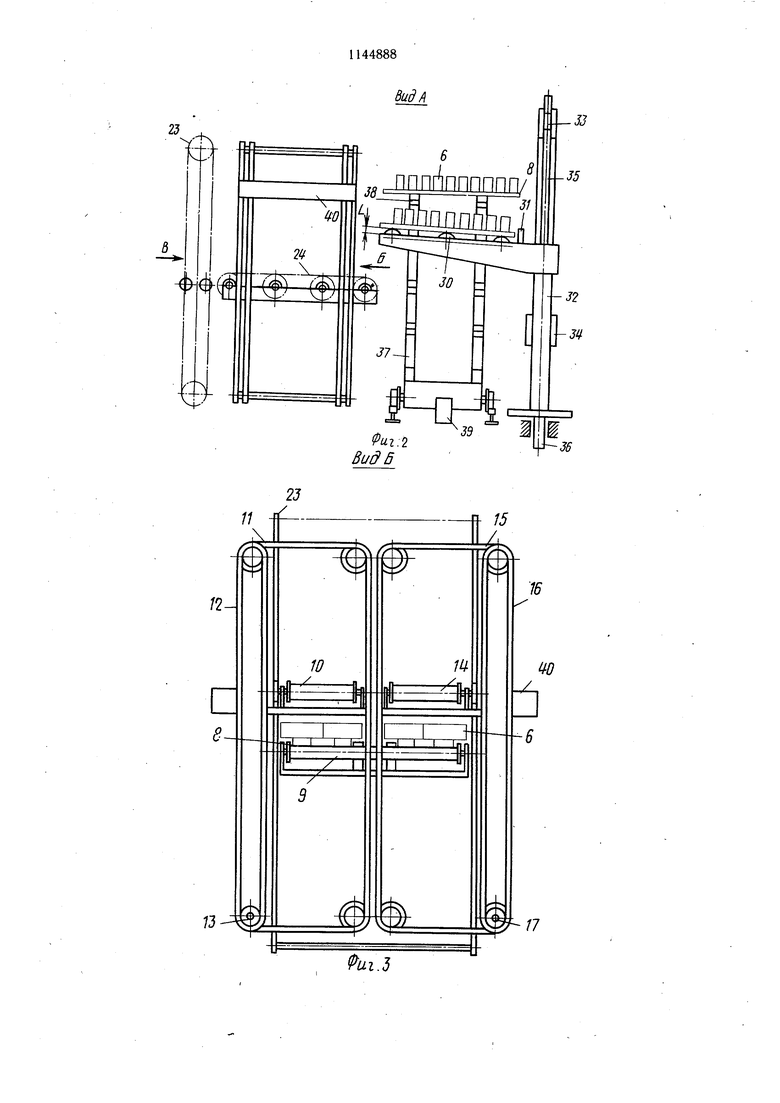
0 На фиг. 1 изображена установка, вид в плане; на фиг. 2 - вид А на фиг. 1; иа фиг. 3 - вид Б на фир. 2; на фиг. 4 - вид В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 4.
Установка для резки и укладки кирпича-сырца на консольные вагонетки содержит установленные в технологической последовательности формовочный пресс 1, автомат 2 отрезки мерного бруса 3, транспортер обгона 4, многострунный автомат 5 резки кирпича-сырца 6, палеты 7 для раздвижки и укладки кирпича-сырца 6 на рамки 8, приводной рольганг 9, передающий рольганг 10, размещенный внутри цепных контуров 11 и подвешенный одной стороной к их внутренней образующей, а противоположной стороной к наружной образующей цепных контуров 12, соединенных приводным валом 13, передающий рольганг 14, размещенный внутри цепных контуров
0 15 и подвешенный одной стороной к их внутренней образующей, а противоположной стороной к наружной образующей цепных контуров 16, соединенных приводным валом 17, каждый из передающих рольгангов 10 и 14 имеет предохранительно-кулачковую
5 муфту 18, щтифты 19 которой размещены в пазах 20 одной из звездочек 21 рольгангов, а звездочка 22 катается по приводной цепи 23, при этом звездочки 21 охвачены цепным контуром 24, проходящим между направляющими 25 и 26 со стопором 27, )сонсольные балки 28 и 29 с консольно закрепленными роликами 30 и упором 31, каждая из которых подвешена на вертикальной направляющей 32 и соединена посредством блочка 33 с противовесом 34
55 связью 35 и размещена на оси 36, вагонетку 37 с консолями 38, толкатель 39. К наружным образующим цепных контуров 11 и 12, 15 и 16 прикреплены противовесы 40. Имеющиеся противовесы 34 и 40 существенно уменьщают потребляемую мощность, необходимую при перемещении рольгангов 10 и 14 и балок 28 и 29. Установка работает следующим образом. От движущегося из пресса 1 сырца отрезается автоматом 2 мерный брус 3 на определенное количество кирпичей. Этот брус, получив обгонное движение на транспортере 4 поступает в многострунный автомат 5 и режется на кирпич-сырец 6, после чего выдается на палеты 7, где он раздвигается и укладывается на рамки 8 и передается на рольганг 9 для группирования. Рольганг 9 выдает рамки 8 с кирпичом-сырцом 6 одновременно двумя группами на передающие рольганги 10 и 14, каждый из которых совершает самостоятельное перемещение по вертикли и останавливается на уровне роликов 30, после чего производится их загрузка. Рамки 8 с кирпичом-сырцом 6 движутся по роликам 30 до упора 31, благодаря наличию наклонной, образованной роликами 30. Затем балки 28 и 29 одновременно опускаются и роликами 30 укладывают рамки 8 на консоли 38 левой и правой стороны вагонетки 37. Кааждая из балок 28 и 29 останавливается при совмещении роликов 30 с консолями 38 вагонетки 37, после чего производится их загрузка и т.д. По окончании загрузки консолей 38 балки 28 и 29 разводятся на 90°, поднимаются и разворачиваются в исходное положение. В это время загруженная консольная вагонетка проталкивается толкателем 39 и им же подаегся под загрузку пустая консольная вагонетка 37. Привод рольгангов 10 и 14 осуществляется звездочками 21 от охватываемого их цепного контура 24 посредством звездочки 22 от приводной цепи 23 через предохранительно-кулачковую муфту 18, щтифты 19, размещенные в пазах 20. При перемещении рольгангов 10 и 14 по вертикали цепной контур 24 стопорится стопором 27 и тем самым исключается проворот рольгангов 10 и 14 и сход с них рамок 8 с кирпичом-сырцом 6. При этом звездочка 22 прокатывается по приводной цепи 23 благодаря конструктивной особенности предохранительной муфты 18 и возможности перемещения штифтов 19 в пазах 20. Установка позволяет индивидуальноодновременную загрузку вагонеток, исключить холостые перемещения и снизить энергоемкость.
23
±:
V
8
., ППП ПППППП
.-35
/
31
ui:2
36 Вид В
15
/
v
If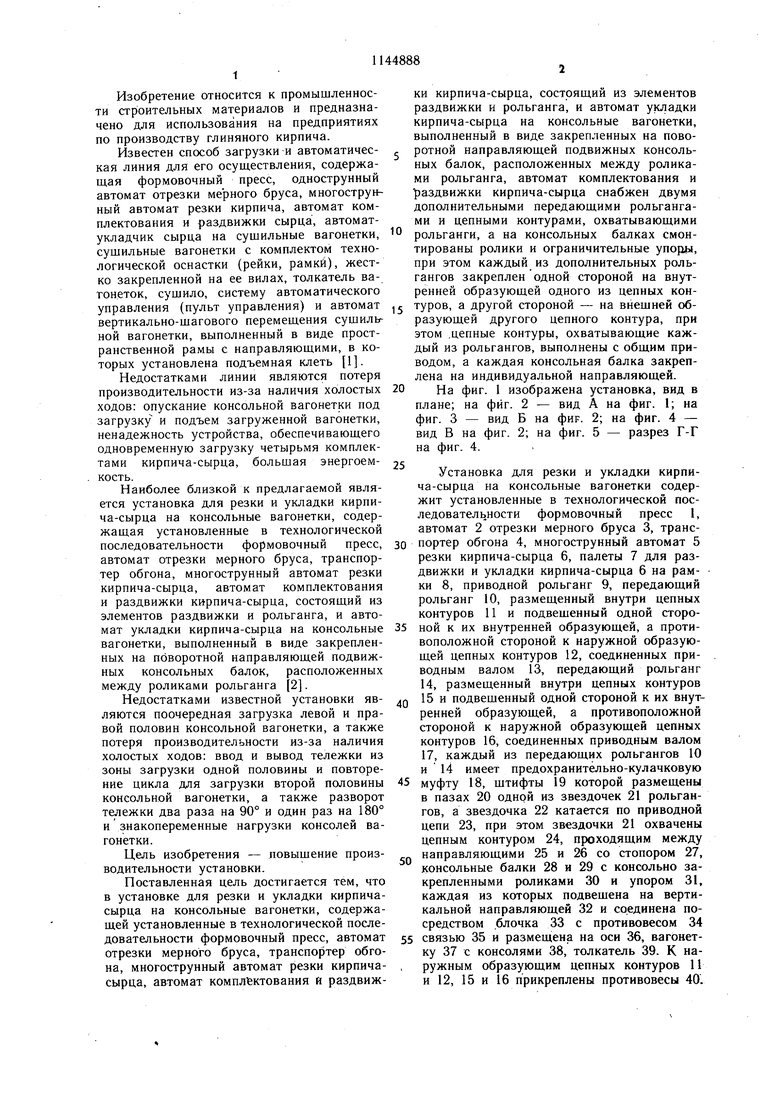
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия формования и укладки керамических изделий на сушильную вагонетку | 1984 |
|
SU1174272A1 |
| Установка для резки и укладки кирпича-сырца на консольные сушильные вагонетки | 1981 |
|
SU1022814A1 |
| Автомат для резки и укладки глиняного кирпича-сырца на сушильную вагонетку | 1983 |
|
SU1199620A1 |
| Автоматическая линия формования и сушки керамических изделий | 1978 |
|
SU764985A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМОВКИ И СУШКИ КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2013 |
|
RU2534283C2 |
| УСТАНОВКА ДЛЯ УКЛАДКИ КИРПИЧА-СЫРЦАПИЕЙТ^Ш-ча;-JiSE. шБИБЛИОТЕКА | 1971 |
|
SU301279A1 |
| Установка для укладки кирпича-сырца на сушильные вагонетки | 1975 |
|
SU1274933A1 |
| Установка для укладки кирпича на полки сушильной вагонетки | 1990 |
|
SU1784465A1 |
| Установка для резки и укладки кирпича на сушильные вагонетки | 1980 |
|
SU921860A1 |
| Автомат-укладчик кирпича-сырца на сушильные рамки | 1983 |
|
SU1150084A1 |
УСТАНОВКА ДЛЯ РЕЗКИ И УКЛАДКИ КИРПИЧА-СЫРЦА НА КОНСОЛЬНЫЕ ВАГОНЕТКИ, содержащая установленные в технологической последовательности формовочный пресс, автомат отрезки мерного бруса, транспортер обгона, многострунный автомат резки кирпичасырца, автомат комплектования и раздвижки кирпича-сырца, состоящий из элементов раздвижки и рольганга, и автомат укладки кирпича-сырца на консЪльные вагонетки, выполненный в виде закрепленных на поворотной направляющей подвижных консольных балок, расположенных между роликами рольганга, отличающаяся тем, что, с целью повышения производительности установки, автом.ат комплектования и раз-, движки кирпича-сырца снабжен двумя дополнительными передающими рольгангами и цепными контурами, охватывающими рольганги, а на консольных балках смонтированы ролики и ограничительные упоры, при этом каждый из дополнительных рольгангов закреплен одной стороной на внутренней образующей одного из цепных кон туров, а другой стороной - на внешней об разующей другого цепного контура, при этом цепные контуры, охватывающие каждый из рольгангов, выполнены с общим приводом, а каждая консольная балка закреплена на индивидуальной направляющей.
10
/
П
/
у.
/
8J I I 1г
/
1111
73
(i/Z.J
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматическая линия формования и сушки керамических изделий | 1978 |
|
SU764985A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для резки и укладки кирпича-сырца на консольные сушильные вагонетки | 1981 |
|
SU1022814A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
