Изобретение относится к производству керамических изделий и касается устройства для механизации процессов укладки кирпича-сырца на сушильные вагонетки.
Цель изобретения - повышение производительности и упрошение конструкции.
На фиг. 1 изображена линия формоваiefcj VjltJttk- lK« wV % о
нйя Т) укладки керамических изделии на с|шил||1 ®&го Шу, обрий вид; на фиг. 2 линия формования и укладки керамических на сушильну 1агонетку вид сверху; на 3 - механизм поперечной раздвижки.
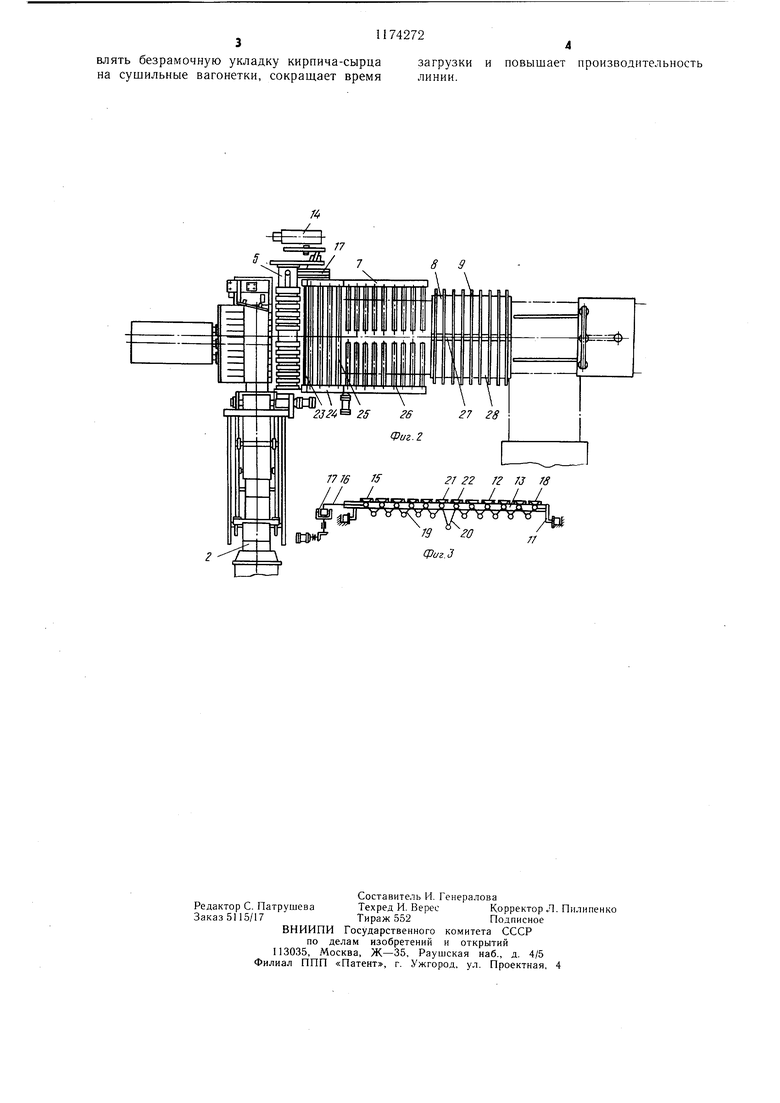
Линия формования и укладки керамических изделий на сушильную вагонетку содержит однолучковый автомат 1 резки мерного бруса, конвейеры обгона 2 и приема 3, многострунный автомат 4, механизмы поперечной 5 и продольной 6 раздвижки сырца, механизм 7 накопления, сушильную вагонетку 8 с технологической оснасткой 9 и подъемник 10. Механизм 5 поперечной раздвижки сырца выполнен в виде каретки 11 с раздвижными плошадками 12, смонтированной в горизонтальных направляющих 13 и приводимой в движение от шагового механизма 14, при этом одна крайняя площадка 15 посредством ролика 16 постоянно контактирует с пазом плоского горизонтального копира 17, а другая крайняя площадка 18 прикреплена к каретке 11. Площадки соединены между собой тягами 19, равными по длине, а средняя тяга 20 выполнена с возможностью образования зазора между средними площадками 21 и 22, равного осевому зазору в механизме 7 накопления . В механизм 7 накопления входит также отсекающий упор 23. Каретка 11, горизонтальньш копир 17 и отсекающий упор 23 кинематически связаны между собой.
Механизм 7 накопления выполнен заодно с механизмом 6 продольной раздвижки кирпича-сырца, который выполнен в виде рольганга 24 с приводными роликами 25, имеющими импульсное движение, а механизм 7 накопления представляет концевую часть рольганга, и содержащую консольные приводные ролики 26, установленные соосно и с зазором между собой и к оси симметрии механизма 6 продольной раздвижки с возможностью прохождения в них несущей рамы 27 сущильной вагонетки 8 с технологической оснасткой 9. При этом сушильная вагонетка 8 выполнена в виде платформы 28, смонтированной на ней параллельно к оси движения вагонетки П-образной рамы 27. Вертикальные стойки 29 соединены между собой балками-полками 30, к которым прикреплены жестко и перпендикулярно им консоли-рейки 31.
Цикл работы линии начинается с подачи сущильной вагонетки 8 на подъемник 10. От движущегося из механического пресса
сырца отрезается с помощью однолучкового автомата 1 мерный брус. Этот брус получает обгонное движение на конвейере 2 и фиксируется на приемном конвейере 3, а затем разрезается на кирпичи многострунным автоматом 4. Разрезанные кирпичи оказываются установленными на раздвижных площадках 12 каретки 11, каждый на своей площадке. В этот момент площадки 12 сдвинуты вплотную одна к другой. Каретка 11
0 получает импульс на перемещение от шагового механизма 14. Двигаясь по направляющим 13 в сторону рольганга 24, площадки 12 раздвигаются благодаря повороту горизонтального копира 17 и между кирпичами образуются зазоры, причем зазор между площадками 21 и 22 благодаря тяге 20 получается равным осевому зазору механизма 7 накопления. В это же время начинает опускаться отсекающий упор 23 и включается в работу рольганг 24. Каретка 11 начинает обратное движение, при этом упор 23 удерживает кирпичи над рольгангом 24, они оказываются уложенными на механизм 6 продольной раздвижки, и цикл повторяется.
После набора определенного ряда кирпичей на рольганге 24 последний получает импульсное движение, тем самым переносит и фиксирует набранный ряд кирпичей над сущильной вагонеткой 8. Подъемник 10 перемещает на один щаг вагонетку 8 при этом несущая рама 27 и технологическая оснастка 9, проходя между консольными роликами 26, снимают с последних формованный ряд кирпичей. Сняв весь ряд кирпичей с рольганга 24 на полку 30 сушильной вагонетки 8, подъемник 10 ожидает набора следующего ряда кирпичей. При этом шаг подъемника 10, равный расстоянию между полками 30 вагонетки 8, не препятствует формованию нового ряда кирпичей. После того, как загрузятся все полки вагонетки 8, подъемник 9 выводит ее из зоны, занимаемой механизмом 7 накопления, переносит на путь, ведуший к сушилам, возврашается в исходное положение и ожидает подачи следующей вагонетки для повторения цикла.
Применение механизма накопления, выполненного заодно с механизмом продольной раздвижки и представляющего собой консольные приводные ролики, установленные соосно и с зазором между и к оси симметрии механизма продольной раздвижQ ки с возможностью прохождения в нем несущей рамы с технологической оснасткой сушильной вагонетки, полки и рейки которой установлены соответственно параллельно и перпендикулярно к оси продольной симметрии вагонетки, а также механизма
5 поперечной раздвижки, выполненного с возможностью образования зазора между средними площадками, равного осево.му зазору механизма накопления, позволяет осуществлять безрамочную укладку кирпича-сырца на сушильные вагонетки, сокращает время
загрузки и повышает производительность линии.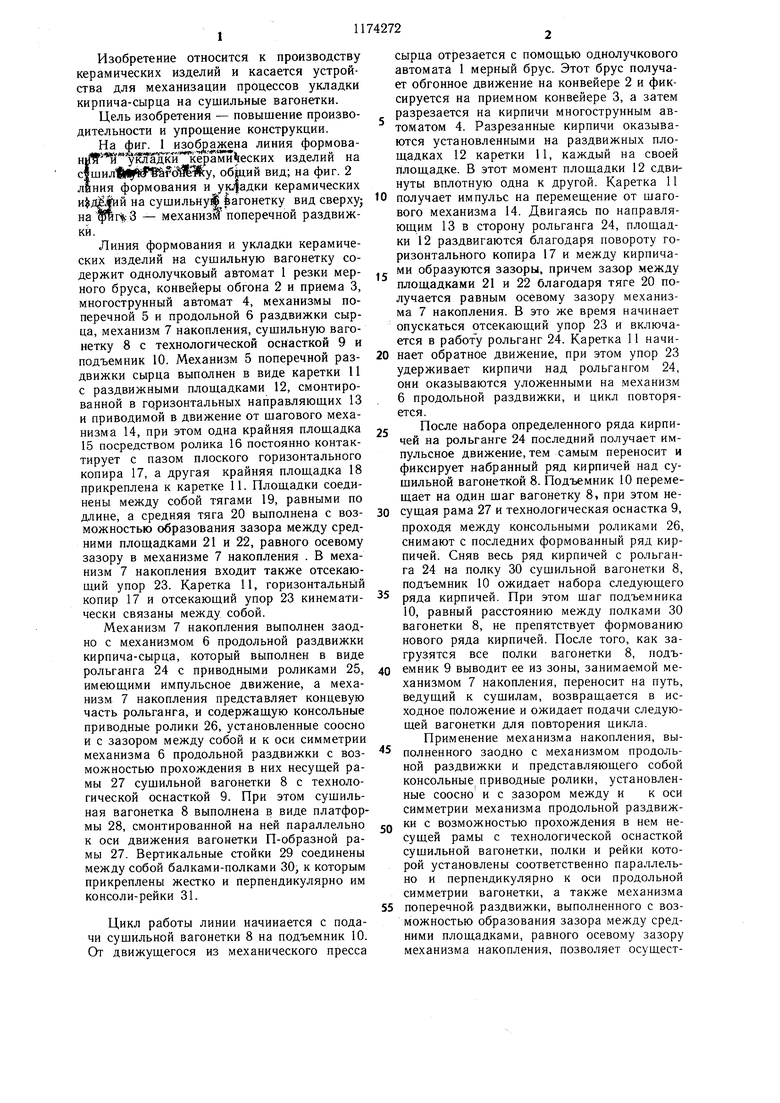
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия формования и сушки керамических изделий | 1978 |
|
SU764985A1 |
| Установка для резки и укладки кирпича-сырца на консольные сушильные вагонетки | 1981 |
|
SU1022814A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМОВКИ И СУШКИ КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2013 |
|
RU2534283C2 |
| Установка для укладки кирпича на полки сушильной вагонетки | 1990 |
|
SU1784465A1 |
| Установка для многоструйной резки и укладки кирпича на сушильные вагонетки | 1986 |
|
SU1414653A1 |
| Установка для резки и укладки кирпича-сырца на консольные вагонетки | 1983 |
|
SU1144888A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Автомат-укладчик кирпича-сырца на сушильные рамки | 1983 |
|
SU1150084A1 |
| Установка для резки и укладки кирпича на сушильные вагонетки | 1987 |
|
SU1505788A1 |
| Автомат для резки и укладки глиняного кирпича-сырца на сушильную вагонетку | 1983 |
|
SU1199620A1 |
1. ЛИНИЯ ФОРМОВАНИЯ И УКЛАДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ НА СУШИЛЬНУЮ ВАГОНЕТКУ, содержащая установленные в технологической последовательности автомат резки, приемный конвейер, многострунный автомат резки, механизм поперечной раздвижки, автомат 7ff комплектования с рольгангом продольной раздвижки и накопления, сушильную вагонетку, выполненную в виде подвижной платформы с П-образной несущей рамой с жестко закрепленными на ее полках рейками, и механизм подъема, отличающаяся тем, что, с целью повыщения производительности и упрощения конструкции, концевая часть рольганга автомата комплектования выполнена в виде установленных с зазорами относительно продольной оси симметрии двух рядов консольно закрепленных роликов, при этом несущая рама расположена вдоль продольной оси платформы и установлена с возможностью лрохода между рядами роликов концевой части роликового конвейера. 2. Линия по п. 1, отличающаяся тем, что механизм поперечной раздвижки выполнен в виде каретки с установленными на ней (Л раздвижными площадками, соединенными тягами, причем длина средней тяги равна зазору между рядами роликов концевой части роликового конвейера. | 1С to Cpi/lJ
| Потапов А | |||
| П | |||
| Завод керамических и стеновых материалов в поселке Норское | |||
| Строительные материалы, 1973, № 9, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Автоматическая линия формования и сушки керамических изделий | 1978 |
|
SU764985A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
