Изобретение относится к иромышлеииостн строительных материалов и может быть иснользовано в производетве асбестоцементиых труб.
Известен механизм выемки формат 1ой скалки из асбестоцемеитной трубы, включаюiiuiii транспортер ска.чок и размеп.енпый под 1ГНМ неподвижный рольганг, подъемник, тяговый орган с поворотным захватом, смо; тнрованный на тележке, установленной с возможиостыо перемещения вдоль конвейера термовлажностной обработки от привода.
Однако такой механизл ожет быть нснользован лишь при выпуске труб малого диаметра, иоскольку извлечение форматной скалки из трубы с его номощыо осуществляется на конвейере термовлажиостной обработки.
Цель изобретения - расширение дианазоиа диаметров обрабатываемых труб.
Это достигается тем, что механизм снабжен установленной над неподвижным рольгангом опрокидывающейся люлькой, выполненной с пазами под его ролики.
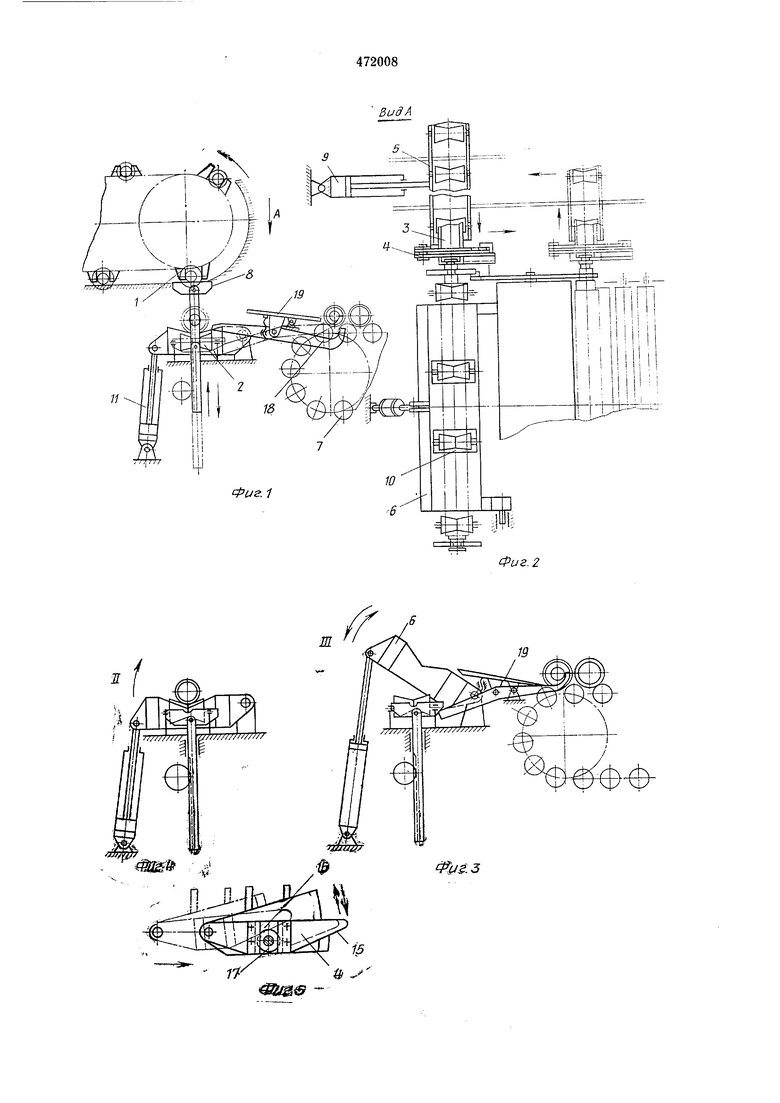
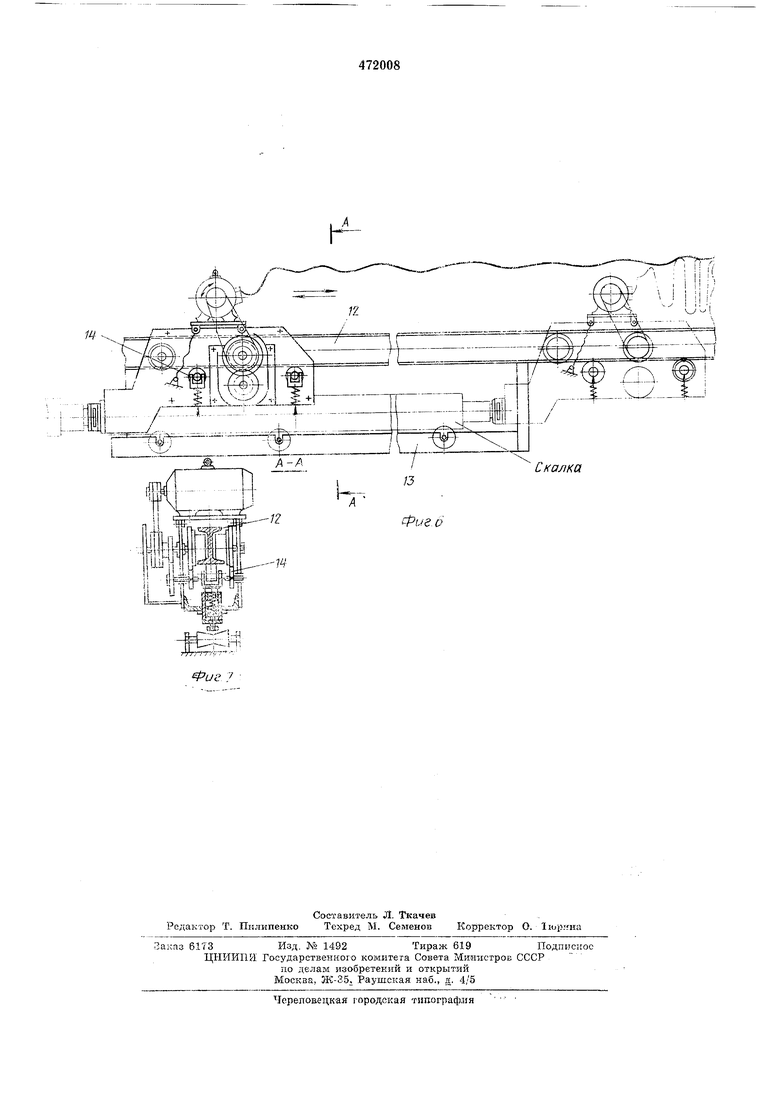
На фиг. 1 изображен предлагаемый механизм, вид сбоку; на ф«г. 2 - то же, вид сверху; на фиг. 3 и 4 - схема работы опрокидывающейся люльки; на фиг. 5 - новоротный захват, вид сбоку; на фиг. 6 - тяговый орган; на фиг. 7 - то же, вид сбоку,
3 охакизл1 состоит из следующих основных узлов: трапснортера 1 скалок, расиоложенного под ,1 неподзижного рольганга 2, тягового органа 3 с поворотным захватом 4, смонт;1рсванного па тележке 5, опрокидывающейгг; люл)Ки 6. конвейера термовлажностной обработки 7 1 110Д1:Омпнка 8.
Тележка 5 установлена с возможностью перемещепня вдоль конвейера термовлажностной обработк от прнвода 9, Опрокидывающаяся люлька 5 размеп;ена над неподвижным рольгангом 2, выполнена с пазами 10 в насти,ie под его ролики, н приводится в действие гпд кми1л:п дром 11,
ТяговыГ; орган 3 выполнен в внде электротельсрерной тележки, установленной с возможностью перемещения по опорной направляющей 12 тележки 5. На тележке 5 смонтирован также опорный рольганг 13.
Для увеличения сцепления с опорной направляющей 12 электротельферная тележка оснащена иоднружиненными роликами 14, размещенными с нижней стороны направляющей 12,
Поворотный захват 4 выполнен в виде защелки со скощенной поверхностью 15 и снабжен Т-образным иазом 16 под цапфу форматной скалки 17.
При извелечеиии форматной скалки из трубы малого диаметра на конвейере термовлажиостнои обработки механизм работает ледующим образом.
Из захватов транспортера 1 скалка с трубой опускается подъемником 8 на поворотную люльку, находящуюся в промежуточном положении, как показано на фпг. I (настпл люлькп расположен выше бпконическпх роликов неподвижного рольганга 2). В нижнем положении подъе.мпнк нажпмает на рычаги 18, поднимая их радиусную часть, после чего люлька 6 опрокидывается гидроцилндром 1 1 вираво и скалка с трубой скатывается по наклонному пандусу 19 на радиусную часть рычагов 18. Затем люлька возвращается в крайнее нижнее положен1{е, при котором ролпки иенодвижного рольганга 2 выступают пад настилом, нмеющпм соответствующие пазы 10.
В это время тележка 5 находптся в крайпем левом положенпл и свободная скалка, паходяпияся на опорном рольганге 13 тележки 5, тяговым органом 3 надвигается на неподвижный рольганг 2, с которого подъемнпком 8 подпимается в захваты транспо|ртера I. Рычаги 18 при этом освобождаются и опускают скалку с трубой иа конвейер термовлажностной обработки 7.
Тележка 5 с повышенной скоростью перемеп1ается вправо, захват 4 скошеппой поверхностью наезжает иа цапфу форматной ска.чкп с трубой, находящейся на конвейере термов.тажностной обработки и поворачивается вокруг своей оси. При совпаденин осей панф JI форматной скалки и Т-образного паза 16 захвата 4 последний опускается в исходное ноложение, входя в зацепление с форматной скалкой. При этом тележка 5 начинает двигаться со скоростью целей копвейера термовлажностной обработки, а тяговый орган, иере.мещаясь но опорной направляющей 12, извлекает форматную скалку из трубы на онор1П.)ГЙ рольгапг 13.
После извлечения скалкп тележка 5 возвращается в крайнее левое положение и цикл повторяется.
Извлечение скалкн из трубы большего диаметра осун;ествляется на люльке следующим образом. Тележка 5 постоянно находится в кpaйнe r левом положении. Подъемником 8 скалка с трубой с транспортера 1 опускается на люльку 6, находящуюся в промежуточной позиции, при это.м цапфа скалки попадает в Т-образный наз захвата 4. Тяговым органом 3 скалка извлекается из трубы на опорный рольганг 13, люлька онрокидывается вправо, скатывая трубу по наклонному пандусу 19 на ролики конвейера термовлажностной обработкн 7. Люлька возвращается в крайнее нижнее положецие и тяговый орган 3 подает скалку на ролнк неподвижного рольганга 2, откуда подъемником 8 она нодается в захваты транспортера 1. Далее цикл повторяется.
Предмет изобретения
Мехапизм выемки форматпой скалкп пз асбестоцементной трубы, включаюп;ий транспортер скалок и размещеный под неподвижный рольганг, подъемник, тяговый орган с поворотным захватом, смонтирова111Н51Й п.ч тележке, устаповленной с возможностью нереме1цения вдоль конвейера термовлажностпой обработкн от привода, отличающийся те.м, что, с целью расширения диапазона диаметров обрабатываемых труб, он снабжен устаповленной над неиодвнжным рольгангол опрокидывающейся люлькой, выполпепной с пазамн под его роликц.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АСБЕСТОЦЕМЕНТНЫХТРУБ | 1972 |
|
SU419398A1 |
| Установка для изготовления асбестоцементных труб | 1976 |
|
SU660838A1 |
| Машина для изготовления асбестоцементных труб | 1980 |
|
SU903126A1 |
| ИЗОБРЕТЕНИЯ | 1973 |
|
SU363599A1 |
| Автомат для подачи скалок в асбестотрубную машину | 1959 |
|
SU133385A1 |
| Машина для изготовления асбоцементных труб | 1954 |
|
SU114531A1 |
| Установка для изготовления асбестоцементных труб | 1975 |
|
SU544557A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ АСБОЦЕМЕНТНЫХ ТРУБ | 1965 |
|
SU168171A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ВОЛОКНИСТЬ!Х ТРУБ | 1971 |
|
SU294742A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ | 1971 |
|
SU301281A1 |
И
)--- : Ч ГМ
м J i -%MJl
й
35-- „.
-Hi
Фиг 7
