Устройство для прерывистого транспортирования изделий в процессе их обработки с одной позиции на другую, выполненные в виде двух расположенных один над другим, шагающих конвейеров, у торцов которых установлены вертикальные гидравлические подъемники, несущие на себе вилки для захвата изделий, известны. Недостаток этих устройств состоит в том, что они имеют большие габариты и удлиненный цикл перемещения изделий.
Описываемое устройство лишено указанных недостатков, за счет того, что в нем вилки для захвата и укладки изделий монтированы на подъемно-опускной каретке, подвешенной с помощью гибкой тяги, которая одним концом закреплена неподвижно и переброшена- через ролики полиспаста, установленные на подвижной вместе со штоком гидравлического цилиндра траверсы, несущей на себе направляющие для каретки с вилками. Благодаря такому устройству вилка совершает в два раза больший путь, чем шток гидравлического цилиндра.
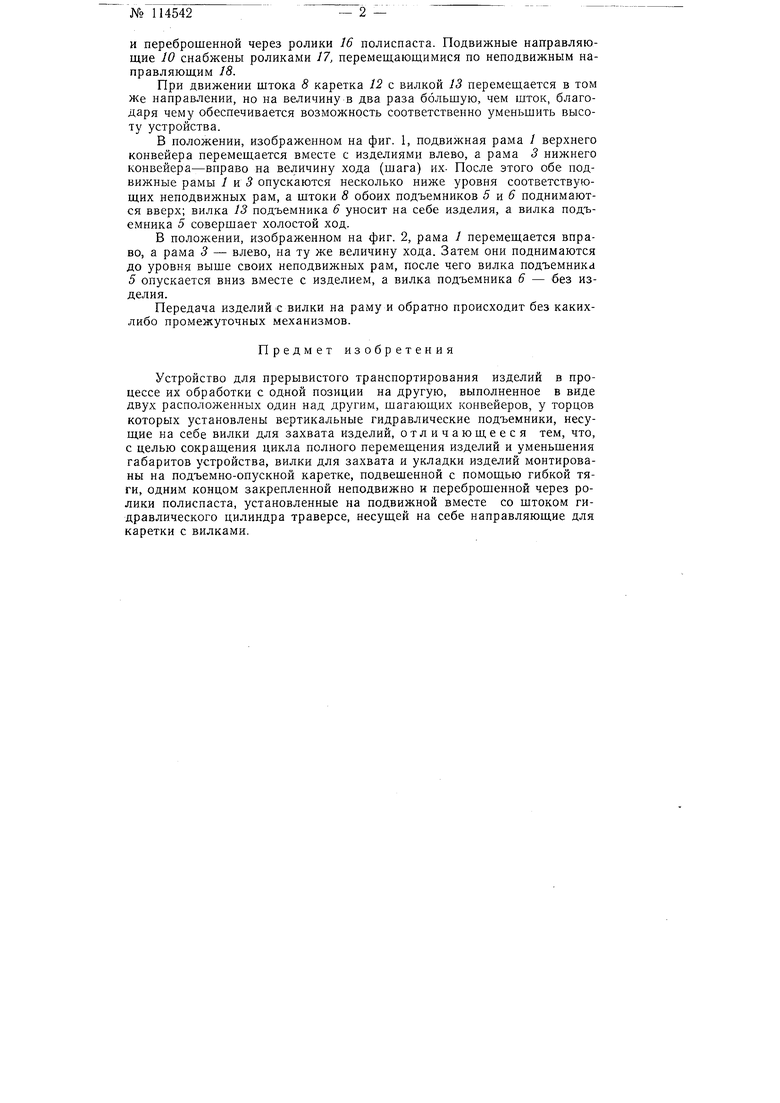
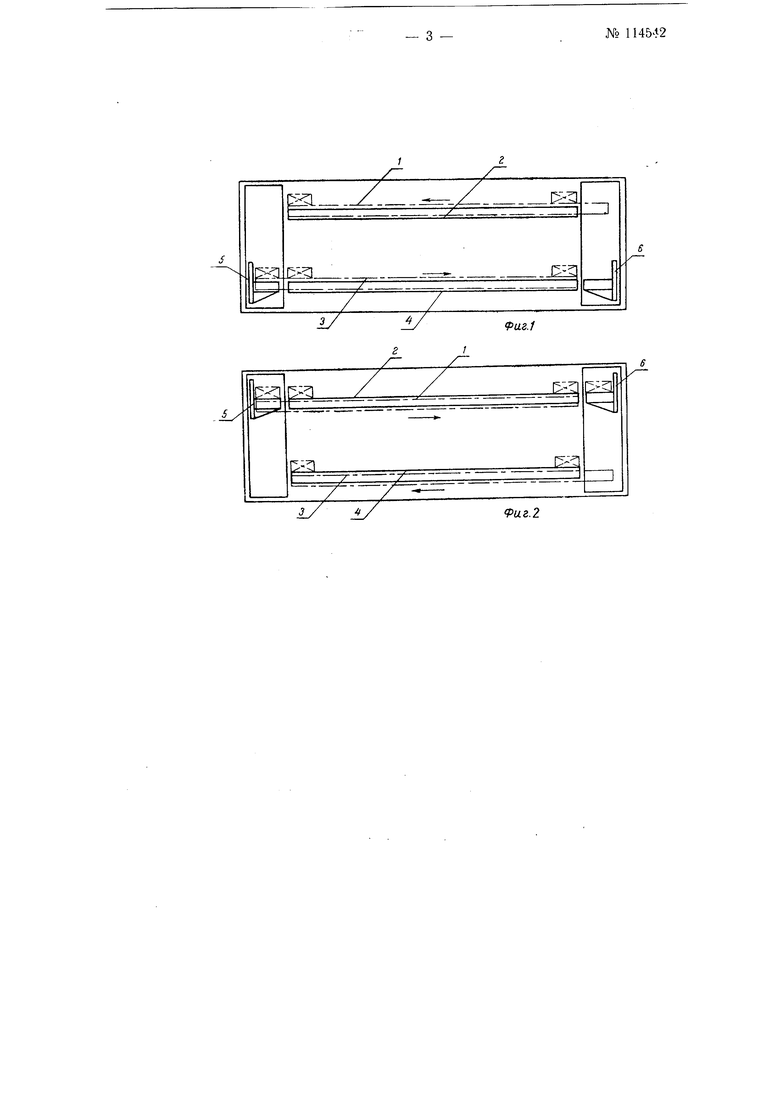
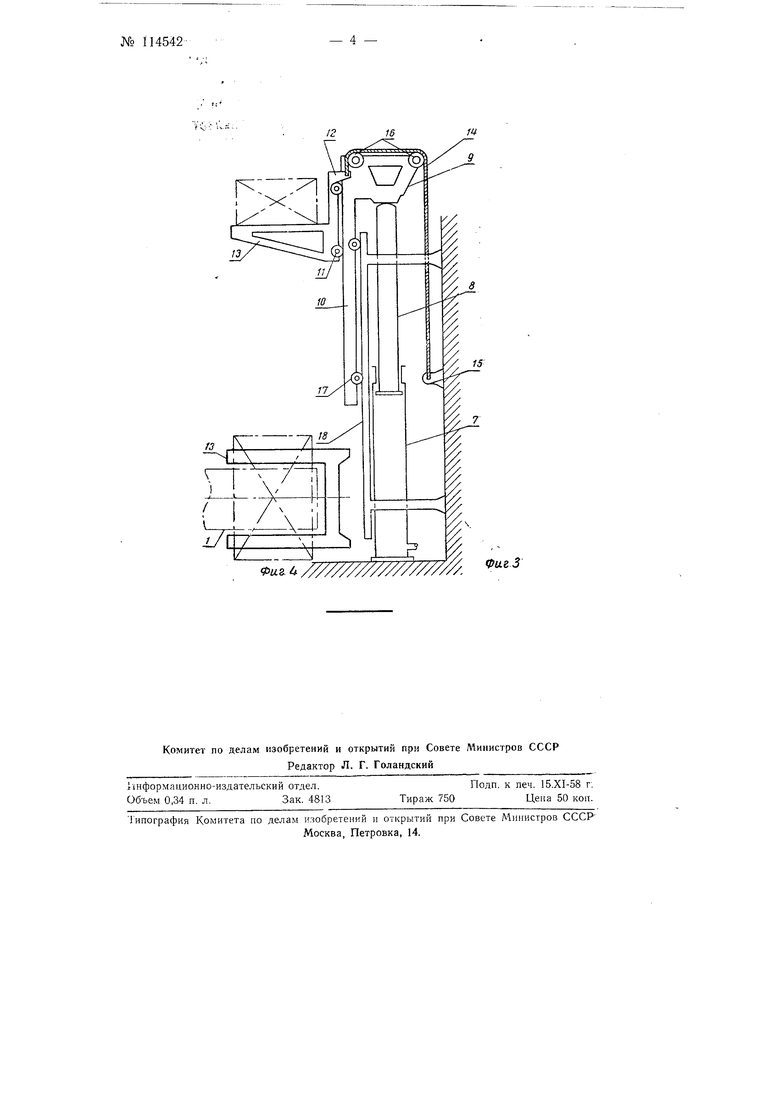
На фиг. 1 изображена схема устройства в одном из промежуточных положений его, когда вилки находятся внизу; на фиг. 2 - то же, когда вилки вверху; на фиг. 3 - гидравлический подъемник с вилкой, вид сбоку и на фиг. 4 - вилка, вид сверху.
Устройство состоит из подвижной рамы / и неподвижной рамы 2 верхнего транспортера и, соответственно, рам 3 и 4 нижнего транспортера, по концам которых установлены вертикальные гидравлические подъемники 5 и б, которые состоят из цилиндра 7 со штоком 8, несущим на себе траверсу 9 с направляющими W для роликов // подъемно-опускной каретки 12 с вилками 13. Каретка 2 подвешена с помощью гибкой тяги 14, закрепленной одним концом неподвижно на кронщтейне 15
№ 114542 2 -
и переброшенной через ролики 16 полиспаста. Подвижные направляющие 10 снабжены роликами 17, перемещающимися по неподвижным направляющим 18.
При движении щтока 8 каретка 12 с вилкой 13 перемещается в том же направлении, но на величину в два раза большую, чем шток, благодаря чему обеспечивается возможность соответственно уменьшить высоту устройства.
В положении, изображенном на фиг. 1, подвижная рама / верхнего конвейера перемешается вместе с изделиями влево, а рама 3 нижнего конвейера-вправо на величину хода (шага) их- После этого обе подвижные рамы 1 к 3 опускаются несколько ниже уровня соответствующих неподвижных рам, а штоки 5 обоих подъемников 5 и поднимаются вверх; вилка 13 подъемника 6 уносит на себе изделия, а вилка подъемника 5 совершает холостой ход.
В положении, изображенном на фиг. 2, рама 1 перемещается вправо, а рама 3 - влево, на ту же величину хода. Затем они поднимаются до уровня выше своих неподвижных рам, после чего вилка подъемника 5 опускается вниз вместе с изделием, а вилка подъемника 6 - без изделия.
Передача изделий-с вилки на раму и обратно происходит без какихлибо промежуточных механизмов.
Предмет изобретения
Устройство для прерывистого транспортирования изделий в процессе их обработки с одной позиции на другую, выполненное в виде двух расположенных один над другим, шагающих конвейеров, у торцов которых установлены вертикальные гидравлические подъемники, несущие на себе вилки для захвата изделий, отличающееся тем, что, с целью сокращения цикла полного перемещения изделий и уменьшения габаритов устройства, вилки для захвата и укладки изделий монтированы на подъемно-опускной каретке, подвешенной с помощью гибкой тяги, одним концом закрепленной неподвижно и переброшенной через ролики полиспаста, установленные на подвижной вместе со штоком гидравлического цилиндра траверсе, несущей на себе направляющие для каретки с вилками.
&g.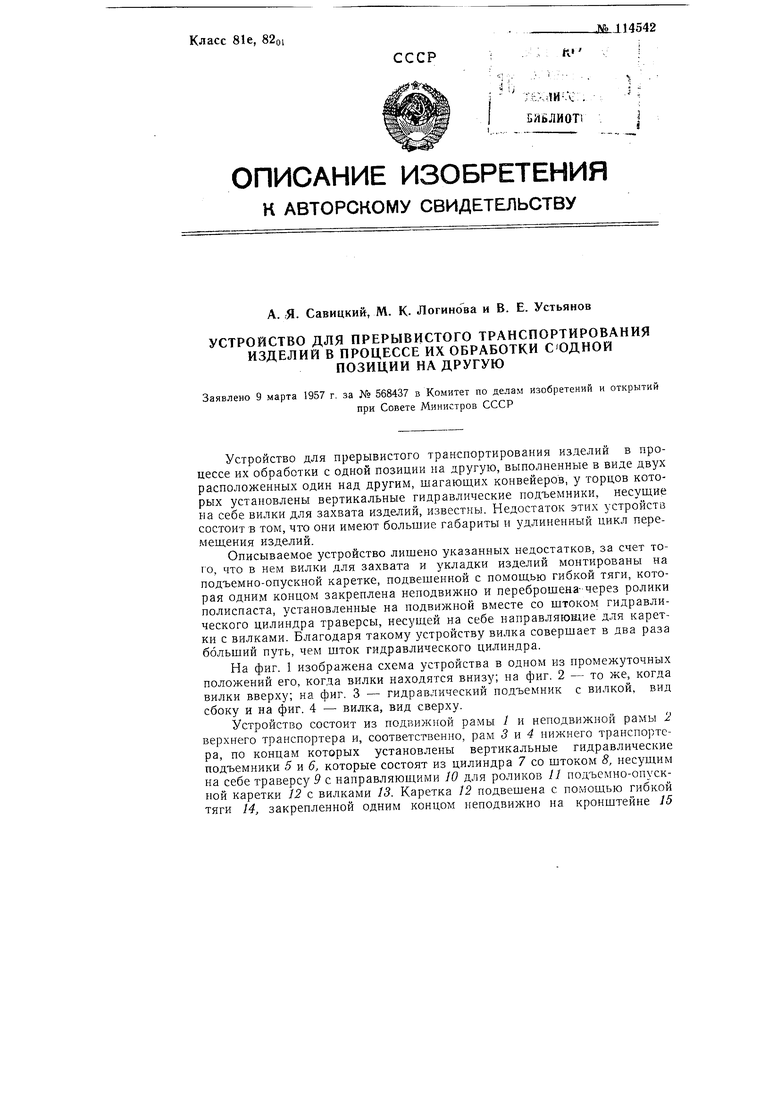
| название | год | авторы | номер документа |
|---|---|---|---|
| ШАГАЮЩИЙ КОНВЕЙЕР С ВЕРТИКАЛЬНОЙ ПОДАЧЕЙ ГРУЗОВ | 1992 |
|
RU2028975C1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| ШАГАЮЩИЙ КОНВЕЙЕР С ВЕРТИКАЛЬНОЙ ПОДАЧЕЙ ГРУЗОВ | 1992 |
|
RU2024423C1 |
| ГЕРМЕТИЗАЦИОННЫЙ АГРЕГАТ ДЛЯ ОБРАБОТКИ ЭКИПИРОВАННЫХ ФИЛЬТР-ЭЛЕМЕНТАМИ КОРПУСОВ СЕКЦИЙ ФИЛЬТРУЮЩИХ КОРОБОК | 1992 |
|
RU2045357C1 |
| МОБИЛЬНЫЙ ПЕРЕНОСНОЙ КОПЕР | 2000 |
|
RU2203359C2 |
| ПОДЪЕМНИК С ПОДЪЕМНО-ОПУСКНОЙ РАМОЙ | 1954 |
|
SU101801A1 |
| Устройство для формирования слоя прямоугольных изделий | 1986 |
|
SU1500589A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Устройство для укладки в пакет поступающих по конвейеру штучных грузов | 1958 |
|
SU121072A1 |
| Устройство для установки свечей бурильных труб в стационарных буровых вышках | 1985 |
|
SU1404634A1 |
IE
g-.--j/ 4
Фиг. 2
.
«8. и ///////////////////7/.
