Изобреиение относится к оборудованию для механизации погрузочно- разгрузочных работ, а именно к устройствам для формирования слоя прямоугольных изделий.
Цель изобретения - повьшение надежности устройства в работе.
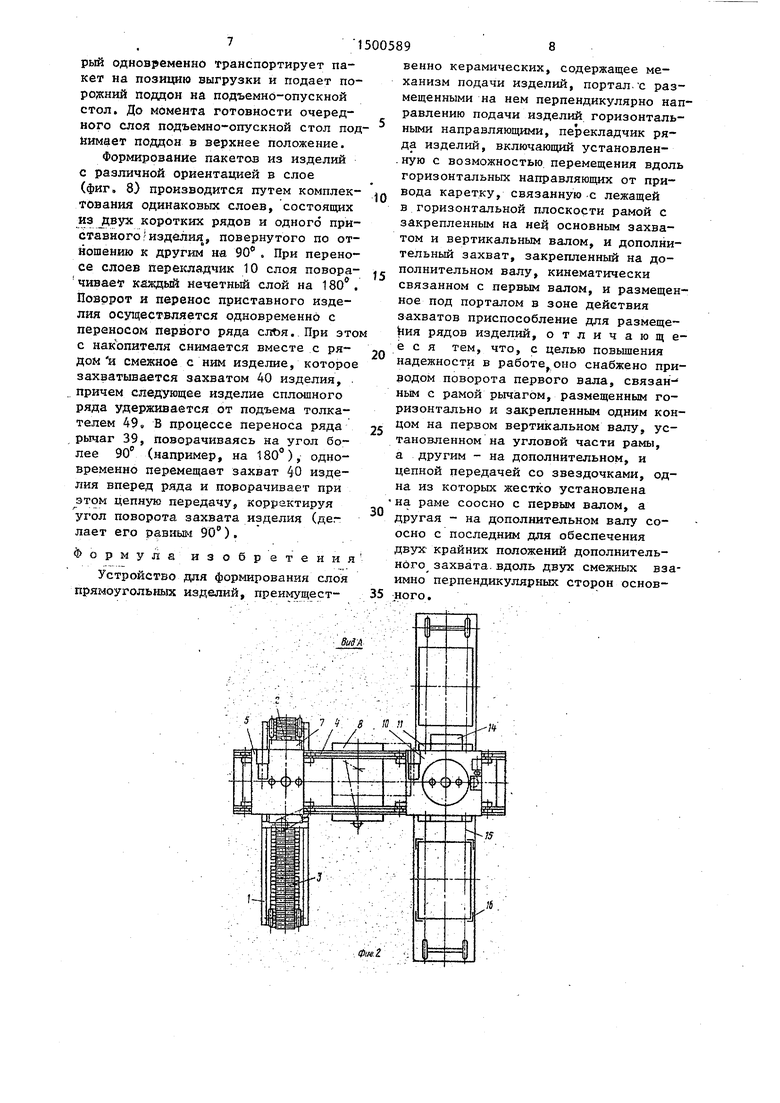
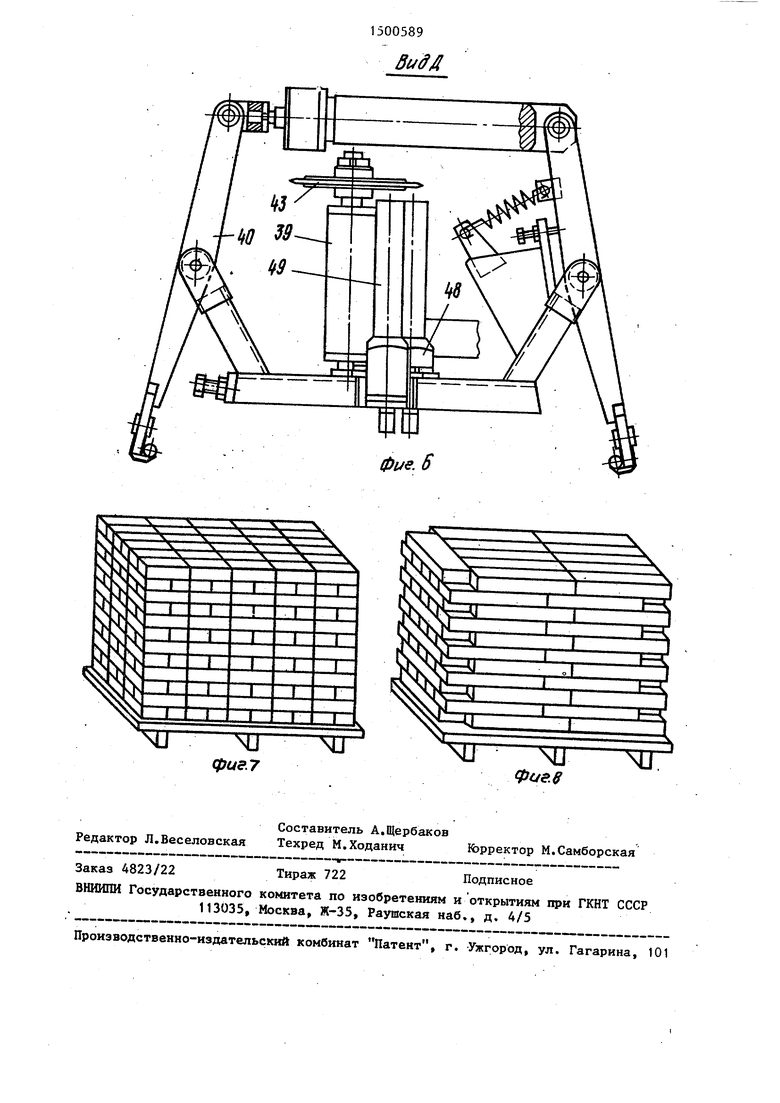
На фиг. 1 изображено комплексное устройство для формирования пакета из далий i на фиг. 2 - вид А на фиг.1 на фиг. 3 - вид Б на фиг. 1 на фиг. 4 - сечение В-В на фиг. 3; на фиг, 5 - сечение Г-Г на фиг, 3j на фиг. 6 - вид Д на фиг. 3, на фиг. 7 - пакет изделий с одинаковой ориентацией изделий в слое на фиг. 8 - то же, различной ориентацией изделий в слое.,
Комплексное устройство для укладки в пакет содержит устройство для формирования слоя, включающее накопитель 1, выполненный в виде конвейера с цепным тяговым органом. Для накопления сплошного ряда изделий на конце накопителя установлен постоянный упор 2. .
С целью предотвращения трения скольжения в процессе накопления несущий элемент конвейера выполнен в виде ряда роликов 3, установленных на тяговью орган с возможностью поворота вокруг своей оси.
Над накопителем, в его конце, на портале 4 с рельсовым путем установлен перекладчик 5 pядa представляющий собой приводную каретку 6 с подъемно-опускным основньПч захватом ряда и предназначенный для отделения ряда изделий с конца накопителя и переноса на ближний край комплектовочного стола 8 с проталкиванием при этом захватом 7 ранее уложенных рядо по столу.
Комплектовочный стол 8 имеет в
р
плане прямоугольную форму, соответствует размерам поддона, с целью комплектования слоев из коротких рядов по ширине поддона и из длинных рядов по длине поддона вьшолнен с возможностью поворота, на 90°.
При этом для уменьшения объема работ по переналадке ось 9 поворота стола расположена с таким расчетом, что в любом из двух положений дальний край стола находится на одной линии с упором 2 накопителя 1.
На портале 4 установлен также перекладчик 10 слоя, предназначенный
0
5
0
5
для переноса и укладки слоя на поддон 11. Перекладчик 10 слоя содержит самоходную тележку 12 и подъемно- опускной захват 13 слоя, который с целью уплотнения слоя rf укладки по центру поддона выполнен с зажимом слоя в двух взаимно перпендикулярных направлениях и самоцентрирующимся.
Подъемно-опускной стол 14 установлен между несущими элементами конвейера 15, предназначенного для подачи порожних поддонов из магазина 16 на стол 14 и транспортирования пакетов из зоны стола.
С целью формирования пакетов из рядов разной длины в устройстве для формирования слоя изделий захват 7 ряда связан с кареткой 6 перекладчика и может перемещаться вдоль своей продольной оси, перпендикулярной продольной оси каретки 6. Для этого траверса 17 захвата сверху соединена с кареткой 6 силовьм цилиндром 18 и вертикальными направляющими штока- Ми 19 и 20, а снизу к ней вдоль ее Продольной оси на горизонтальных направляющих штоках 21 и 22 подвешен основной захват 7 ряда и перемещает- ся силовым цилиндром 23, корпус которого соединен с траверсой 17, а шток - с основным захватом 7.
Захват ряда содержит раму 24 с подвешенными к ней зажимными шека- ми 25- 28 посредством тяг 29 - 34 и ползуна 35, причем для повышения надежности зажимные щеки по длине разделены на две пары - короткую (25,26) и длинную (27,28). Перпендикулярно продольной оси захвата к средней части тяг 29 и 31 прикреплены силовые цилиндры 36, 37 и 38 с одной стороны своим корпусом, а с другой стороны - штоком.
с целью комплектования слоя с различной ориентацией изделий со стороны, противоположной упору 2, на углу рамы 24, расположенном ближе к комплектовочному столу 8, установлен поворотный рычаг 39, несу- 0 щий уа своем конце дополнительный захват 40 изделия, с возможностью одновременного поворота относительно вертикальной оси поворота захвата и своей вертикальной оси, причем захват изделия дополнительно связан , с рычагом бесконечной цепью 41, охватьшающей две звездочки 42 и 43, одна из которых (42) жестко закреп0
5
0
5
5
лена на раме 24 соосно с валом, на котором установлен рычаг, а другая (43) жестко связана с валом, на котором установлен захват 40 изделий При этом соблюдено соответствие от шений числа зубьев звездочки 42 к числу зубьев звездочки 43 и угла поворота захвата к углу поворота рычага.
Привод поворота рычага содержит закрепленный на рам,е 24 реечный редуктор 44, рейка 45 которого соединена со штоком силового цилиндра 46. К выходному концу 47 вала-шестерни жестко прикреплен рычаг 39.
Кроме того, для отделения ряда изделий от сплошного потока на захвате изделия закреплены два вертикальных толкателя 48 и 49, взаимодествующие со смежными изделиями ряда, выполненные в виде силовых цилиндров одностороннего действия с пружинным возвратом штока.
Комплексное устройство для укладки изделий в пакет работает следующим образом.
Прямоугольные изделия поступают на накопитель 1 друг за другом с раными интервалами в положении плашмя длинной стороной перпендикулярно накопителю. Первое изделке останавливается упором 2, а остальные - при взаимодействии друг с другом, образуя на накопителе сплошной ряд изделий. При этом ролики накопителя 3, вращаясь под рядом от взаимодействия с изделиями, создают подпор ряда.
Длина ряда, снимаемого с накопитля, определяется длиной зажимных ще захвата ряда, находящихся перед упором 2, и контролируется двумя датчиками: для коротких рядов и для длинных.
Формирование пакетов из слоев изделий с одинаковой ориентацией изделий в слое (фиг. 7) производится следующим образом.
Основной захват 7 ряда зажимает часть сплошного ряда, образованного В зоне действия зажимных щек, одновременно захват поднимается, а шток толкателя 48.движется вниз, последний затем поднимается, с захватом и взаимодействует с изделием, смежным с поднимаемым рядом, не давая ему подняться вместе с рядом за счет усилий
0
5
0
трения, возникающих от подпора сплошного ряда на накопителе.
После подъема ряда на толщину изделия шток тспкателя втягивается, последующий ряд изделий на накопителе перемещается до упора 2 и накопление продолжается,,
Ряд изделий поднимается на уровень комплектовочного стола 8 и переносится на его ближний край, после чего зажимные щеки раздвигают на 15 мм, основной захват 7 поднимается в верхнее положение, перекладчик 5 ряда возвращается в исходное положение и производится окончательное раскрытие зажимных щек.
Затем захват опускают в нижнее положение и цикл работы по переносу ряда повторяется, причем ранее уложенный ряд сдвигается по столу захватом вперед, а на его место укладывается второй ряд.
В процессе работы захвата ряда 5 его поворотньш рычаг 39 с дополнительным захватом 40 изделия в работе не участвуют, оставаясь в исходном положении.
После укладки последнего ряда слоя 0 на комплектовочный Стол одновременно с возвратом перекладчика 5 ряда в исходное положение производится перемещение захвата ряда вдоль своей оси в сторону упора 2 (подготовка к переносу коротких рядов) и перемещение перекладчика 10 слоя к комплекто- вочному столу 9. Захват слоя опускается, зажимает слой с четырех сторон, одновременно центрируя относительно своей оси.
Затем параллельно производятся следующие операции: перенос слоя, поворот комплектовочного стола перпендикулярно накопителю и перенос ряда н-а стол.
Слой опускается на поддон, и подъемно-опускной стол 14 опускается на толщину изделия.
После переноса последнего .короткого ряда слоя на комплектовочной стол и подъема захвата ряда в верхнее положение производится поворот стола со слоем в исходное положение, а перекладчик слоя переносит второй слой на первый. Третий слой вновь формируется из длинных рядов и т.д. По окончании комплектования пакета подъемно-опускной стол опускает поддон с пакетом на конвейер 15, кото5
0
5
0
прямоугольных изделий, преимущест5 гМ
ного.
Ф11е2
1500589 8udS, r
ill L
f«
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для перегрузки керамических изделий с сушильной вагонетки на обжиговую | 1981 |
|
SU994267A1 |
| Линия формирования пакета кирпича на поддоне | 1989 |
|
SU1648781A1 |
| Садчик кирпича на печные вагонетки | 1988 |
|
SU1622132A1 |
| Установка для садки керамических изделий на печные вагонетки | 1980 |
|
SU912515A1 |
| Установка для укладки кирпича на печные вагонетки | 1979 |
|
SU893554A1 |
| Автомат пакетной садки кирпича на печную вагонетку | 1980 |
|
SU944937A1 |
| Устройство для накопления и выдачи штуч-НыХ гРузОВ | 1978 |
|
SU835892A1 |
| Устройство для укладки в пакет чушек | 1984 |
|
SU1207948A1 |
| Устройство для автоматизированной укладки в пакет прямоугольных изделий | 1977 |
|
SU740658A1 |
| Устройство для формирования группы кирпичей | 1987 |
|
SU1548058A1 |
Изобретение относится к оборудованию для механизации погрузочно-разгрузочных работ и позволяет повысить надежность работы. Комплексное устройство для укладки изделий в пакет содержит устройство для формирования слоя прямоугольных изделий, включающее накопитель 1, над которым установлен перекладчик 5 ряда с подъемно-опускным основным захватом 7, содержащим траверсу 17 и установленную на ней раму, при этом на раме на валу с возможностью поворота от привода закреплен рычаг 9, связанный с дополнительным захватом цепной передачей, одна звездочка которой жестко закреплена на раме соосно с валом, а другая - жестко на валу поворота дополнительного захвата. Изделия в ряд поступают на накопитель 1, после чего они фиксируются основным захватом 7, производится подъем траверсы 17 с рамой и укладка рядов изделий перекладчиком 5 в слой, при укладке нечетного ряда дополнительный захват не участвует в работе, а при подаче четного ряда срабатывает дополнительный захват и привод поворота рычага, который перемешивает посредством цепной передачи дополнительный захват с изделием в положение, перпендикулярное исходному с другой стороны ряда. 8 ил.
ФиеЛ
Г-Г
38
Фиг. 5
25,27
у . N. - NL V.
Уу У
Ч уXX хX - Л
Ч. IVXXV V
NJ
чг
фие.7
NLJ
Э
J.
±
NU фае.У
чг
