ел
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления на деталях фланца вытянутой формы | 1985 |
|
SU1255261A1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2433012C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ФАСОННОЙ ГОЛОВКОЙ И ФЛАНЦЕМ | 2007 |
|
RU2344015C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446909C2 |
| Способ изготовления многогранных гаек с выпукло-вогнутой боковой поверхностью и фланцем | 1990 |
|
SU1804367A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ПРЕССАХ С ПОДВИЖНЫМ КОНТЕЙНЕРОМ | 2004 |
|
RU2259897C1 |
Изобретение относится к обработке металлов давлением, а именно к технологии изготовления на деталях фланца вытянутой формы. Цель - повышение качества изделий и стойкости инструмента. Согласно способу изготовления на деталях фланца вытянутой формы мерную заготовку размещают в закрытом штампе для выдавливания, где на торцевой части формируют две взаимно перпендикулярные цилиндрические поверхности, одна из которых выполнена выпуклой, а другая - вогнутой. Это дает наиболее оптимальное распределение мё- торца затото вки перед высадкой, так как при окончательном формировании фланца металл начинает осаживаться в начале у края исходной заготовки с преимущественным течением его вдоль большей оси фланца. 5 ил.
Изобретение относится к обработке металлов давлением, может быть использовано для получения деталей с фланцами некруглой, формы и является усовершенствованием способа изготовления на деталях фланца вытянутой формы по авт.св.№ 1255261.
Известен способ изготовления на деталях фланца вытянутой формы, включающий предварительное формование торца заготовки под фланец, при котором ему придают форму цилиндрической поверхности, образующая которой не параллельна оси заготовки, высадку фланца. При этом перед высадкой заготовку ориентируют, располагая образующую цилиндрической поверхности вдоль большей оси высаживаемого фланца.
Недостатком известного способа является неравномерность заполнения фланцевой полости металлом, что приводит к возрастанию нагрузок, образованию торцевого заусенца в центральной части и некачественному заполнению периферийных участков.
Цель изобретения - повышение качества изделий и стойкости инструмента,
Поставленная цель достигается тем, что в способе изготовления на деталях фланца вытянутой формы по авт.св.Мз 1255261 при предварительном формировании одновременно с выполнением на торце в выпуклой цилиндрической поверхности формируют вогнутую цилиндрическую поверхность, образующая которой перпендикулярна образующей выпуклой цилиндрической поверхности.
Это позволяет перераспределить объем торцевой части заготовки пропорционально распределению его во фланце.
VI
ю
4
ел VI
4
кэ
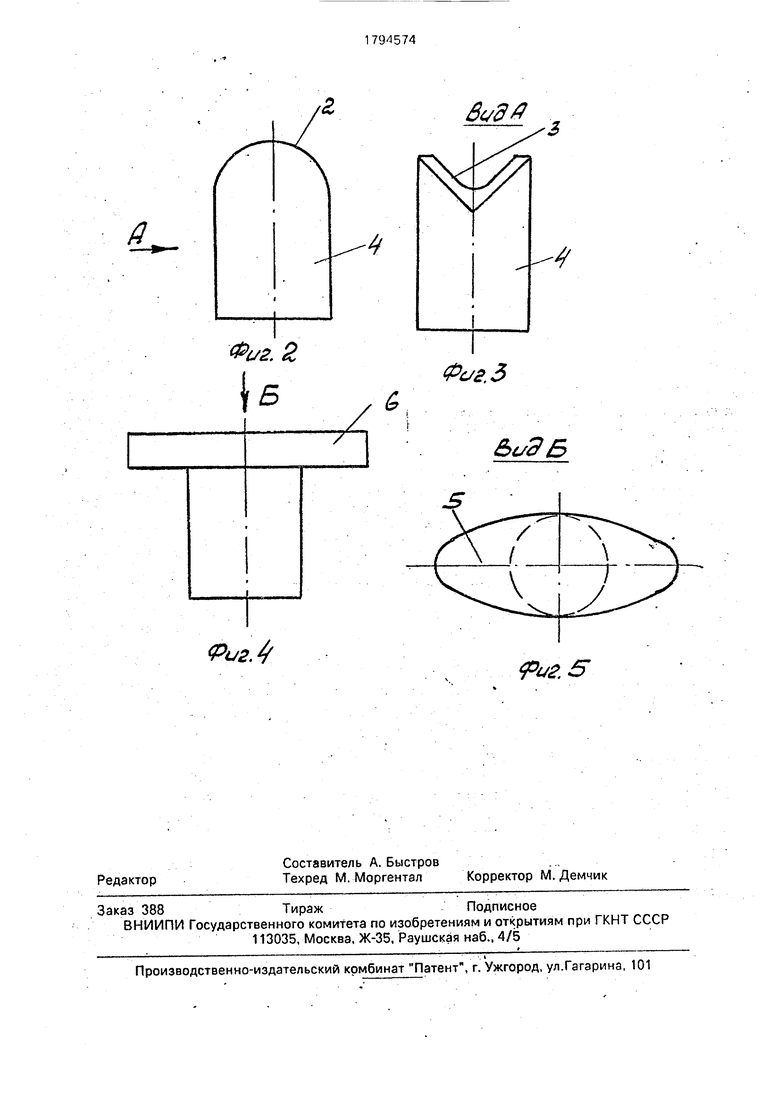
На фиг.1 показана мерная заготовка; на фиг.2 - заготовка после предварительного формирования торца; на фиг.З - вид А на фиг.2; на фиг.4 - деталь с высаженным фланцем; на фиг.5 - вид Б на фиг.4.
Способ осуществляют, следующим образом.
Мерную заготовку 1 размещают в закрытом штампе для выдавливания, где на торцевой части формуют две взаимно перпендикулярные цилиндрические поверхности, одна из которых 2 выполнена выпуклой, а другая 3 - вогнутой. Предварительно выдавленную заготовку 4 размещают в матрице так, чтобы образующая выпуклой цилиндрической поверхности 2 торца заготовки 4 была ориентирована вдоль большей оси 5 высаживаемого фланца 6, и за один ход пуансона закрытого штампа производят в матрице высадку фланца 6 вытянутой формы.
Фор м у л а из обретения Способ изготовления на деталях фланца вытянутой формы по авт.св.№ 1255261, отличающийся тем, что, с целью повышения качества изделий и стойкости инструмента, при предварительном форми0
Пример. Производили штамповку заготовок деталей с вытянутым эллипсным фланцем из сплава ВТЗ-1.
Цилиндрическую „исходную заготовку покрывали стеклоэмалью. нагревали до температуры 920°С, укладывали в матрицу закрытого штампа, нагретого до температуры 870°С и выдавливали на торце заготовки выпуклую и вогнутую цилиндрические поверхности, расположенные под прямым углом друг к другу, путем внедрения фасонного пуансона в торце заготовки. После этого заготовку извлекали из штампа, охлаждали и очищали от эмали. Подготов5 ленные таким образом заготовки вновь покрывали эмалью, нагревали до 920°С и высаживали фланец в закрытом штампе. При этом обеспечивались условия к преимущественному течению металла вдоль боль0 шей оси фланца.
ровании одновременно с выполнением на торце выпуклой цилиндрической поверхности формируют вогнутую цилиндрическую поверхность, образующая которой перпендикулярна образующей выпуклой цилиндрической поверхности.
Фиг.4
/
баЭБ
| Способ изготовления на деталях фланца вытянутой формы | 1985 |
|
SU1255261A1 |
