В литейном производстве применяются способы изготовления литейных форм и стержней с поверхностным упроченным слоем.
Особенность описываемого способа состоит в том, что литейные формы и стержни приготовляются из чистого кварцевого песка, которым засыпается модель с последующим насыщением песка на требуемую глубину жидким стеклом и продувкой воздухом и углекислым газом под давлением через инъекторы, встроенные в стенки моделей или в стенки стержневых ящиков или смонтированные на отдельной рамке, расположенной по контуру модели.
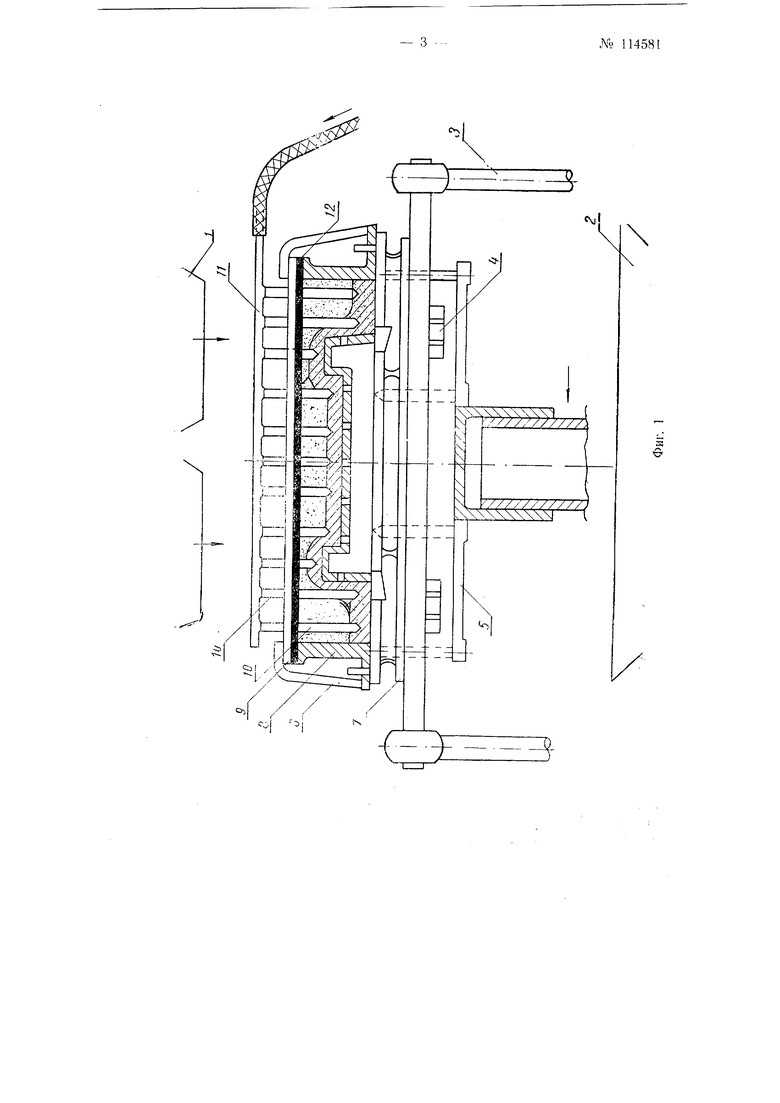
На фиг. 1 показано приспособление, при помощи которого осуществляют описываемый способ изготовления литейных форм. Приспособ.чение состоит из следующих основных узлов: бункера 1, подающего кварцевый песок на формовку, бункера 2 для избыточного песка, кантовательного станка 3 с поворотным столом, вибраторов 4, механизма подъема 5, пневматических зажимов 6, подмодельной плиты с моделью 7,. оборудованной вентилем опоки-рамки 8, плиты .9 с набором инъекторов 10, трубопровода 11 для подачи к инъекторам жидкого стекла, воздуха и зглекислого газа и уплотнительной прокладки 12.
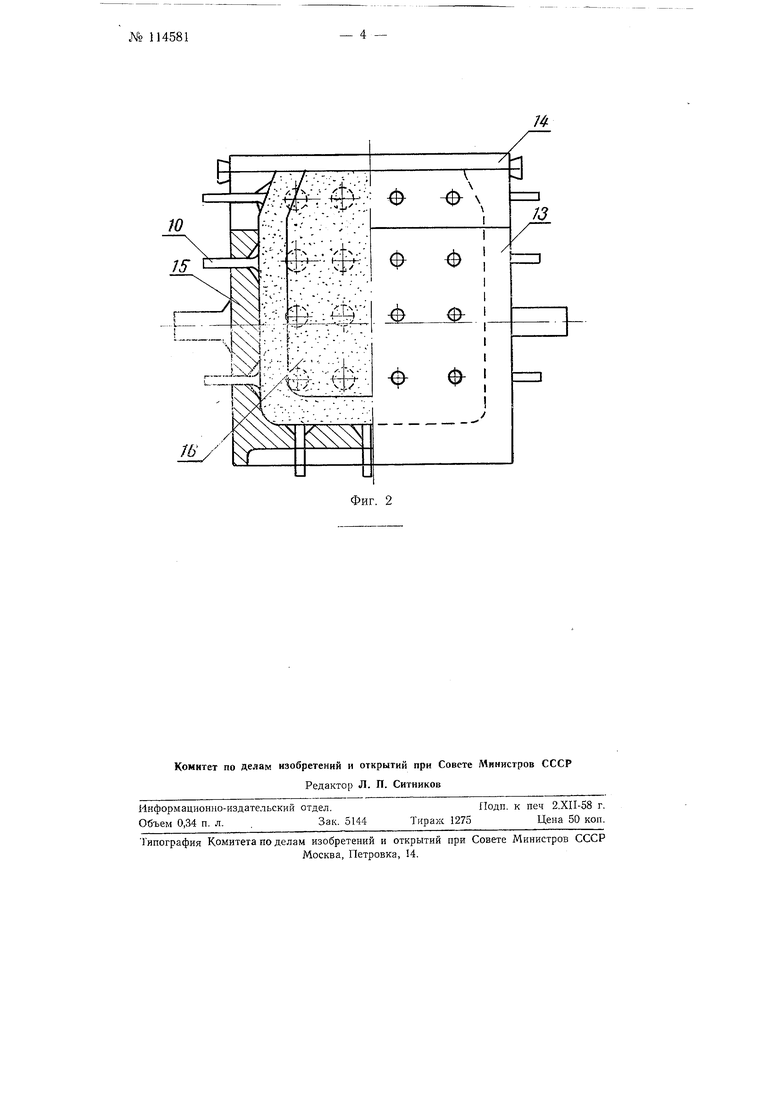
На фиг. 2 показано приспособление для осуществления изготовления стержней. Приспособление состоит из стержневого ящика 13, крышки 14, и встроенных в стенки ящика инъекторов 10. На фиг. 2 показана упроченная оболочка 15 и оставшийся неупрочненный сухой песок 16, находящийся в центральной части стержня.
Описываемый способ на заказанных приспособлениях осуществляют следующим образом.
На стол кантовательного станка 3, оборудованного механизмом штифтового или рамочного подъема, устанавливают подмодачьную плпту с моделями 7.
На подмодельную плиту по направляющим штырям зстанавливают опоку-рамку 8.
№ 114581- 2 -
В установленную на подмодельную плиту опоку из бункера 1 насыпают кварцевый песок и уплотняют его в опоке при помощи кратковременной работы вибраторов 4. После уплотнения сухого песка на опоку накладывают тонкую гладкую плиту 9 с установленными по конфигурации модели инъекторами 10 и скрепляют ее с опокой и подмодельной плитой при помощи пневматических зажимов.
Инъекторы устанавливаются на расстоянии друг от друга на 120- 150 мм и по высоте на 30-50 мм от модели и подмодельной плиты.
По трубопроводу 11 через систему отверстий в инъекторах в слой песка, который примыкает непосредственно к моделям и подмодельной плите, нагнетается жидкое стекло с удельным весом 1,40-1,45 под давлением 3,5-4,5 атм. После этого через ту же систему инъекторов насыщенный жидким стеклом слой песка продувается сжатым воздухом под давлением 4,5-5,0 атм в течение 45-50 сек.
В результате всех этих операций получают прочную оболочку заданной толщины в зависимости от веса и габаритов отливки.
После того, как оболочка готова,, зажимы 6 отводят в стороны, плита с инъекторами снимается и отводится в сторону. Опока скрепляется с подмодельной плитой и стол кантователя вместе с подмодельной плитой и опокой поворачивают на 180°, в результате чего избыток сухого кварцевого песка из опоки высыпается в нижний бункер 2. Затем процесс повторяется.
Предмет изобретения
Способ изготовления литейных форм и стержней из чистого кварцевого песка с поверхностной обработкой их на определенную глубину жидким стеклом и углекислым газом, отличающийся тем, что, с целью получения твердой оболочки, сухой песок насыпается на модель или в форму, после чего он насыщается через инъекторы, укрепленные на форме или модели жидким стеклом на глубину, соответствующую толщине корковой формы, с последующей продувкой ее через те же инъекторы сжатым воздухом и углекислым газом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ЛИТЕЙНЫХ ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ САМОТВЕРДЕЮЩИХ СМЕСЕЙ | 2010 |
|
RU2486987C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| Способ изготовления литейных форм вакуумной формовкой | 1981 |
|
SU979019A1 |
| Способ изготовления стальной отливки рабочего колеса центробежного насоса | 2019 |
|
RU2733963C2 |
| Облицовочная смесь для изготовления литейных форм и стержней | 1977 |
|
SU707672A1 |
| Способ изготовления литейных форм | 1979 |
|
SU821032A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНЫХ ПЛИТ ДЛЯ ДОМЕННЫХ ПЕЧЕЙ (ВАРИАНТЫ) | 2017 |
|
RU2667569C1 |
| Способ изготовления литейных форм | 1979 |
|
SU780946A1 |
| Машина для вакуумной формовки литейных форм | 1977 |
|
SU710756A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ | 1991 |
|
RU2017564C1 |