Станки для шлифования огнеупорных брусьев, снабженные несколькими шлифовальными головками для одновременного шлифования нескольких граней, известны.
Особенностью предлагаемого станка того же типа является снабжение станины станка консолью, свободный конец горизонтального участка которой несет прижим для неподвижного крепления бруса на столе. Такое выполнение предлагаемого станка обеспечивает неподвижное крепление изделия на столе станка, а тем самым обработку двух продольных сторон и торцов с одной установки.
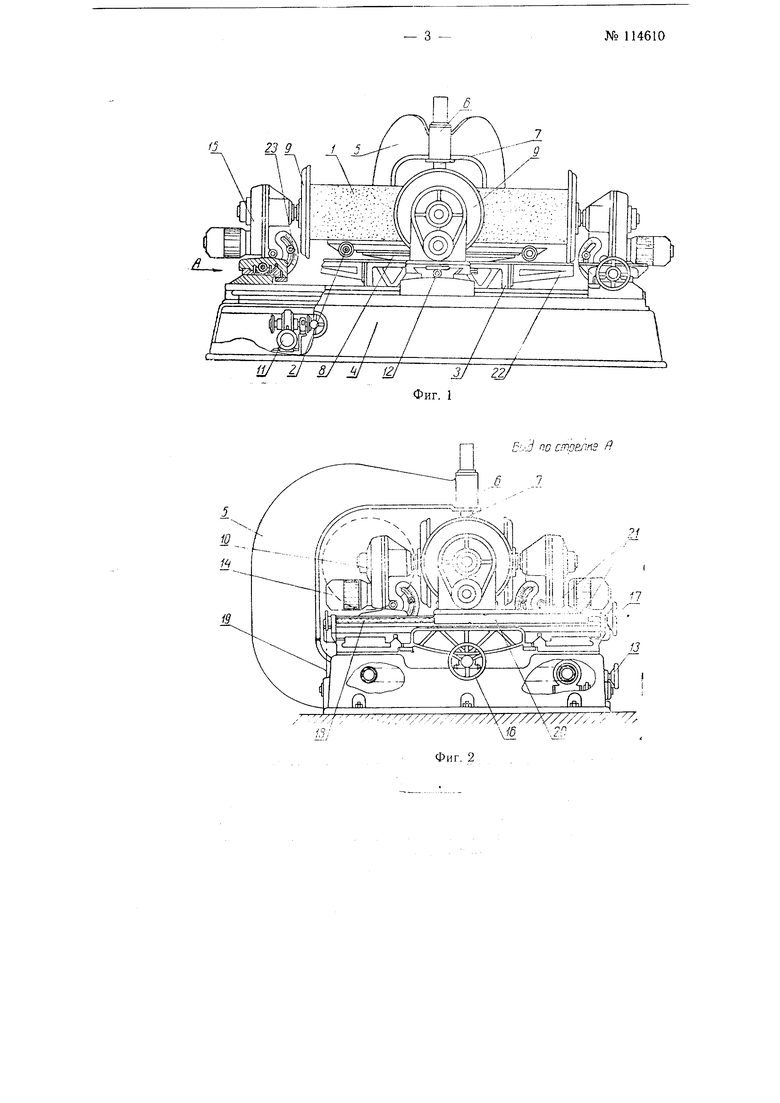
На фиг. 1 предлагаемый станок показан спереди; на фиг. 2 - вид по стрелке А на фиг. 1.
Подлежащий обработке огнеупорный брус 1 на тележке 2 подается на стол 3. Станина 4 станка снабжена Г-образной консолью 5, горизонтальный участок которой несет на конце прижим в виде гильзы 6 с прижимной планкой 7- С помошью гидравлического домкрата 8 стол 3 вместе с брусом / поднимается до упора в прижимную планку 7, положение которой по высоте регулируется в гильзе 6 консоли 5.
Обработка боковых поверхностей изделия производится одновременно двумя шлифовальными головками с дисками 9, перемещающимися вдоль бруса на каретках 10 посредством ходовых винтов, получающих вращение от привода //. В качестве шлифовальных дисков могут быть применены стальные шайбы, оснащенные релитом (твердосплавной крошкой, состоящей из зерен карбида вольфрама), твердосплавными пластинками или абразивными башмаками.
Регулировка расстояния между продольными дисками 9 осуществляется посредством винта 12 через штурвал 13.
Шлифовальные диски 9 получают вращение от индивидуальных электродвигателей М, установленных на каретках 10.
При установке и съеме огнеупорного бруса на станок торцовые каретки 15 находятся в нерабочем положении (это положение указано на фиг. 2 пунктиром). При этом положении кареток начинается цикл продольной щлифовки поверхностей. Каретки 10 продольной обработки бру№ 114610 - 2 --
са, пройдя заранее заданное расстояние, включают в работу торцовые каретки 15, которые за время обработки боковых поверхностей бруса совершают прямой и обратный ход. Таким образом, к моменту окончания обработки боковых сторон торцовые каретки возвращаются в исходное положение.
Регулировка расстояния между торцовыми дисками 9 производится с помощью ходового винта со штурвалом 16.
Установочное ручное перемещение торцовых кареток 15 осуществляется штурвалйм 17. Механическое перемещение указанных кареток производится .ходовым виптом 18 посредством цепной:передачи 19 от индивидуального привода.
На фартуке 20 торцовой каретки 15 установлены рельсы 2, которые при ясхолном положении TopjJ.03oft каретки стыкуются со съемшзкущ участками 22 стола 3.
Обработка граней брусьев юд необходимый угол осуществляется поворотом щлифовальных дисков по горизонтальной оси с последующей фиксацией зажимом 23.
Одна из шлифовальных головок размещена под горизонтальным участком- консоли 5.
Так как длина применяемых брусьев значительно колеблется, в предлагаелюм старше предусмотрена возможность обработки различных по длине изделий, что достигается наличием съемных участков 22 стола 3..
Предмет изобретения
1. Станок для щлифования огнеупорных брусьев, снабженный несколькими шлифовальными головками для-одновременного ;щлифования нескольких граней, отличающийся тем, что, с целью одновременного шлифования двух продольных и двух торцовых сторон .бруса при неподвижном брусе, станина станка снабжена консолью, свобо а:ныи конец горизонтальнЬго участка которой несет прижим для неподвижного крепления бруса на столе.:
2. Форма выполнения станка по п. 1, о т л и ч а ю щ а я с я тем, что одна из шлифовальных головок размещена под горизонтальным участком КОИСОЛИ.(.:

| название | год | авторы | номер документа |
|---|---|---|---|
| Вибропресс | 1956 |
|
SU107578A1 |
| Внутришлифовальный станок | 1986 |
|
SU1389998A1 |
| Станок для шлифования рабочей поверхности прокатных валков | 1980 |
|
SU933394A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| КООРДИНАТНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2074081C1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Способ шлифования эвольвентных профилей цилиндрических зубчатых колес и станок для его осуществления | 1985 |
|
SU1574163A3 |
| ШЛИФОВАЛЬНО-ОБДИРОЧНЫЙ СТАНОК | 1964 |
|
SU222895A1 |
| СТАНОК ПЛОСКОШЛИФОВАЛЬНЫЙ ЭЛЕКТРОМЕХАНИЧЕСКИЙ | 1994 |
|
RU2080237C1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |