f1 Изобретение относится к области машиностроения и может быть использовано для зачистки сварных швов. Цель изобретения - повьтение качества обработки за счет повышени плавности перехода между сваренными поверхностями и исключения зарезов в материале изделия. На фиг. 1 изображено предлагаемое устройство для зачистки сварных швов; на фиг. 2 - кинематика движений рабочих поверхностей фрезы и копирных дисков относительно обраба тьюаемой поверхности; на фиг. 3 взаимное положение в зоне обработки режущих кромок инструмента и рабочих поверхностей копирных дисков при выступе сваренной кромки, например, слева. На фиг. 2 даны А- рабочая (производящая) поверхность инструмента; В и С - окружности торцов рабочей поверхности инструмента; Вл и Dj диаметры рабочих поверхностей копир ных дисков (равны соответственно ди метрам окружностей В и С ); 0-0ось посадочного отверстия инструмен та; Oi-O и оси копирных дисков; Оц- линия центров торцов рабочей поверхности инструмента; « и г. эксцентриситет втулок соответствен но левого и правого копирных дисков /hiun - частота вращения инструме та; S - подача инструмента вдоль шва; Vo - окружная скорость обкаты вания копирных дисков в период контакта их с поверхностями сваренных деталей в пришовной зоне (без, учета проскальзывания /Vo . Стрелками обозначены направление вращение инструмента и эксцентриковых втулок, направление обкатывания дисков Vo и направление подачи S. Устройство состоит из оправки 1 и закрепленных на ней с помощью шпо ки 2 и гайки 3 инструмента 4 и эксцентриковых втулок 5 и 6, на наружном цилиндре которых располагаются подшипниковые узлы 7, несущие копирные диски 8 и 9. Рабочая поверхность А инструмента выполнена наклонной, например в виде наклонного цилиндра, поэтому линия центров торцов рабочей поверхности наклонена и пересекается с осью О-О посадочного отверсти инструмента на угол, равньй максимально допустимому -углу наклона но9J , . , минальной поверхности зачищенного шва к поверхности изделия 10. Направление и величина эксцентриситета и и я втулок 5 и 6 соответствует смещению центров окружностей В и С торцов рабочей поверхности А . Изделие 10 упруго прижимается в радиальном направлении к копирным дискам 8 и 9 с усилием, заведомо превышающим радиальную составлякицую усилий резания. Устройство работает следующим образом. Изделие 10 по отношению к устройству устанавливают так, чтобы копирные диски 8 и 9 располагались по обе стороны от шва. Включают вращение инструмента и подачу S устройства вдоль шва. Копирные диски 8 и 9 обкатываются по пришовной зоне благодаря наличию разнонаправленного эк:сцентриситета 4 и z втулок 5 и 6 попеременно то слева, то справа с окружной скоростью Vo. Причем в момент входа одного из дисков 8 и 9 в контакт с изделием 10 другой приподнимается над ее поверхностью. Синхронно с движениями дисков 8 и 9 изменяется и угол наклона образующей рабочей поверхности А (режущей кромки) в зоне обработки. За полный оборот инструмента 4, например фрезы, формообразование номинальной поверхности ос1пцествляет тот из ее зубьев, угол наклона режущей кромки которого равен углу наклона этой nofeepxности шва к поверхности изделия. Остальные зубья участвуют только в удалении припуска. Когда угол наклона номинальной поверхности шва равен нулю, т.е. плоскости сваренных поверхностей совпадают в стьже ,профилирукнцими являются зубья, у которых режущая кромка располагается параллельно плоскости сваренных поверхностей, Если кромки сварены с превьппением слева, то формообразукя им является один из зубьев, имеюпр1Й наклон вправо. Если превьШ1ение справа, то формообразующим является один из зубьев, имеюЕщй наклон влево. Инструмент может быть выполнен как с цилиндрической, так и с конической формой рабочей поверхности. При исполнении инструмента щшиндрическим для исключения дисбаланса
311461394
целесообразно точку пересечения не его высоты,а при коническом инлинии центров торцов рабочей поверх- струменте исходя из этих же сообности инструмента с осью посадочно- ражений эта точка может быть соотго отверстия располагать на середи- ветственно смещена.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки сварных швов | 1989 |
|
SU1609555A1 |
| Устройство для зачистки сварных швов | 1989 |
|
SU1691040A1 |
| Устройство для зачистки | 1986 |
|
SU1397249A2 |
| Устройство для зачистки | 1984 |
|
SU1289617A1 |
| СТАНОК ДЛЯ ЗАЧИСТКИ ПРОДОЛЬНЫХ СВАРНЫХ швов | 1968 |
|
SU217889A1 |
| Установка для сварки кольцевых швов | 1980 |
|
SU899316A1 |
| СПОСОБ СРЕЗАНИЯ НАРУЖНОГО ГИДРОИЗОЛЯЦИОННОГО ПОКРЫТИЯ ТРУБОПРОВОДОВ | 1993 |
|
RU2080944C1 |
| Устройство для зачистки сварныхшВОВ цилиНдРичЕСКиХ издЕлий | 1979 |
|
SU821110A1 |
| Устройство для удаления грата | 1982 |
|
SU1076232A1 |
| СПОСОБ ОБРАБОТКИ СВАРНЫХ ШВОВ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2005 |
|
RU2302929C2 |
УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ СВАРНЫХ ШВОВ, выполненное в виде дискового инструмента, установленного на оправке между копирными дисками с эксцентриковыми втулками, отличающееся тем, что, с целью повьшения качества обработки, эксцентриковые втулки жестко установлены на оправке с диаметрально противоположным направлением эксцентриситета, а рабочая поверхность инструмента вьшолнена наклонной. (Л 4i о: оо со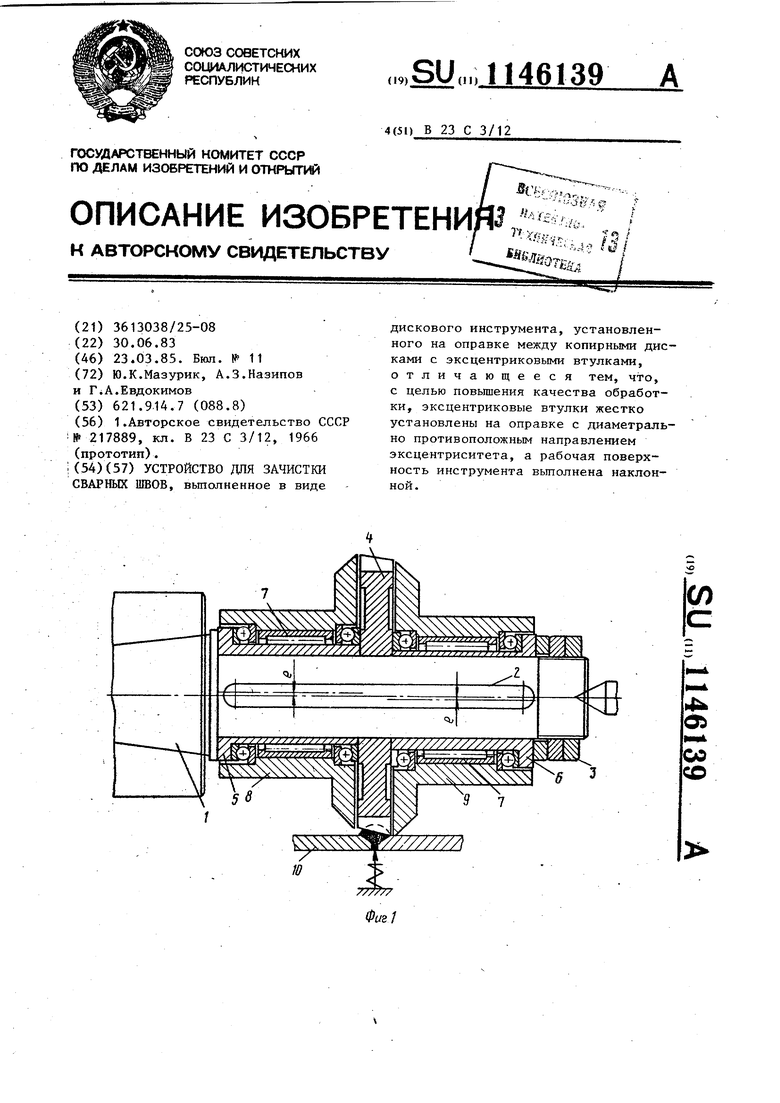
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ; | |||
