со со o
4 СО
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки | 1984 |
|
SU1289617A1 |
| СТАНОК ДЛЯ ЗАЧИСТКИ ПРОДОЛЬНЫХ СВАРНЫХ швов | 1968 |
|
SU217889A1 |
| Устройство для зачистки сварных швов | 1989 |
|
SU1691040A1 |
| Приспособление для нарезки глобоидальных червяков на неспециальных станках | 1957 |
|
SU116295A1 |
| Установка для зачистки сварных швов | 1974 |
|
SU516477A1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ СВАРНЫХ ШВОВ | 1994 |
|
RU2115518C1 |
| САМОДВИЖУЩЕЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ СВАРНЫХ ШВОВ | 1990 |
|
SU1743057A1 |
| Станок для обработки деталей с криволинейными поверхностями | 1980 |
|
SU1014674A1 |
| Приспособление к вертикально-фрезерному станку для обработки криволинейных поверхностей | 1983 |
|
SU1094679A1 |
| УСТРОЙСТВО для АБРАЗИВНОЙ ОБРАБОТКИ ВНУТРЕНИИХ | 1972 |
|
SU340518A1 |


Изобретение относится к машиностроению, может быть использовано для зачистки сварных швов. Цель изобретения - расширение технологических возможностей за счет обеспечения зачистки поверхностей с переменным углом наклона. Устройство включает копирные ролики, выполненные электрически изолированными от шпинделя, каждый из которых вместе с установочным приспособлением включен в электрические цепи узла коммутации направления движения привода поперечной подачи. Ролик относительно инструмента расположен со стороны редуктора, связан с устройством включения привода поперечной подачи на отвод изделия, а другой ролик - с устройством включения этого привода в противоположном направлении. При вращении шпинделя производят врезание инструмента в изделие до тех пор, пока хотя бы один из копирных роликов не войдет в контакт с пришовной зоной. Посредством реле включения привода поперечной подачи подводят инструмент до касания двух роликов. Угловое положение инструмента, при котором оба копирных ролика контактируют с обрабатываемой поверхностью изделия, является оптимальным. 6 ил. S (Л
К
Изобретение относится к машиностроению, может быть использовано для за- чистки сварных швов и является усовер- 111енствованием известного устройства по авт. св. № 1289617.
Целью изобретения является расширение технологических возможностей за счет качественной зачистки поверхностей с пере- енным углом наклона путем поддержания угла наклона инструмента, равным углу нак- обрабатываемой поверхности.
На фиг. 1 представлено устройство, об- Цхий вид; на фиг. 2 - рабочий конец фпиндельного узла с токосъемным устройством; на фиг. 3 - схема движений фделия и инструмента при контакте с| изделием копирного ролика, расположен- HJorp по отношению к инструменту не со с гороны редуктора; на фиг. 4 - то же, П1ри контакте копирного ролика, располо- л енного по отношению к инструменту со cfropOHbi редуктора; на фиг. 5 - схема номинального углового положения инструмента и| изделия; на фиг. 6 - схема за- Ч|истки сварного шва на детали «попере- ч|ина.
На фиг. 1, 3, 4 и 6 стрелками ука- направления управляюших перемеше- 1|{ий привода поперечной подачи и пово- |)ота редуктора.
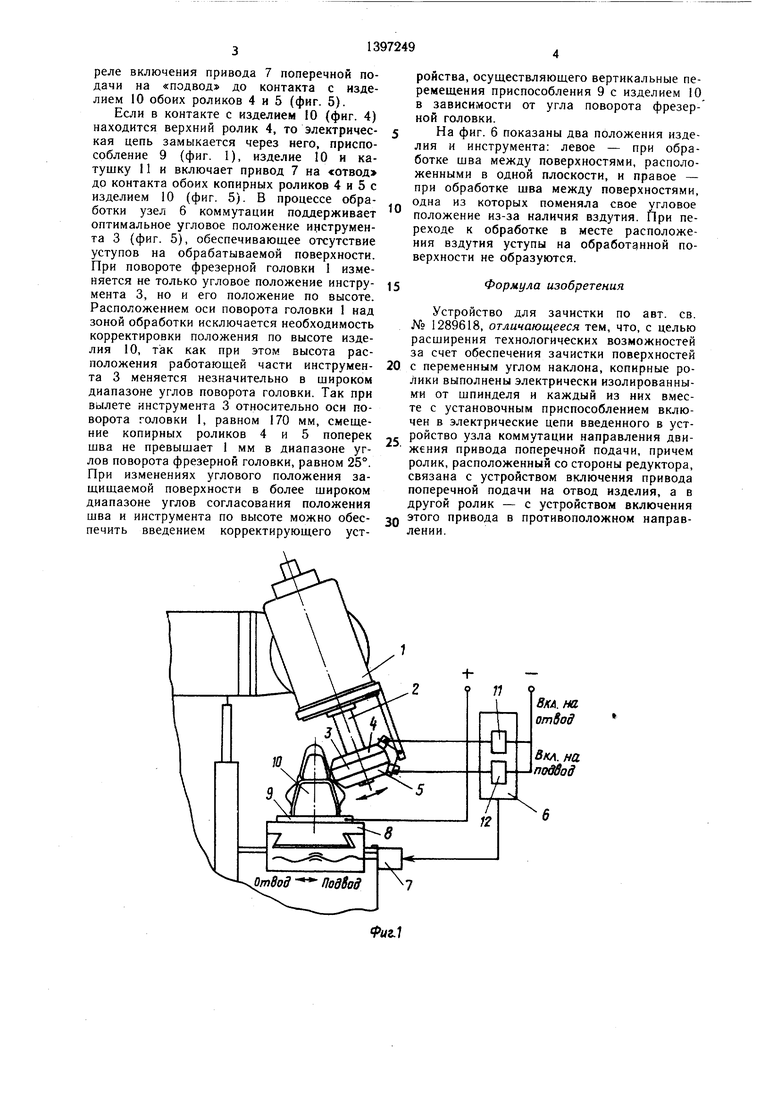
, Устройство выполнено в виде фрезерной -оловки 1 со шпинделем 2, инструментов 3 двух копирных роликов 4 и 5, электрически Связанных с узлом 6 коммутации направле- |{ия врашения двигателя 7 привода попе- )Ьечной подачи, рабочего стола 8 с уста- ikoB04HbiM приспособлением 9 и обрабаты- 1 аемым изделием 10. Узел б коммутации (Додержит реле включения перемещения сто- .jia 8 «на отвод с катушкой 1, включенной в одну электрическую цепь с ко- рирным роликом 4, расположенным относительно инструмента 3 со стороны угловой фрезерной головки 1 (в дальнейшем - верх- Лий ролик 4), и реле включения пере- 1Йещения стола 8 «на подвод с катуш- 1|сой 12, включенной в одну электрическую ikenb с копирным роликом 5, располо- )кенным относительно инструмента 3 с про- (ивоположной от фрезерной головки 1 сто- |5оны (в дальнейшем нижний ролик 5).
На корпусе головки 1 (фиг. 2) с по- мошью зажимного винта 13 закреплен кронштейн 14, на котором смонтировано токо- съемное устройство, состояш;ее из расположенных на оси 15 рычагов 16 с щеткодержателями 17, щетками 18 и токопод- Водяп;ими проводами 19. Прижим щеток 18 К токосъ.емным поверхностям копирных роликов 4 и 5 осуществляется с помощью связанной рычагами 16 пружины 20 растяжения. Токосъемное устройство защищено рт ударов и попадания стружки кожухом {не показан). Кожух выполнен из электроизоляционного материала и крепится к кронштейну 14.
5
0
5
0
5
0
5
0
5
Пунктирными линиями на фиг. 2 показано положение рычагов 16 токосъемного устройства при смене инструмента 3.
Копирные ролики 4 и 5 (фиг. 2) выполнены электрически изолированными от шпинделя 2 и инструмента 3 с помощью изоляционных шайб 21 и 22 и втулок 23. Кроме контактных и токосъемных участков наружные поверхности копирных роликов 4 и 5 покрыты электроизолирующим материалом, например керамикой.
Устройство работает следующим образом.
Изделие 10 (фиг. I) по отношению к фрезерной головке 1 устанавливают так, чтобы копирные ролики 4 и 5 располагались по обе стороны от шва, а ось поворота головки 1 - над зоной обработки.
Включают вращение шпинделя 2 и узел 6 коммутации, который при отсутствии контакта копирных роликов 4 и 5 с изделием 10 включает привод 7 поперечной подачи на «подвод. Происходит врезание инструмента 3 в усиление шва изделия 10. При этом необходимое усилие прижима инструмента 3 к обрабатываемой поверхности обеспечивается редуктором привода вращения шпинделя 2 угловой фрезерной головки 1. В процессе врезания первым в контакт с при- щовной зоной изделия 10 входит нижний ролик 5. Через установочное приспособление 9, изделие 10, ролик 5 и катушку 12 электрическая цепь замыкается и срабатывает реле включения привода 7 попе-, речной подачи на «подвод, т. е. движение стола в этом направлении не прекращается. За счет давления изделия 10 на ролик 5 происходит поворот головки 1 и изменение взаимного углового положения инструмента 3 относительно изделия 10. Процесс врезания продолжается до возникновения контакта изделия 10 с верхним роликом 4 и замыкание электрической цепи питания катушки 11. При одновременном включении катушек 1 и 12 узел 6 коммутации отключает врашение привода 7 поперечной подачи жестким динамическим торможением двигателя. На этом процесс врезания прекращается. Угловое положение инструмента 3, при котором оба копирных ролика контактируют с изделием 10, является оптимальным. Включают продольную подачу и производят зачистку поверхности по всей длине шва.
Если зачишаемая поверхность по пути зачистки меняет свое угловое положение, то в процессе обработки оптимальное угловое положение инструмента 3 поддерживается узлом 6 коммутации следуюшим образом.
Если в контакте с изделием 10 (фиг. 3) находится нижний ролик 5, то через установочное приспособление 9 (фиг. 1), изделие 10, ролик 5 и катушку 12 электрическая цепи замыкается и срабатывает
реле включения привода 7 поперечной подачи на «подвод до контакта с изделием 10 обоих роликов 4 и 5 (фиг. 5).
Если в контакте с изделием 10 (фиг. 4) находится верхний ролик 4, то электрическая цепь замыкается через него, приспособление 9 (фиг. I), изделие 10 и катушку 11 и включает привод 7 на «отвод до контакта обоих копирных роликов 4 и 5 с изделием 10 (фиг. 5). В процессе обработки узел б коммутации поддерживает оптимальное угловое положение и струмен- та 3 (фиг. 5), обеспечивающее отсутствие уступов на обрабатываемой поверхности. При повороте фрезерной головки 1 изменяется не только угловое положение инструмента 3, но и его положение по высоте. Расположением оси поворота головки 1 над зоной обработки исключается необходимость корректировки положения по высоте изделия 10, TiaK как при этом высота расположения работающей части инструмента 3 меняется незначительно в широком диапазоне углов поворота головки. Так при вылете инструмента 3 относительно оси поворота головки I, равном 170 мм, смещение копирных роликов 4 и 5 поперек шва не превышает I мм в диапазоне углов поворота фрезерной головки, равном 25°. При изменениях углового положения защищаемой поверхности в более широком диапазоне углов согласования положения шва и инструмента по высоте можно обеспечить введением корректирующего уст
ройства, осуществляющего вертикальные перемещения приспособления 9 с изделием 10 в зависимости от угла поворота фрезерной головки.
На фиг. 6 показаны два положения изделия и инструмента: левое - при обработке шва между поверхностями, расположенными в одной плоскости, и правое - при обработке шва между поверхностями, одна из которых поменяла свое угловое положение из-за наличия вздутия. При переходе к обработке в месте расположения вздутия уступы на обработднной поверхности не образуются.
Формула изобретения
Устройство для зачистки по авт. св. № 1289618, отличающееся тем, что, с целью расширения технологических возможностей за счет обеспечения зачистки поверхностей
с переменным углом наклона, копирные ролики выполнены электрически изолированны- от шпинделя и каждый из них вместе с установочным приспособлением включен в электрические цепи введенного в устройство узла коммутации направления движения привода поперечной подачи, причем ролик, расположенный со стороны редуктора, связана с устройством включения привода поперечной подачи на отвод изделия, а в другой ролик - с устройством включения
этого привода в противоположном направении.
ВКА.М omSod
Вкл. на подвод
23
21
Подвод
Фиг.З
16 Л
Фиг. 2
ФигЛ
Фиг. 5
| Устройство для зачистки | 1984 |
|
SU1289618A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
