Изобретение относится к машиностроению и может быть использовано для зачистки сварных швов.
Цель изобретения - повышение качества обработки за счет снижения давления копир- ных роликов на изделие, повышение долговечности копирного устройства, а также упрошение конструкции за счет исключения специального привода прижимного механизма.
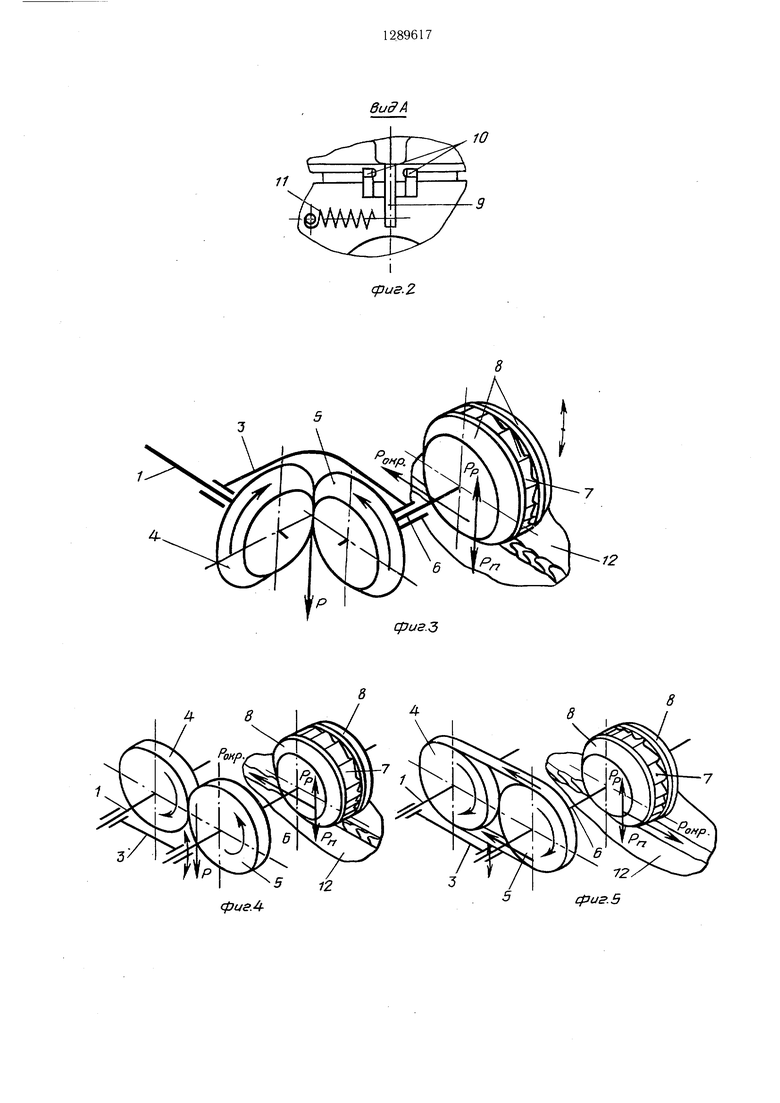
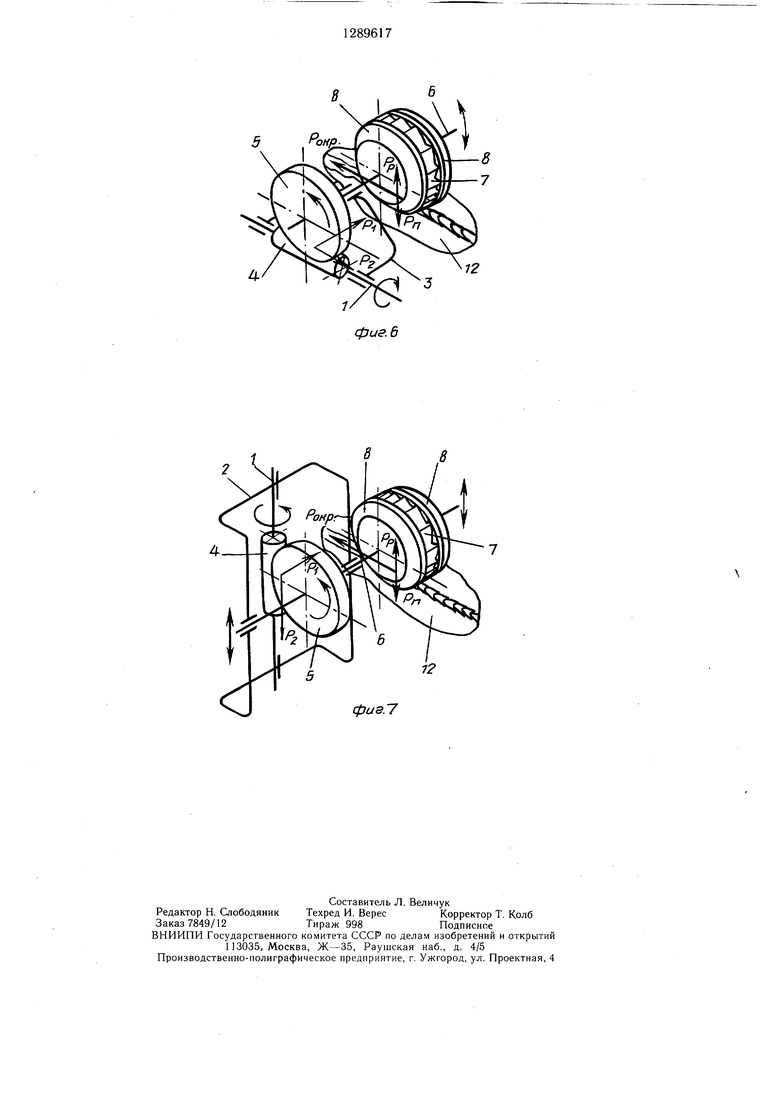
На фиг. 1 изображено предлагаемое устройство, обший вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - схема действия устройства; на фиг. 4 - то же, при передаче врашения на шпиндель с помощью круглых колес; на фиг. 5 - то же, при ременной или ценной передаче; на фиг. 6 - то же, при передаче с помошью червячной пары; на фиг. 7 - то же, при передаче с помощью червячной пары и копировании движением шпиндельного узла вдоль оси червяка.
Стрелками показаны направления вращений колес редуктора, шпинделя, направления копирующих движений инструмента.
Рр и Рокр - реакции радиальной и окружной составляющих силы резания; Рп - сила прижима инструмента и копирного устройства к изделию; Р - равнодействующая сил Р и Я2, передающих момент резания на ведомое колесо привода вращения шпинделя.
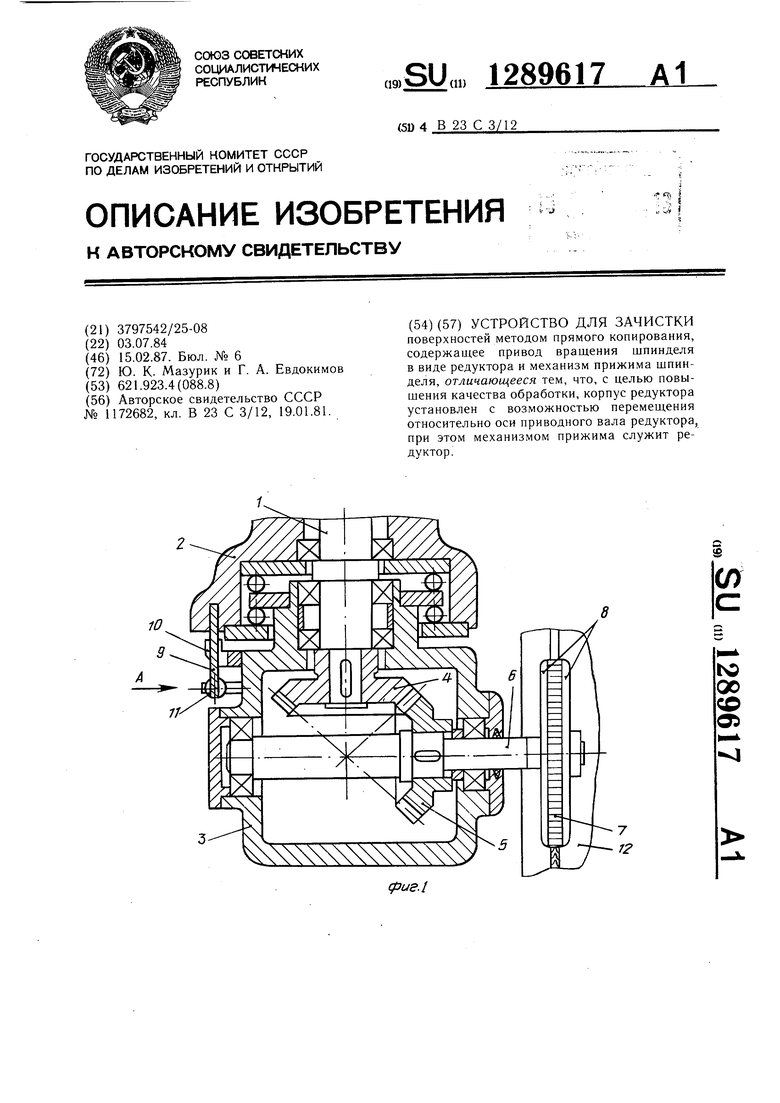
Устройство состоит из содержащего под- шипниковый узел приводного вала 1, корпуса 2 привода вращения, корпуса 3 редуктора, например, угловой фрезерной головки, содержащей подшипниковые узлы ведущего колеса 4, ведомого колеса 5 и шпинделя 6 с инструментом 7 и копирным устройством, состоящим из копирных роликов 8. Корпус 3 установлен с возможностью перемещения относительно оси приводного вала 1, а следовательно, и корпуса 2, что обеспечивает возможность планетарного движения шпинделя 6 относительно оси приводного вала 1.
Перемещение корпуса 3 относительно корпуса 2 ограничивается с помощью жестко связанной с корпусом 2 стойки 9 и упоров 10.
Устройство снабжено пружиной 11. Под действием силы, создаваемой этой пружиной, при отсутствии контакта копирных роликов 8 и инструмента 7 с обрабатываемой поверхностью изделия 12 корпус 3 упором 10 упирается в стойку 9 неподвижного корпуса 2.
Пружина 11 предназначена для создания контакта копирных 8 и инструмента 7 с изделием 12 перед началом обработки. Параметры устройства выбраны из условия
- i,
, 0
п 0
r
0
где DH - диаметр инструмента 7;
А - вылет инструмента 7 относительно
оси приводного вала 8; k- отношение радиальной составляющей силы резания к окружной определяется экспериментально для конкретных условий обработки. При зачистке усиления сварных щвов фрезами из быстрорежущей стали k 0,5-0,6;
/ - передаточное отношение колес редуктора фрезерной головки. Устройство работает следующим образом. Изделие 12 по отнощению к устройству устанавливают так, чтобы копирные ролики 8 располагались по обе стороны от щва. Включают вращение приводного вала 1 такого направления, чтобы равнодействующая Р сил, передающих на ведомое колесо 5 вращающий момент, была обращена в сторону обрабатываемой поверхности изделия 12. Затем, перемещая голов ку в этом же направлении, производят врезание в материал усиления сварного шва и по достижении контакта копирных роликов с пришовной зоной пере.мещение головки не прекращают, а продолжают его до выхода упорной стойки 9 корпуса 2 в среднее между упорами 10 положение. Включают продольную подачу и производят обработку шва. В процессе врезания и обработки приложенная к ведомому колесу 5 сила Р, преодолевая момент сопротивления резанию, одновременно поворачивает корпус 3 со шпинделем 6 относительно оси приводного вала 1 и прижи.мает копир- ное устройство с инструментом 7 к обрабатываемой поверхности изделия 12 с усилием Рп. Указанное выше соотношение параметров устройства обеспечивает равенство или превосходство прижимающей силы ft по отношению к радиальной силе резания Рр, что создает постоянный контакт копирного устройства с пришовной зоной при нагружении копирных роликов в усилием пружины 1 1 и усилием, составляющим разницу между Рп и Pp. Такое незначительное по отношению к силам резания нагружение копирных роликов 8 предотвращает образование на пришовной зоне следов (вмятин) от их контактных поясков и повыщает стойкость копирного устройства.
Создание прижима копирного устройства и инструмента 7 к изделию 12 силами, возникающими в редукторе привода вращения шпинделя, позволяет использовать этот редуктор в качестве прижимного механизма, исключив специальный привод прижима. Устройство может быть выполнено также с другими видами передач вращения на шпиндель, например круглыми цилиндрическими колесами, с цепной или ременной передачей, с червячной передачей.
cpus.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки | 1986 |
|
SU1397249A2 |
| Установка для изготовления спиральных карбид-кремниевых электронагревателей | 1975 |
|
SU648420A1 |
| Устройство для зачистки сварных швов | 1989 |
|
SU1691040A1 |
| Способ обработки криволинейных поверхностей деталей методом копирования | 1979 |
|
SU856752A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Станок для механической обработки пластмассовых деталей | 1980 |
|
SU973381A1 |
| Устройство для зачистки сварных швов | 1983 |
|
SU1146139A1 |
| Ленточно-шлифовальный станок для обра-бОТКи НАРужНОй пОВЕРХНОСТи длиННОМЕРНыХТРуб СлОжНОгО пРОфиля | 1979 |
|
SU818827A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНЫХ КАРБИД-КРЕМНИЕВЫХ ЭЛЕКТРОНАГРЕВАТЕЛЕЙ | 1972 |
|
SU327065A1 |
| Установка для удаления усиления сварных швов | 1978 |
|
SU764950A1 |
сриг.З
фае A
сриг.5
12
фае.Ь
12
фиэ.7
| Устройство для обработки сварных швов | 1984 |
|
SU1172682A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
