(54) УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ СВАРНЫХ ШВОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ
акого смешения мажет достигать 10 мм более.
Эти проблемы поставили задачу создания такого устройства, которое способ но было бы производить качественную зачистку шва в глубине разделки по всей ее ширине и реализовать на изменение, как ширины разделки, так и положения разделки относительно зачистного инструмента. Этого удалось достичь за счет того, что инструмент закреплен на втулке под углом к оси вращения, обеспечивающим при вращении последовательное смещение пятна контакта рабочей поверхности инструмента с изделием по всей ширине разделки.
Это позволяет узкому инструменту, толщина которого должна быть меньше ширины разделки для свободного ввода в разделку, производить зачистку раздел ки по всей ее ширине.
Кроме этого, втулка установлена в головке с возможностью осевого переме- щения и размещена между двумя упругими элементами. Это дает возможность компенсировать осевое смещение разделки в ту или другую сторону при температурном удлинении изделия при нагреве, а также сужение разделки к периферии при усадке шва.
При этом угол наклона инструмента выбран таким, чтобы максимальная вели- чина отклонения периферии инструмента от плоскости, перпендикулярной оси вращения, составляла 1,1 - 1,2 ширины разделки. Это обеспечивает, качественную зачистку обоих углов разделки с гарантированным поджимом рабочей части инструмента к углам.
Помимо того, что узел крепления за- . чистного инструмента на валу может быть выполнен с возможностью регулировки угла наклона инструмента. Это дает возможность, при значительном изменении ширины разделки менять угол наклона инструмента.
Известные устройства не обеспечивают такого эффекта, так как не имеют возможности упругого смещения в продольном направлении, необходимом как для качественной зачистки углов, так и для компенсации температурного удлинения изделия и, кроме того, отсутствует регулировка угла наклона инструмента. .
Цель изобретения - повышение качества зачистки швов в гпубоких и узких разделках.
04
Поставпенная цепь достигается тем, что инструмент, закреплен под углом к оси и установлен на оси с возможностью продольного смещения, при этом угоп накпона выбран таким, чтобы максимальная величина отклонения периферии инструмента от плоскости, перпендикулярной оси, составляла (1,1-1,2) ширины разделки. С целью обеспечения возможности регупирования угла наклона инструмента, устройство снабжено двумя кольцами, установленными на оси: одно - жестко, другое - свободно и, имеющими сферическую наружную поверхность, контактирующую с
посадочной поверхностью зачистного инструмента, эксцентриком с толкателями, взаимодействующими с внутренней поверхностью свободно установленного на оси кольца.
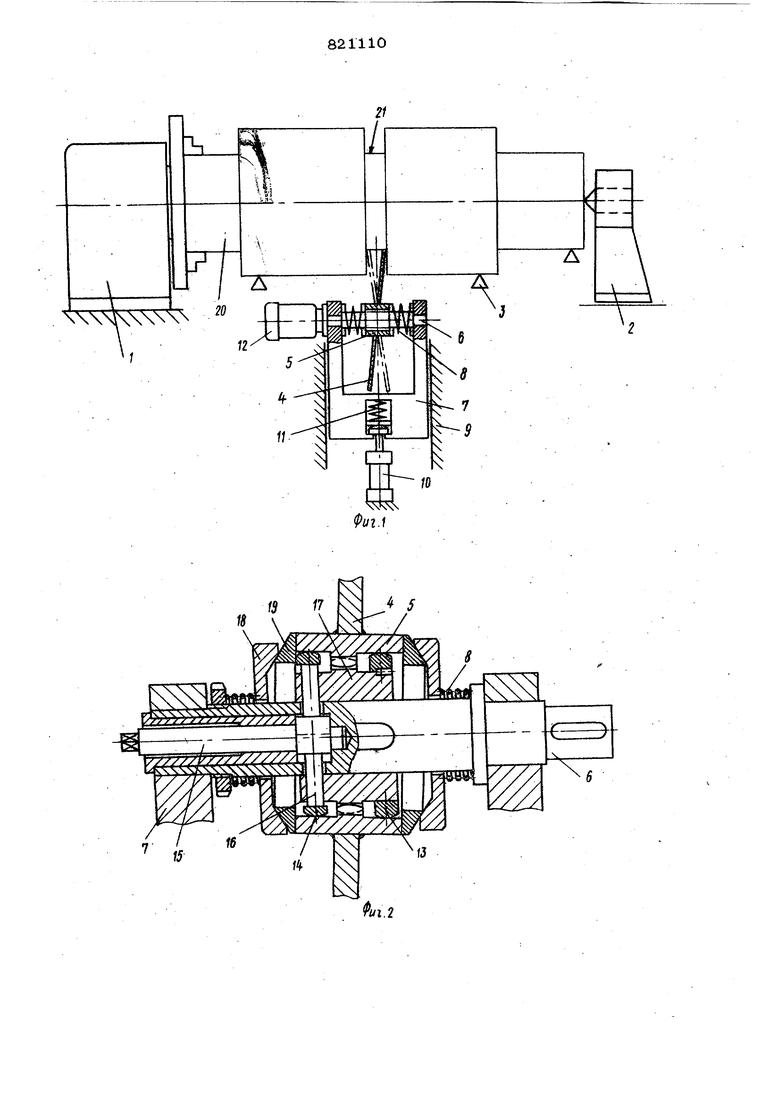
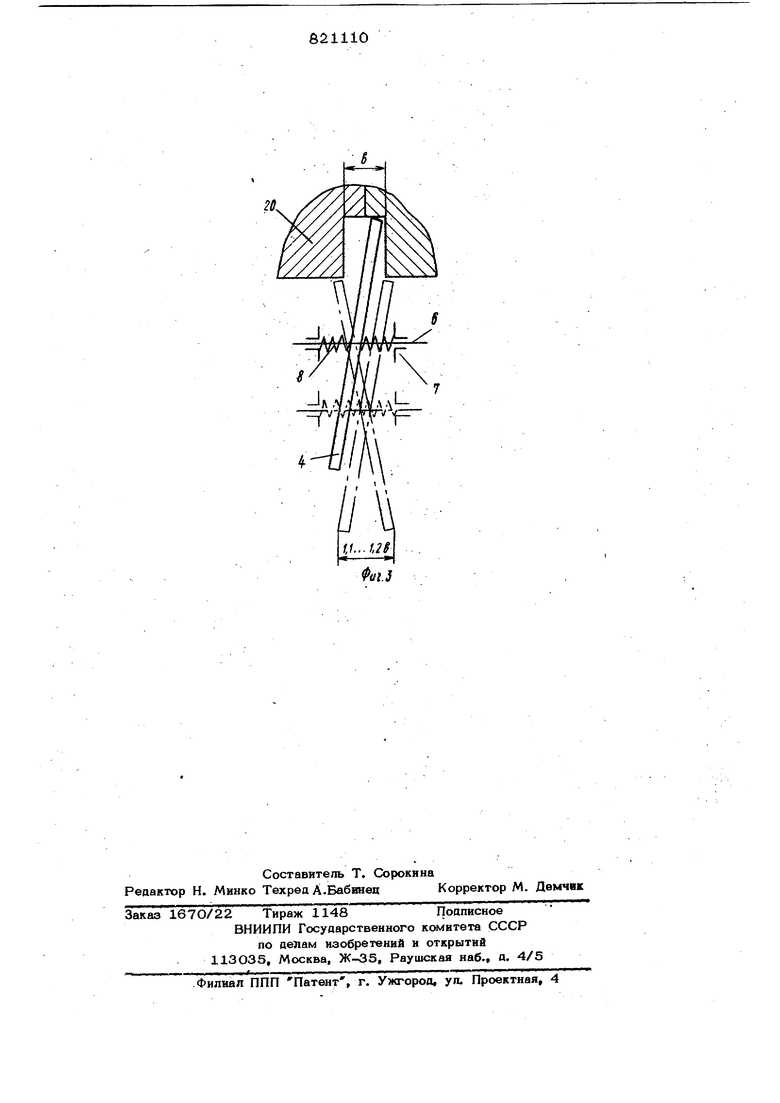
На фиг. 1 схематически изображено
устройство, общий вид; на фиг, 2 - вариант крепления зачистного инструмента; на фиг. 3 - положение инструмента в процессе зачистки.
Устройство содержит привод 1 вращения изделия, поджимную бабку 2 и люнеты 3, поддерживающие заготовки. Зачистной инструмент 4, закреплен под углом на втулке 5, свободно установленной на шлицевой оси 6 головки 7 мехду двумя упругими элементами, например, пружинами 8. Головка 7 установлена в направлении 9 и соединена с приврдом 10 радиального аеремешения через упругий элемент 11.
Вращение зачистному инструменту 4 передается от привода 12. С целью возможности регулировки угла наклона, инструмент 4, закрепленный на втулке 5, может быть установлен на двух сферических кольцах 13 и 14, одно из которых 13 т- жест-, ко закреплено на оси 6, а другое 14 установлено свободно и имеет возможность перемещаться в радиальном направлении. Регулировка положения кольца 14 относительно оси 6 осуществляется поворотом эксцентрикового валика 15, установленного в отверстии оси 6, и, сообщающего поступательное перемещение с помощью эксцентрика толкателям 16, разме-
щенным в зубчатой муфте 17, передающей крутящий момен зубчатой втулке 5. Втулка 5 подпружинена к голсжке 7 через сферические кольца 18 и 19.
Устройство работает следующим образом.
Свариваемы заготовки 2О устанавливаются на люнеты 3. Одна .из заготовок закрепляется в кулачковой планшайбе привода вращения 1, а другая поджимается
5S2
к первой поажимной бабкой 2. Головка 7 подводится к разделке 21 и зачистной инструмент 4 вводится в разделку. Включается привод вращения 1 и одновременно со сваркой разделки производится зачистка сварного шва. В процессе зачистки режущая плоскость зачистного инструмента 4 перемедается вдоль разделки и зачищает разделку по всей ширине. При этом привод 10 постоянно поджимает головку
7к изделию с определенным усилием. При напряжении сварного шва, головка 7 перемещается относительно привода, ш 1ходя
из разделки.
Компенсация возможной криволинейной пове эхности сварного шва осуществляется пружиной 11.
. Вследствие того, что .величина отклонения периферий инструмента от рлоскости перпендикулярной оси вращения несколько превышает ширину разделки, то в процессе вращения инструмента, последний с помощью пружин 8 непрерывно совершает воэвратнотпоступательное перемещение по оси 6 на расстояние, равное разности указанных выше величин. Это обеспечивает постоянный поджим периферии инструмента к углам разделки. Эти же пружины могут компенсировать также смешение шва при удлинении изделия под воздействием нагрева.
При сварке различных типоразмеров изделий ширина разделки может меняться.
8связи с этим угол наклона инструмента также может меняться. Вращением валнкгэ 15 через толкатели 16 происходит радиальное смещение кольца 14, которое занимает соответствующий эксцентритет относительно кольца 12.
Установленный на этих кольцах инструмент 4 меняет угол наклона, увеличивая или уменьшая тем -самым ширину зачистки.
106
Устройство обеспечивает качественную зачистку сварных швов непосредственно в процессе автоматич-эской сварки крупногабаритных цилиндрических Изделий за счет самоустан(жки зачистного инструмента в осевом направлении и постоянного поджима инструмента к основанию и углам разделки.
Формула изобретения
1.Устройство для зачистки сварных швов цилиндрических изделий, содержащее механизм вращения последних, механизм радиальной подачи с головкой, несущей смонтированный на оси дисковый зачистной инструмент, отлич а ющееся тем, что, с целью повышения качества зачистки швов в глубоких и узких разделках инструмент закреплен под углом к оси и установлен на оси с возможностью продольного смещения, при этом угол наклона выбран таким, чтобы максимальная величина отклонения периферии инструмента от плоскости, перпендикулярной оси, составляла (1,1-1,2) ширины разделки.
2.Устройство ПОП.1, отлича ющ ее с я тем, что, с целью обеспечения возможности регулирования угла наклона
инструмента, оно снабжено двумя копыгами, установленными на оси: одно - жестко, другое - свободно и именадимн сфер ческую наружную поверхность, контактирующую с посадочной поверхностью зачистного инструмента, эксцентриком.с толкателями, взаимодействующими с внутренней поверхностью свободно установленного на оси кольца.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ 512039, кл. В 24 В 23/О8, 1973.
2.Авторское свидетельство СССР
Н. 230575, кл. В 23 Г 79/ОО, 1966.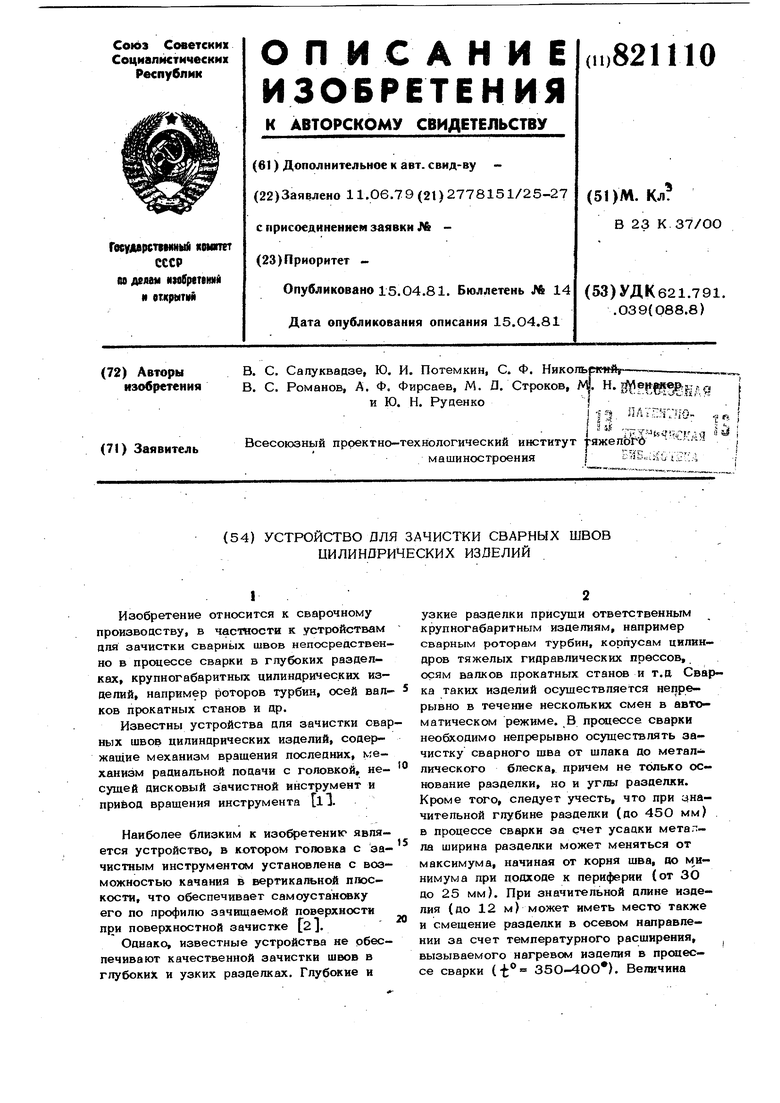
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для зачистки сварных швов | 1979 |
|
SU821109A1 |
| Установка для сварки кольцевых швов | 1980 |
|
SU899316A1 |
| Устройство для обработки швов цилиндрических изделий | 1986 |
|
SU1437193A1 |
| Устройство для зачистки сварных швов | 1984 |
|
SU1181854A1 |
| Устройство для зачистки сварных швов | 1980 |
|
SU933299A1 |
| УСТРОЙСТВО ОРИЕНТАЦИИ СВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО РАЗДЕЛКИ СВАРИВАЕМЫХ КРОМОК ШВА | 1991 |
|
RU2032516C1 |
| Устройство для зачистки кольцевых сварных швов на телах вращения после автоматической сварки под слоем флюса | 1978 |
|
SU747668A1 |
| Устройство для скалывания шлаковойКОРКи | 1978 |
|
SU725330A1 |
| Устройство для электрохимическойОбРАбОТКи | 1979 |
|
SU823052A1 |
| Устройство для зачистки | 1986 |
|
SU1397249A2 |