Известно применение в промышленности ковочных ва.чьцов с одним и несколькими секторами-матрицами и с устройством для регулировки зазора между валками посредством установочных болтов. Однако эти станки имеют недостаток из-за отсутствия в них подвижного упора с механизмом автоматического выключения электродвигателя, после полной оттяжки носка заготовки, напильников, а также применения прижимных колец для крепления секторов-матриц и эксцентриковых втулок для регулирования зазора между валками.
Описываемые ковочные ва.льцы д.тя оттяжки носков заготовок напильников устраняет указанный недостаток.
Ковочные вальцы состоят, из одной пары секторов-матриц и подвижных упоров, снабженных механизмом автоматического выключения электродвигате«тя после окончания операции оттяжки носка заготовки нанильников, в ковочных вальцах осуществляется с регулированием зазора между валками.
Подвижный упор с трубчатой тягой шарнирно связан с защелкой, западающей под действием копира, закрепленного па упоре, в реечный ползун и перемещающей последний на один щаг при каждом нажатии заготовкой подвижного упора вплоть до окончания процесса оттяжки, когда трубчатая тяга приходит в крайнее положение и воздействует через планку на конечный выключатель электродвигателя.
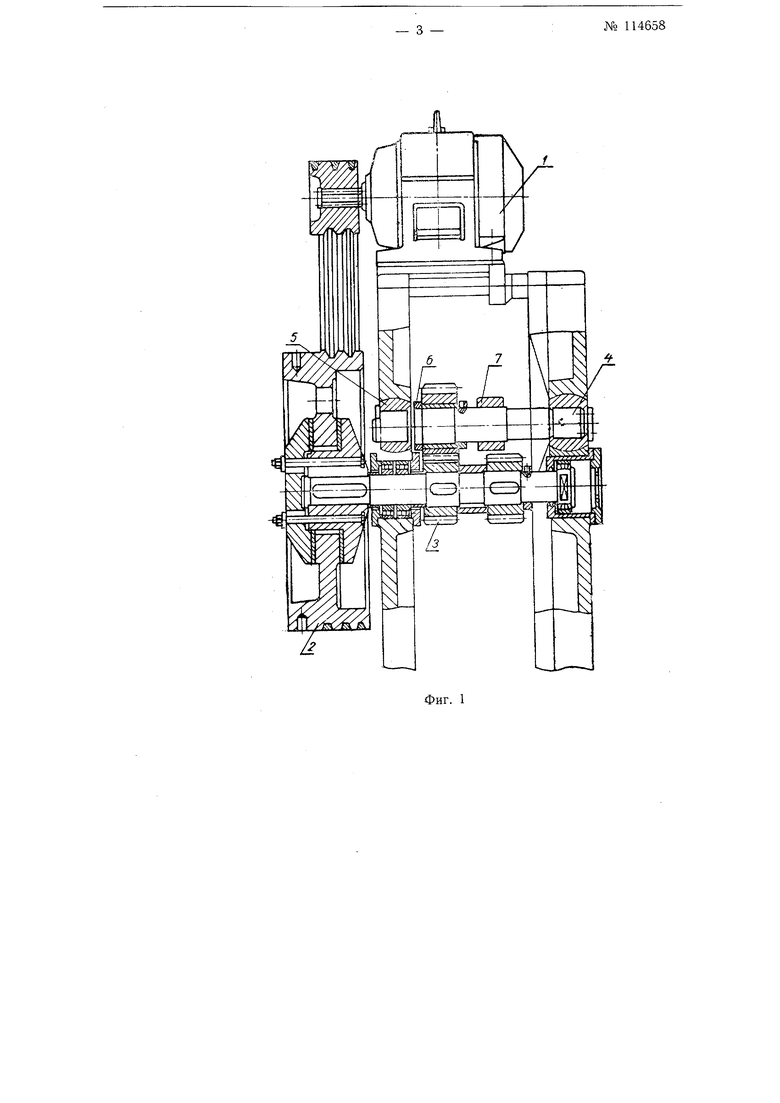
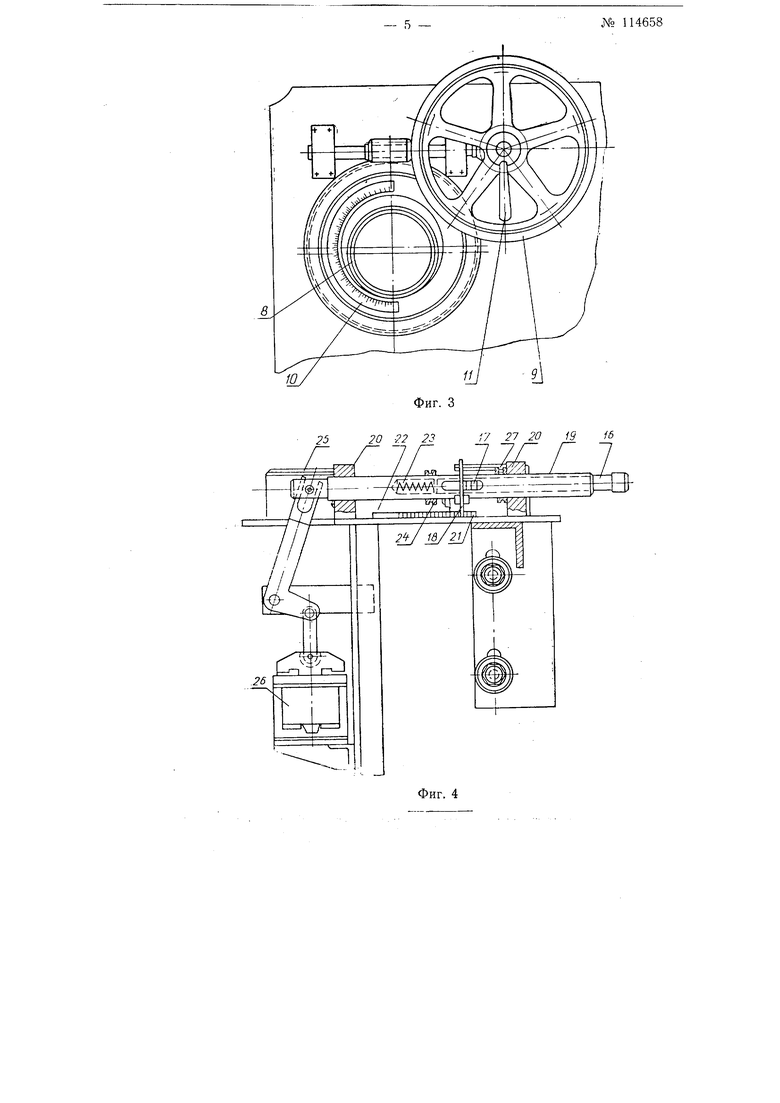
На фиг. 1 изображен схематически привод ковочных вальцов для оттяжки носков заготовок напильников; на фиг. 2 - рабочие валки ковочиых вальцов; на фиг. 3-механизм для регулировки вертикального .расстояния между валками; на фиг. 4-автоматический упор.
Ковочные вальцы приводятся от индивидуального электродвигателя 1. На валу маховика 2 находится щестерня 5, передающая вращение на вал 4. Опоры вала, сидящие в нолзушках 5, перемещаются вместе ; верхним валком при помощи двух тяг 6 и 7№ П4658
Верхний валок перемещается в вертикальном направлении нри помощи эксцентриковых втулок 8. Обе эксцентриковые втулки поворачиваются одновременно при вращении маховичка 9. Величина перемещения определяется по шкале 10. Фиксация верхнего валка производится посредством рукоятки П. Совпадение ручьев секторов-матриц в радиальном направлении достигается тем, что нижний валок посажен на промежуточную ступнцу J2, которая вместе с валком поворачивается относительно шестерни 13 на некоторый угол. Крепление секторовматриц на валках осуществляется посредством двух колец 14. Задний конец сектора-матрицы упирается в шпонку /5- С задней стороны валков установлен автоматически действуюший подвижный упор. Заготовка при каждой задаче упирается только в один подпружиненный упор 16, нри этом прикрепленный к нему конир 17 заставляет срабатывать зацепку 18, сидящую на оси во втулке, прикрепленной к трубчатой тяге /Я могущей передвигаться в продольном направлении в стойках 20. Защелка западает во впадину реечной ползушки 21 и передвигает ее до упора 22. При выдаче заготовки подпружиненный упор под давлением пружины 23 возвращается в свое первоначальное положение, а защелка сходит с копира и с помощью пружины расцепляется с реечной ползушкой- Последняя при этом под действием пружины отходит в начальное положение.
Когда трубчатая тяга после полной оттяжки носка приходит в крайнее положение, укрепленная на ней регулируемая планка 24 нажимает на конечный выключатель 25, связанный с электромагнитом 26. При этом якорь электромагнита втягивается и возвращает соединенную с ним трубчатую тягу в прежнее положение. Для ограничения хода трубчатой тяги при возвращении ее в переднее положение служит установочное кольцо 27.
Предмет изобретения
1.Ковочные вальцы для оттяжки носков заготовок напильников, выполненные с одной парой секторов-матриц и с регулированием зазора между валками, отличающиеся тем, что, с целью автоматического выключения электродвигателя после окончания операции оттяжки, применен подвижный упор, снабженный трубчатой тягой, шарнирно связанной с защелкой, западающей под действием копира, закрепленного на упоре, в реечный ползун и перемещающей последний на один шаг при каждом нажатии заготовкой подвижного упора вплоть до окончания процесса оттяжки, когда трубчатая тяга приходит в крайнее положение и воздействует через планку на конечный выключатель электродвигателя.
2.Форма выполнения ковочных вальцов по п. 1, отличающаяся тем, что, сектора-матрицы закреплены на валках посредством прижимных колец.
3.Форма выполнения ковочных вальцов по пп. I и 2, отличающаяся тем, что применены эксцентриковые втулки, поворачиваемые для регулирования величины зазора между валками.
сч
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи заготовок в ковочные вальцы | 1976 |
|
SU593794A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| Вальцы для поперечно-клиновой вальцовки | 1977 |
|
SU679292A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ШТУЧНЫХ ЗАГОТОВОК в РАБОЧУЮ ЗОНУ ШТАМПА | 1972 |
|
SU329937A1 |
| Кривошипно-коленный чеканочный пресс | 1958 |
|
SU115710A1 |
| Цепевязальный автомат | 1990 |
|
SU1776198A3 |
| Цепевязальный автомат | 1984 |
|
SU1249772A1 |
| Многопозиционный штамповочный автомат | 1980 |
|
SU1013302A1 |
| Цепевязальный автомат | 1957 |
|
SU111976A1 |
| Автомат для калибровки и испытания цепей | 1987 |
|
SU1416233A1 |