Изобретение относится к области механизации штамповочного производства и может быть использовано для автоматической подачи в штампы штучных заготовок.
Известны устройства для подачи штучных заготовок в рабочую зону штампов, содер1жаш,ие установленную на основании опору, направляюш.ую заготовки, и ползушку, приводимую в возвратно-поступательное движение в горизонтальной плоскости от привода через передаточный механизм.
Недостаток известных устройств заключается в невозможности точно настраивать их относительно зеркала матрицы штампа.
С целью повышения точности настройки устройств для подачи штучных заготовок отрюсительно зеркала матрицы штампа в предлагаемом устройстве передаточный механизм снабжен регулируемой по длине тягой с шаровыми шарнирами на концах, связываюш,ей одно из звеньев передаточного механизма с ползушкой. Кроме того, упомянутая опора устройства установлена с возможностью регулировочного углового перемещения в вертикальной плоскости посредством предусмотренных на основании винтовых механизмов.
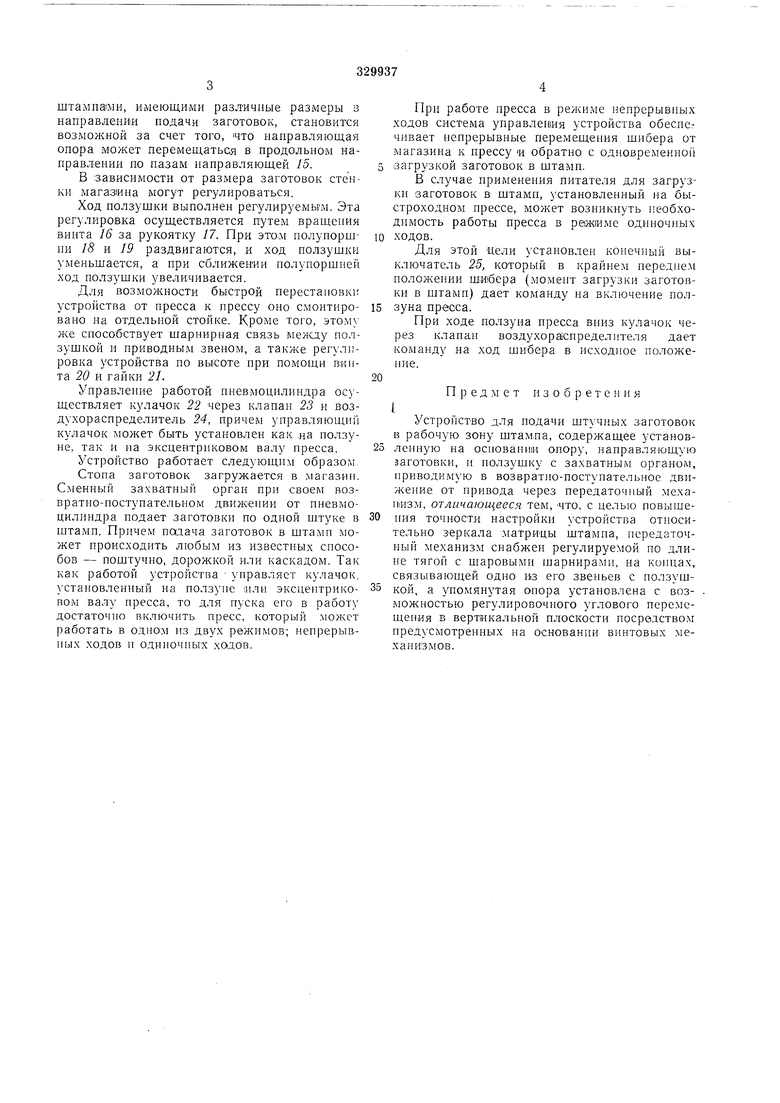
Захватный орган / устройства крепится к верхней плоскости ползушки 2. Привод ползушки осуществляется от пневмоцилиндра ., скорость рабочего хода которого регулируется дросселем 4.
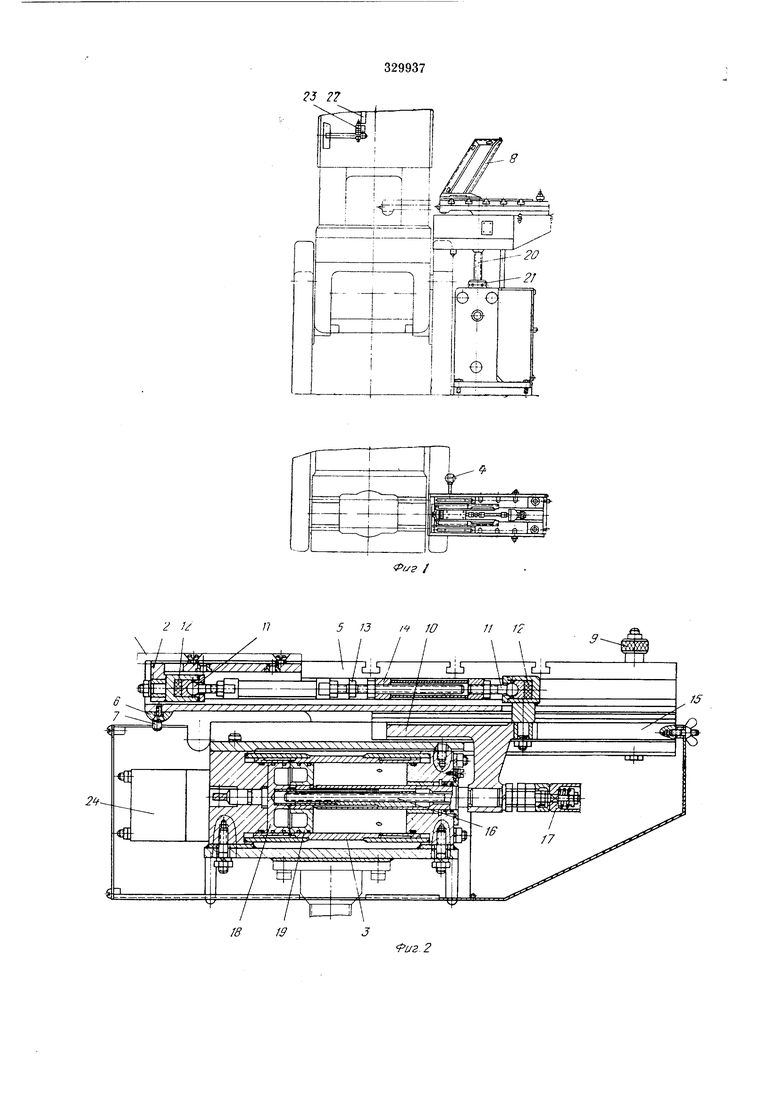
Опора 5, направляющая заготовки щ ползушку, опирается цилиндрическим подпятником 6 на предварительно обработанную поверхность нижней плиты штампа или под0шта.мповую плиту пресса и притягивается л ней винтами 7. Магазин 8 для заготовок устанавливается на направляющей опоре. ЭтиМ всегда выдерживается параллельность между верхней плоскостью ползушки и зеркалом матрицы штампа, хотя направляющая опора при работе может илгеть некоторый перекос по отношению ко всему устройству. Поэтому ее задняя опора выполнена в виде регулируемых резьбовЕ 1х втулок 9, а связь между ползуш0 кой и приводным звеном JO осуществляется при помощи шаровых шарниров 7/. Зазоры в шаровых шарнирах выбирают при помоши эластичных, например резиновых, элементов 12.
5
Для возможности регулировки положения ползушки 2 соединение шаровых шарниров между собой выполнено при помощи регулируемой по длине тяги, состоящей из двух частей 13 и 14.
штампами, имеющими paSvTHqiibie размеры з направлении подачи заготовок, становится возможной за счет того, что направляющая опора может перемещаться в продольном направлении но назам направляющей 15.
В зависимости от размера заготовок стенки магазина могут регулнроваться.
Ход нолзущки выполнен регулируемым. Эта регулировка осуществляется путем вращения винта 16 за рукоятку 17. При это.м нолуноршни 18 и 19 раздвигаются, и ход ползушки уменьшается, а нри сближении иолуноршней ход нолзушки увеличивается.
Для возможности быстрой перестановки устройства от пресса к прессу оио смонтировано на отдельной стойке. Кроме того, этому же способствует шарнирная связь между ползушкой и нриводным звеном, а также регулировка устройства но высоте нри помощи винта 20 и гайки 21.
Управлепие работой иневмоцилнндра осуществляет кулачок 22 через клапан 23 и воздухораспределитель 24, причем управляющий кулачок может быть установлен как «а ползуне, так и на эксцентриковом валу пресса.
Устройство работает следующим образом.
Стопа заготовок загружается в магазин. Сменный захватный орган при своем возвратно-ноступательном движении от пневмоцилиндра нодает заготовки по одпой штуке в штамп. Причем подача заготовок в штамп может происходить любым из известных способов - поштучно, дорожкой или каскадом. Так как работой устройства управляет кулачок, установленный на ползуне ;илн экснентрнковом валу пресса, то для пуска его в работу достаточно включить пресс, который может работать в одном нз двух режимов; непрерывных ходов и одиночных ходов.
При работе пресса в режиме неирерывных
ходов система управления устройства обеснечивает непрерывиые перемещения шибера от
магазина к нрессу и обратно с одновременной
загрузкой заготовок в штамп.
В случае применения питателя для загрузки заготовок в штамп, )становлениый на бь строходном ирессе, может возникнуть необходимость работы пресса в режиме однночных ходов.
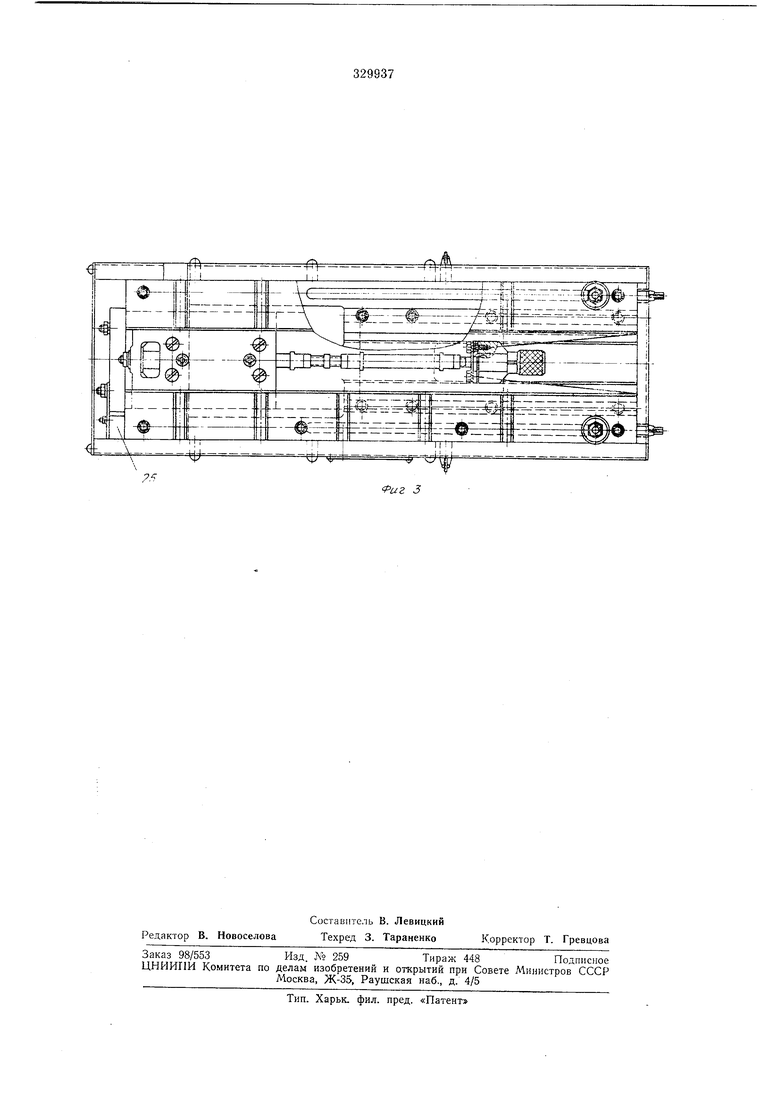
Для этой пели установлен конечный выключатель 25, который в крайнем переднем положении шибера (момеит загрузки заготовки в штами) дает команду на включение нолзуна пресса.
При ходе ползуна пресса вниз кулачок через клапан воздухора снределителя дает команду иа ход шибера в исходное положение.
Предмет изобретен и я
Устройство для иодачи штучных заготовок в рабочую зону штам.па, содержашее установленную на основании онору, направляющую заготовки, и нолзушку с захватным органом, приводимую в возвратно-поступательное двнжени.е от привода через передаточный мехаН1ИЗМ, отличающееся тем, -что, с целью повышения точности настройки устройства относительно зеркала .матрицы штамиа, передаточный механизм снабжен регулируемой по длине тягой с шаровыми шарнирами, иа копнах, связывающей одно из его звеньев с ползушкой, а упомянутая опора установлена с возможностью регулировочного углового перемещения в вертикальной плоскости посредством предусмотрениых на основании винтовых механизмов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи штучных заготовок в рабочую зону пресса | 1985 |
|
SU1266615A1 |
| Устройство для подачи заготовок в зону обработки | 1985 |
|
SU1368075A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1980 |
|
SU912353A1 |
| Устройство для подачи штучных заготовок в рабочую зону пресса | 1988 |
|
SU1551455A1 |
| Устройство для подачи штучных заготовок | 1972 |
|
SU462636A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ШТУЧНЫХ ЗАГОТОВОК в РАБОЧУЮ ЗОНУ ШТАМПА | 1973 |
|
SU389871A1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| Линия для изготовления штучных изделий из ленточного материала | 1990 |
|
SU1750812A1 |
| Штамп последовательного действия для обработки полосового и ленточного материалов | 1982 |
|
SU1065064A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
5 з / Ш
